
一种齿轮箱锻件用合金钢及其锻件的制造方法和应用.pdf

努力****振宇


1/10

2/10
3/10

4/10
5/10

6/10
7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种齿轮箱锻件用合金钢及其锻件的制造方法和应用.pdf
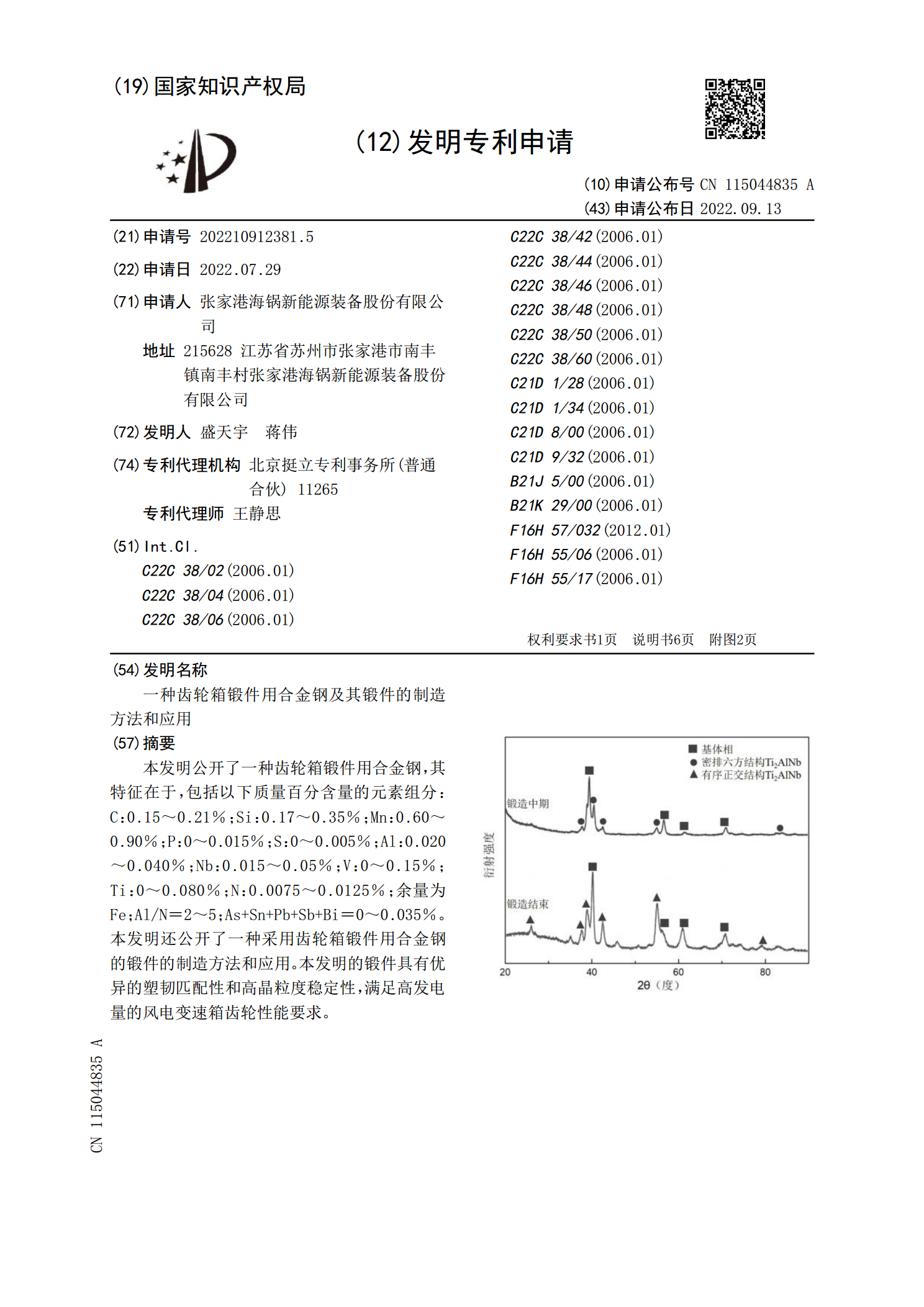
本发明公开了一种齿轮箱锻件用合金钢,其特征在于,包括以下质量百分含量的元素组分:C:0.15~0.21%;Si:0.17~0.35%;Mn:0.60~0.90%;P:0~0.015%;S:0~0.005%;Al:0.020~0.040%;Nb:0.015~0.05%;V:0~0.15%;Ti:0~0.080%;N:0.0075~0.0125%;余量为Fe;Al/N=2~5;As+Sn+Pb+Sb+Bi=0~0.035%。本发明还公开了一种采用齿轮箱锻件用合金钢的锻件的制造方法和应用。本发明的锻件具有优异的

