
一种镁合金挤压焊丝的生产工艺.pdf

雅云****彩妍


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种镁合金挤压焊丝的生产工艺.pdf
本发明公开了一种镁合金挤压焊丝的生产工艺,先对镁合金铸锭进行高温均匀化处理;在铸锭完成均匀化退火之前1小时,将挤压模具和挤压垫放入均匀化处理加热炉中加热;铸锭均匀化处理后不出炉,直接调节加热炉温度至铸锭挤压温度,使铸锭、挤压模具和挤压垫在该温度下保温;最后再进行挤压操作,在挤压机出口处对刚出来的焊丝采用CO2气体保护,直到焊丝冷却到250℃以下时取消CO2气体保护,再对焊丝进行卷曲并用风机吹风冷却即得镁合金焊丝。本方法具有成本低,工艺简单易操作的优点,能够制备0.6~3mm不同直径的高品质AZ系列镁合金焊
一种镁合金焊丝的热挤压-拉拔连续生产工艺.pdf
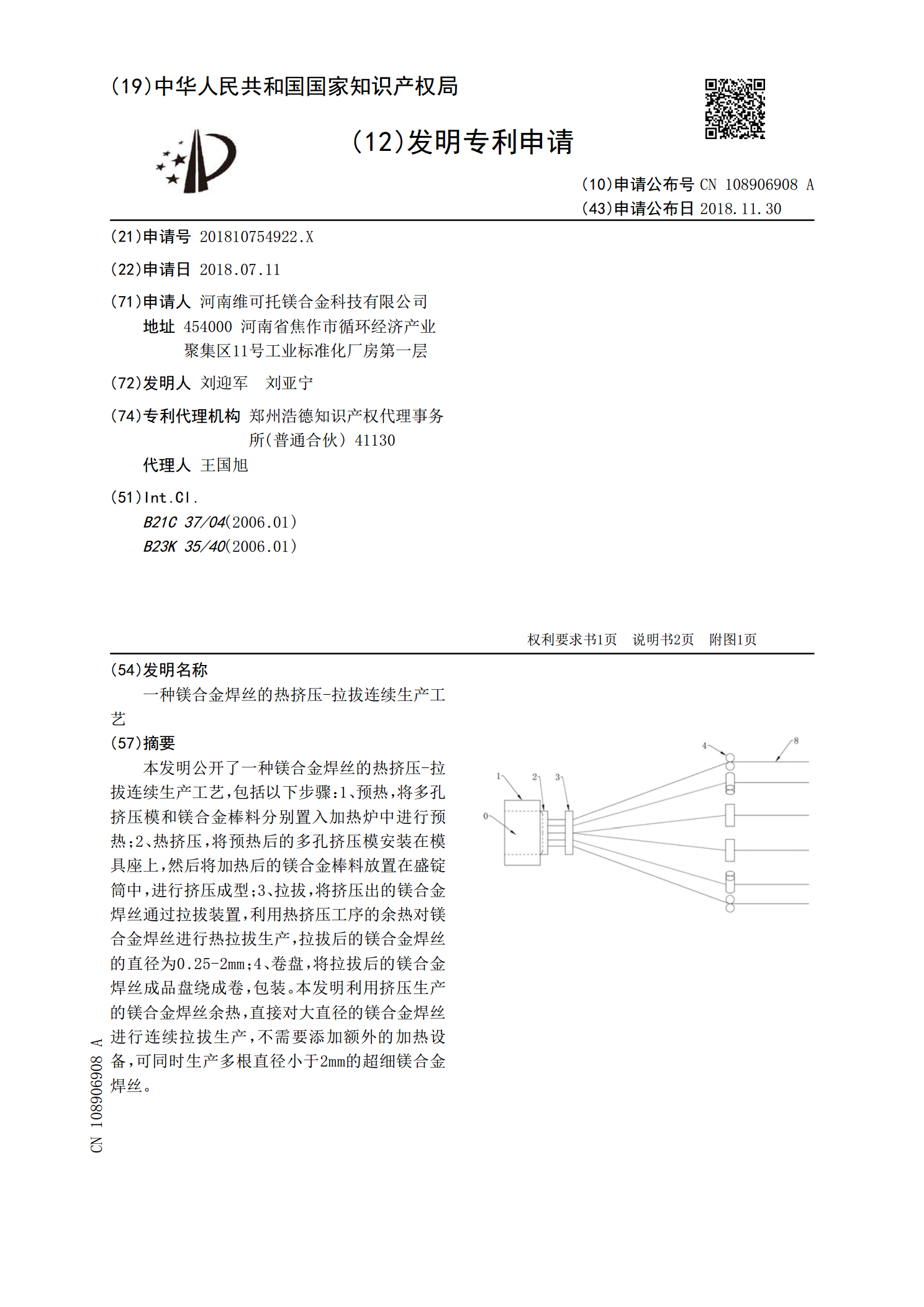
本发明公开了一种镁合金焊丝的热挤压‑拉拔连续生产工艺,包括以下步骤:1、预热,将多孔挤压模和镁合金棒料分别置入加热炉中进行预热;2、热挤压,将预热后的多孔挤压模安装在模具座上,然后将加热