
一种陶瓷空心浮力球及其制造方法.pdf

飞舟****文章


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种陶瓷空心浮力球及其制造方法.pdf
本发明公开了一种陶瓷空心浮力球及其制造方法,包括如下步骤:步骤一,成型半球壳素坯(生坯),对半球壳素坯进行后处理,经第一次烧结得到半球壳烧结体;步骤二,对半球壳的边口进行精密机械加工,以使两个半球壳的边口相互靠近时能够完全接触;步骤三,将精密机械加工后的半球壳进行热等静压处理;步骤四,对热等静压处理后的半球壳的边口进行研磨抛光后,将两个半球壳的边口对接合并成一个球体并抽真空,两个半球壳吸合在一起形成一个空心球体;步骤五,空心球体经第二次烧结合封,出炉后得到完整空心浮力球,对封口接缝处进行包覆处理以减小此处

一种空心陶瓷微球及其制备方法.pdf
本发明涉及一种空心陶瓷微球及其制备方法。本发明属于陶瓷微球技术领域。一种空心陶瓷微球,为中空结构陶瓷球,空心陶瓷球为TiO2包覆SiC的核壳结构。空心陶瓷微球的制备方法,包括步骤:1.制备实心微球:(1)制作聚苯乙烯微球;(2)进行磺化;(3)包覆一层陶瓷先驱体;2.陶瓷先驱体包覆的聚苯乙烯实心微球表面包覆二氧化钛:(1)将微球分散于乙醇和酞酸丁酯的混合溶液中;(2)将酸和去离子水加入到混合溶液中;(3)进行水热处理得到陶瓷先驱体包覆的聚苯乙烯实心微球;3.制备空心陶瓷微球:将表面包括覆有TiO2的陶瓷先
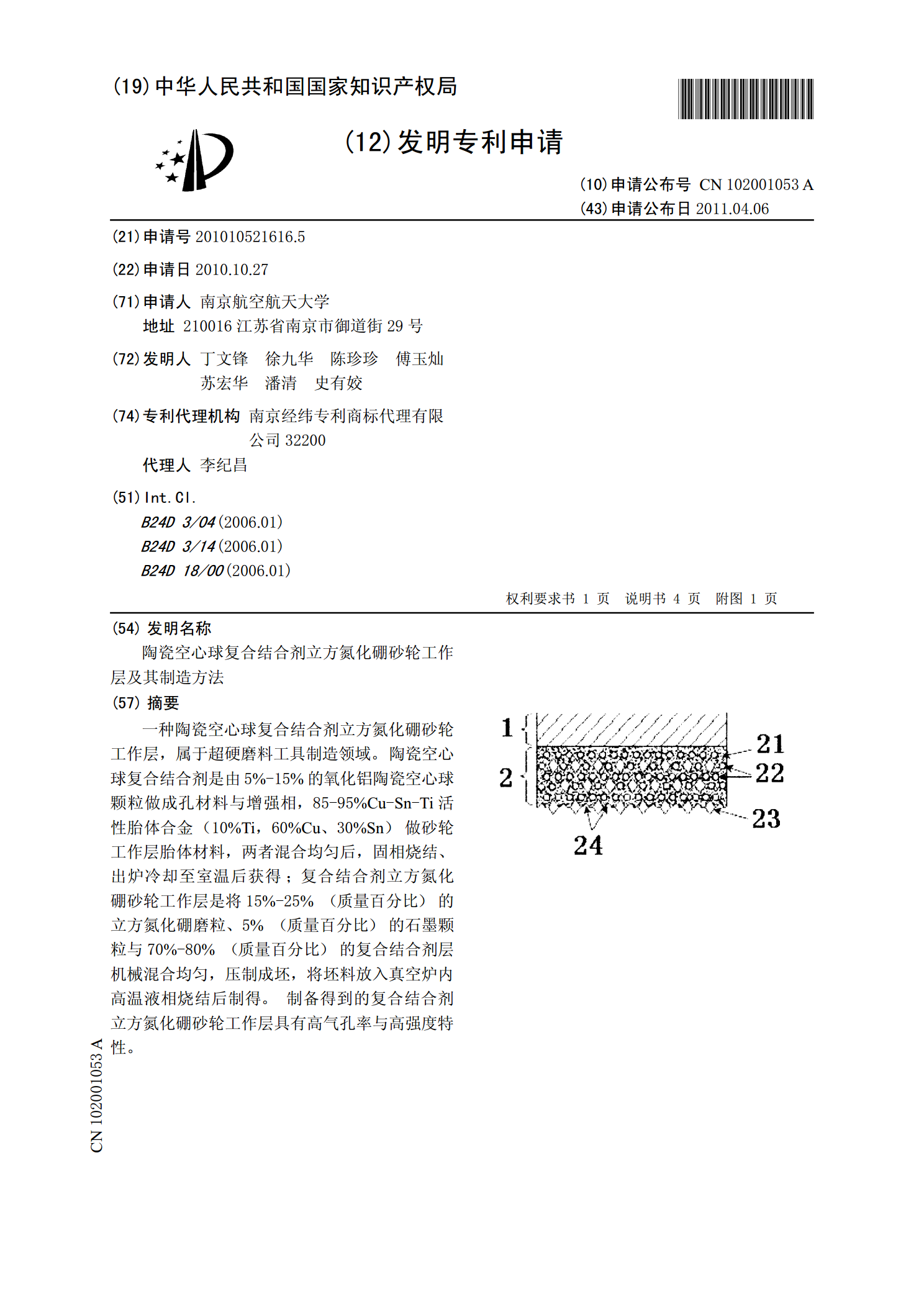
陶瓷空心球复合结合剂立方氮化硼砂轮工作层及其制造方法.pdf
一种陶瓷空心球复合结合剂立方氮化硼砂轮工作层,属于超硬磨料工具制造领域。