一种超细晶粒合金钢锻件及其制造方法.pdf
本发明公开了一种超细晶粒合金钢锻件,所述的合金钢含有下列化学成分:C0.12%~0.16%,Si0.50%~0.55%,Mn0.50%~0.75%,Cr1.20%~1.30%,Mo0.60%~0.65%,Al0.03%~0.05%,余量为铁。还公开了一种超细晶粒合金钢锻件的制造方法,包括如下步骤:电炉冶炼;炉外精炼;锻造;热处;性能测试;机加工;无损检测;成品。通过上述方式,本发明调整化学元素含量,增加Al元素,Al元素可以大幅增加奥氏体形核数量,细化晶粒,通过细化晶粒可以同时提高材料强度和材
一种锻件合金钢的制造工艺.pdf
本发明公开了一种锻件合金钢的制造工艺,所述制造工艺包括冶炼工艺、铸造工艺、锻造工艺和热处理工艺,包括如下步骤:在所述冶炼工艺中采用电弧炉,并结合精炼及真空脱气工艺对所述合金钢进行冶炼;在所述铸造工艺中将上述冶炼后的合金钢采用氩(Ar)保护浇铸工艺铸造成棒料,同时将所述棒料直径与长度的定型比控制在小于2的范围内;所述锻造工艺是对上述铸造工艺中得到的铸件再进行锻造处理,在所述锻造工艺中选用双向施力锻压机与操作机相配合对所述铸件进行锻压处理;所述热处理工艺是将上述锻造后的工件经过三重淬火处理后,然后再进行回火处
一种深海采油设备阀座用钢及其锻件的制造方法.pdf
