
一种金属陶瓷复合材料及其制备方法.pdf

一吃****春艳


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种金属陶瓷复合材料及其制备方法.pdf
本发明提供一种金属陶瓷复合材料,包括金属材料及陶瓷材料,金属材料的体积分数为30%‑40%,陶瓷材料的体积分数为60%‑70%,陶瓷材料为ZrO2,金属材料在液体状态下填充陶瓷材料颗粒之间的间隙形成金属陶瓷复合材料。本发明制作的金属陶瓷复合材料利用高温金属液在重力及真空抽吸力的作用下对高温陶瓷颗粒之间的空隙进行了有效的填充,完成了金属与陶瓷的牢固结合,形成了在三维空间体内各自独立存在而又相互连接的复合材料。并且金属陶瓷复合材料具有高熔点、强抗氧化性、强抗侵蚀性,用来制作炉口的唇口,能够提高炉口的使用寿命,

一种金属陶瓷复合材料及其制备方法.pdf
本发明提供了一种金属陶瓷复合材料及其制备方法。制备步骤如下:先将氢化钛粉、超细铝粉、银粉、氮化硅、碳化硅、氧化钛粉、电解镍粉、氧化亚钴和二氧化硅混合球磨;将混合料过筛,得细粉;将细粉经模具冷压成型;放入高温炉中煅烧;将煅烧好的产物放入破碎机中破碎,再经振筛机振筛后得细粉;将步骤5细粉和蓖麻油、磷酸三钙、丙酸钙、高岭土、硅酸酯、羧甲基纤维素钠、叔丁基对苯二酚、无水乙醇混合球磨;干燥后过筛得粉体;将粉体和铜粉、铁粉混合球磨;进行冷压成型;放入石墨模具中后放入烘箱中充分干燥,然后置入真空烧结炉中煅烧即得。本发明

一种金属陶瓷复合材料及其制备方法.pdf
本发明提供了一种金属陶瓷复合材料及其制备方法。制备步骤如下:先将阿拉伯树胶、十二烷基硫酸钠、叔丁基对苯二酚、山梨酸钾、丙酸钙、桂油和去离子水混合搅拌后进行超声振荡;加入氧化铝陶瓷粉、氮化硅陶瓷粉和卵磷脂,继续振荡;加入混料机中混料,将浆料倒入模具中,置于石膏体上成型,将成型好的陶瓷坯体放入炉中得陶瓷基体;将钛粉、四氯化钛、氯化钾、氯化钠和氯化钙混合,放入分散机中分散,装入坩埚中;将上面得到的陶瓷基体放入坩埚中,盖严盖子,再放入模具中后置于真空热压烧结炉内进行烧结,冷却后取出,进行超声清洗后烘干即得。本发明