陶瓷空心球复合结合剂是由5%-15%的氧化铝陶瓷空心球颗粒做成孔材料与增强相,85-95%Cu-Sn-Ti活性胎体合金(10%Ti,60%Cu、30%Sn)做砂轮工作层胎体材料,两者混合均匀后,固相烧结、出炉冷却至室温后获得;复合结合剂立方氮化硼砂轮工作层是将15%-25%(质量百分比)的立方氮化硼磨粒、5%(质量百分比)的石墨颗粒与70%-80%(质量百分比)的复合结合剂层机械混合均匀,压制成坯,将坯料放入真空炉内高温液相烧结后制得
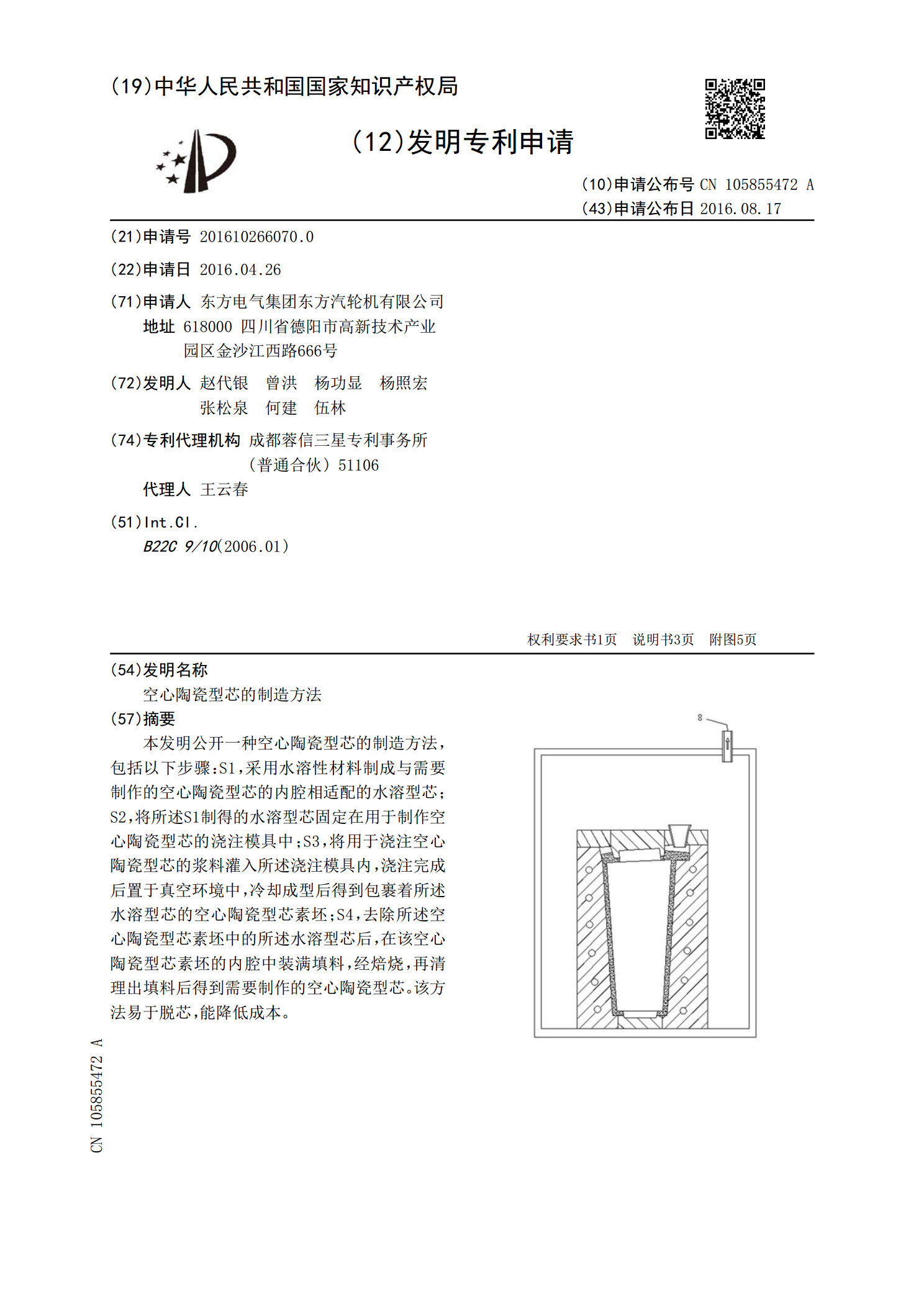
空心陶瓷型芯的制造方法.pdf
本发明公开一种空心陶瓷型芯的制造方法,包括以下步骤:S1,采用水溶性材料制成与需要制作的空心陶瓷型芯的内腔相适配的水溶型芯;S2,将所述S1制得的水溶型芯固定在用于制作空心陶瓷型芯的浇注模具中;S3,将用于浇注空心陶瓷型芯的浆料灌入所述浇注模具内,浇注完成后置于真空环境中,冷却成型后得到包裹着所述水溶型芯的空心陶瓷型芯素坯;S4