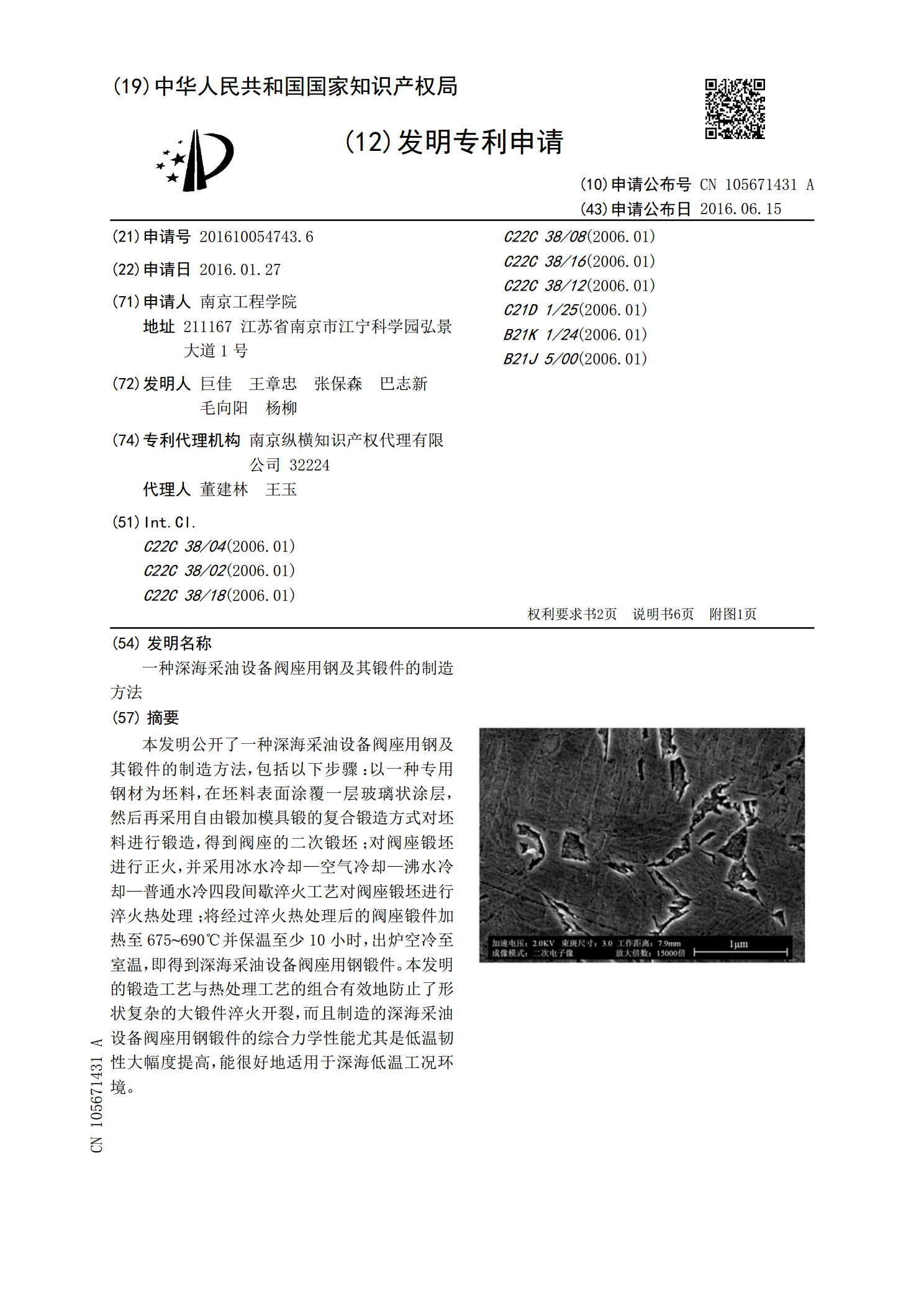
本发明公开了一种深海采油设备阀座用钢及其锻件的制造方法,包括以下步骤:以一种专用钢材为坯料,在坯料表面涂覆一层玻璃状涂层,然后再采用自由锻加模具锻的复合锻造方式对坯料进行锻造,得到阀座的二次锻坯;对阀座锻坯进行正火,并采用冰水冷却—空气冷却—沸水冷却—普通水冷四段间歇淬火工艺对阀座锻坯进行淬火热处理;将经过淬火热处理后的阀座锻件加热至675~690℃并保温至少10小时,出炉空冷至室温,即得到深海采油设备阀座用钢锻件。本发明的锻造工艺与热处理工艺的组合有效地防止了形状复杂的大锻件淬火开裂,而且制造的深海采油

一种大型钛铜锻件及其制造方法.pdf
本发明公开了一种大型钛铜锻件及其制造方法,该钛铜锻件单件重量大于1.5吨,含有质量分数1.2~4.5%的Ti,剩余部分为铜及不可避免的杂质,其平均晶粒度小于35μm,导电率大于11%IACS,轴向抗拉强度为大于880MPa。制造方法如下:熔铸→表面加工→下料→一次加热→一次锻造→一次固溶→二次加热→锻造成型→二次固溶→时效热处理;下料的料坯起始形状为方形,所述的一次锻造为对角方向墩粗,直径方向整体压扁方;所述的一次固溶温度820~980℃,固溶时间为1~50分钟;所述的二次固溶温度为680~820℃,固溶