后的镁合金棒料放置在盛锭筒中,进行挤压成型;3、拉拔,将挤压出的镁合金焊丝通过拉拔装置,利用热挤压工序的余热对镁合金焊丝进行热拉拔生产,拉拔后的镁合金焊丝的直径为0.25‑2mm;4、卷盘,将拉拔后的镁合金焊丝成品盘绕成卷,包装。本发明利用挤压生产的镁合金焊丝余热,直接对大直径的镁合金焊丝进行连续拉拔生产,不需要添加额外的

一种锡黄铜焊丝连续挤压机及基于该挤压机的生产工艺.pdf
本发明公开了一种锡黄铜焊丝连续挤压机,包括机体、从动压轮、挤压靴、主动挤压轮、挡料块和挤压模;所述机体内安装有主动轴,主动挤压轮固定安装在主动轴上,从动压轮通过转轴转动安装在机体内,主动挤压轮的圆周上设置有第一挤压槽,从动压轮的圆周上设置有第二挤压槽;所述挤压靴安装在机体内,挤压靴朝向主动挤压轮的侧面上设置有弧形斜面,弧形斜面上安装有槽封块,槽封块与主动挤压轮的第一挤压槽配合形成第二挤压腔,挡料块固定安装在挤压靴的弧形斜面上,挡料块位于第二挤压腔底部,且将第二挤压腔的底部封闭。本发明还公开了基于上述锡黄铜
青铜焊丝及其生产工艺与挤压设备.pdf
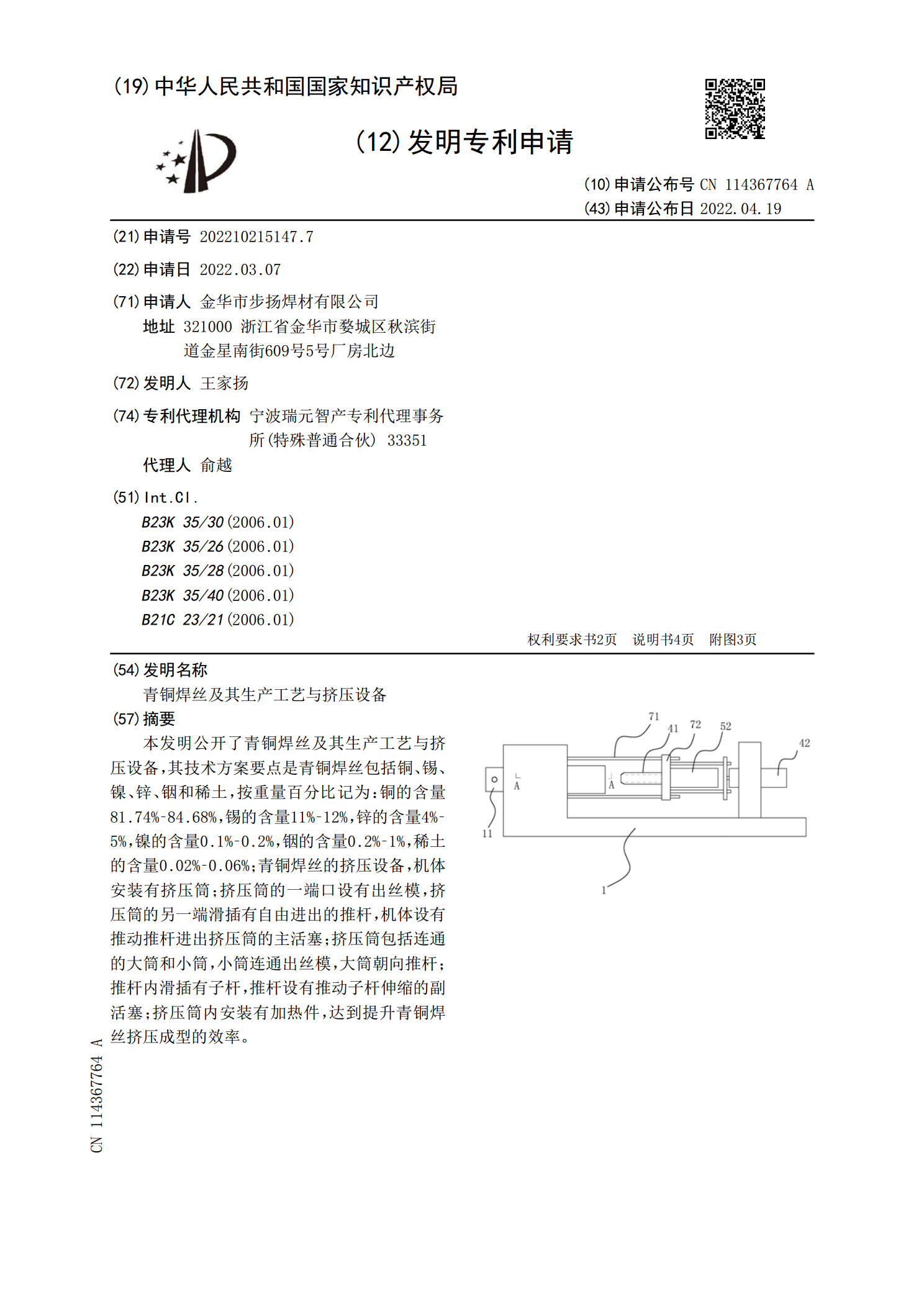