一种金属陶瓷结合剂及其制备方法,CBN砂轮及其制备方法.pdf
本发明公开了一种金属陶瓷结合剂及其制备方法,CBN砂轮及其制备方法。该金属陶瓷结合剂,由质量分数为75~92%的陶瓷成分和8~25%的金属成分组成;所述陶瓷成分由以下质量分数的组分组成:SiO2?40-65%,B2O3?8-35%,Al2O3?6-20%,Na2O?5-18%,CaO?0.5-5%,K2O?3-10%,MgO?0.5-2%,TiO2?2-6%;所述金属成分由以下质量分数的组分组成:Cu?55-80%,Sn?15-30%,Ni?5-20%。该金属陶瓷结合剂,可用作CBN砂轮的结合剂,解决陶瓷
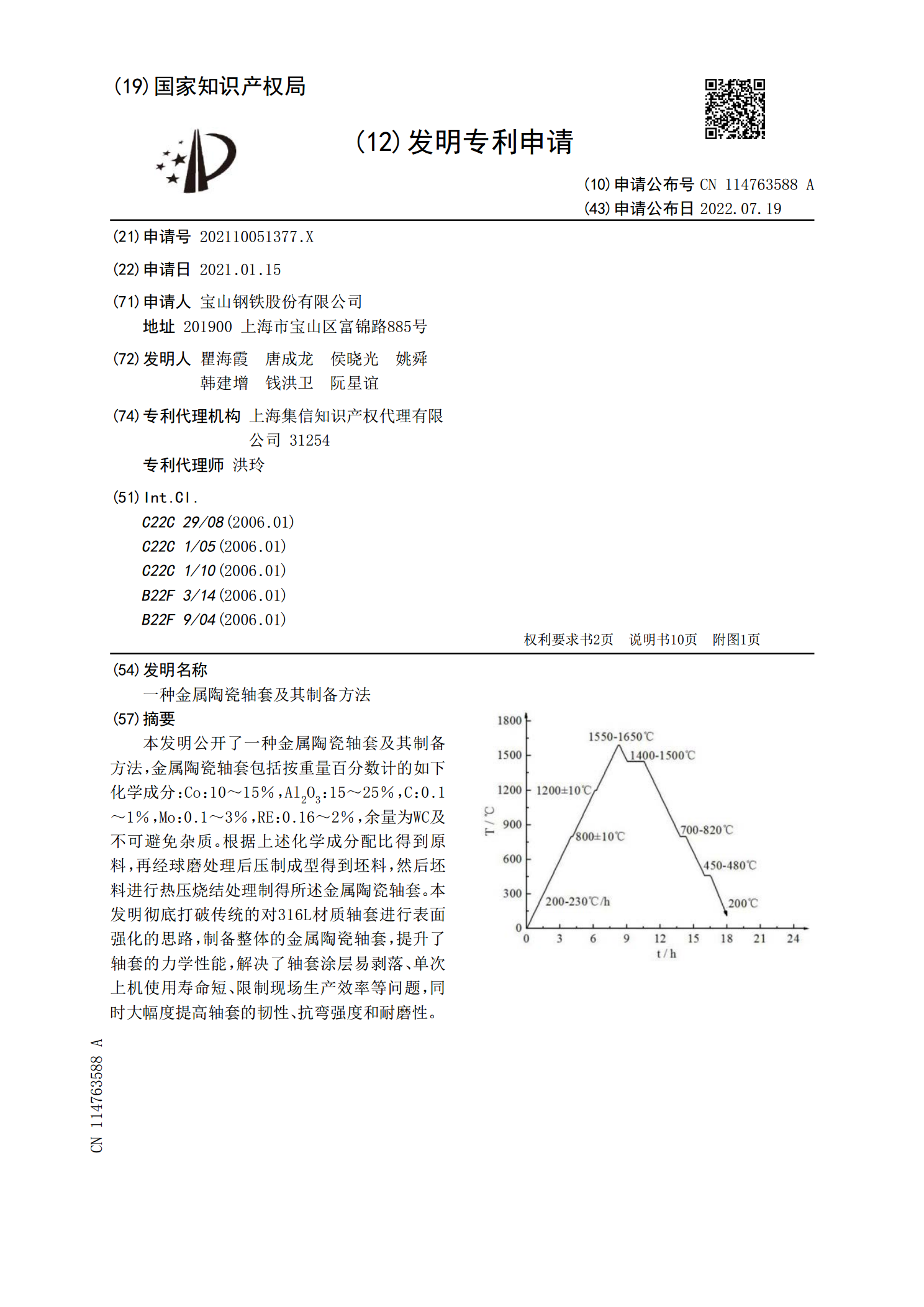
一种金属陶瓷轴套及其制备方法.pdf
本发明公开了一种金属陶瓷轴套及其制备方法,金属陶瓷轴套包括按重量百分数计的如下化学成分:Co:10~15%,Al<base:Sub>2</base:Sub>O<base:Sub>3</base:Sub>:15~25%,C:0.1~1%,Mo:0.1~3%,RE:0.16~2%,余量为WC及不可避免杂质。根据上述化学成分配比得到原料,再经球磨处理后压制成型得到坯料,然后坯料进行热压烧结处理制得所述金属陶瓷轴套。本发明彻底打破传统的对316L材质轴套进行表面强化的思路,制备整体的金属陶瓷轴套,提升了轴套的力学