,去除所述空心陶瓷型芯素坯中的所述水溶型芯后,在该空心陶瓷型芯素坯的内腔中装满填料,经焙烧,再清理出填料后得到需要制作的空心陶瓷型芯。该方法易于脱芯,能降低成本。
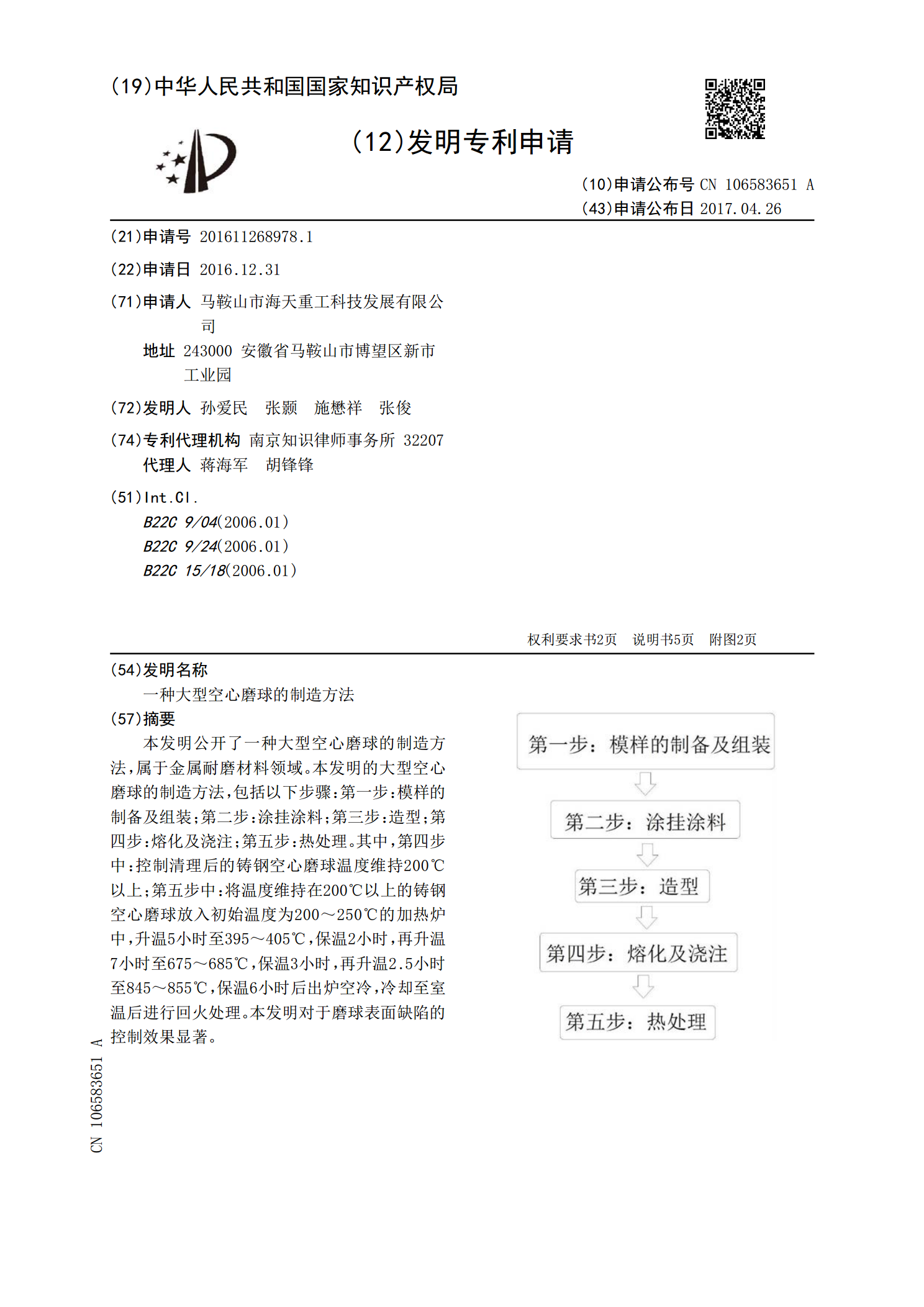
一种大型空心磨球的制造方法.pdf
本发明公开了一种大型空心磨球的制造方法,属于金属耐磨材料领域。本发明的大型空心磨球的制造方法,包括以下步骤:第一步:模样的制备及组装;第二步:涂挂涂料;第三步:造型;第四步:熔化及浇注;第五步:热处理。其中,第四步中:控制清理后的铸钢空心磨球温度维持200℃以上;第五步中:将温度维持在200℃以上的铸钢空心磨球放入初始温度为200~250℃的加热炉中,升温5小时至395~405℃,保温2小时,再升温7小时至675~685℃,保温3小时,再升温2.5小时至845~855℃,保温6小时后出炉空冷,冷却至室温后