本发明公开了青铜焊丝及其生产工艺与挤压设备,其技术方案要点是青铜焊丝包括铜、锡、镍、锌、铟和稀土,按重量百分比记为:铜的含量81.74%?84.68%,锡的含量11%?12%,锌的含量4%?5%,镍的含量0.1%?0.2%,铟的含量0.2%?1%,稀土的含量0.02%?0.06%;青铜焊丝的挤压设备,机体安装有挤压筒;挤压筒的一端口设有出丝模,挤压筒的另一端滑插有自由进出的推杆,机体设有推动推杆进出挤压筒的主活塞;挤压筒包括连通的大筒和小筒,小筒连通出丝模,大筒朝向推杆;推杆内滑插有子杆,推杆设有推动子杆

一种焊丝的挤压装置.pdf
本发明公开了一种焊丝的挤压装置,包括外罩、支撑架、挤压凸模、导向柱、凹模和底座,凹模为圆柱体形状,装配在底座上的中间位置,导向柱分别位于凹模的周围且与底座固定,支撑架位于底座上且分布于导向柱的周围,挤压凸模位于凹模的正上方,其中两端装配在导向柱上,底座上设有通孔,通孔位于底座的正中位置,外罩位于整个结构的最外端;其中凹模上设有注料孔和引流槽,注料孔上设有引流部和直流部,引流部位于直流部的侧部,引流部和直流部相连通,直流部连通引流槽,本发明的有益效果是:这种焊丝的挤压装置,结构强度高、生产工艺简单,导向柱的