
用于轴承座的合金、环形锻件的制造方法.pdf

猫巷****松臣


1/6

2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于轴承座的合金、环形锻件的制造方法.pdf
本申请公开了一种用于轴承座的合金、环形锻件的制造方法,该制造方法包括:(1)、冶炼钢锭,该钢锭尺寸为Φ1166mm/Φ1245mm×2240mm;(2)、下料;(3)、装炉;(4)、锻造前加热:控制进炉温度≤400℃,升温4h至850℃并保温6h;升温3h至1050℃并保温5h;升温3h至1250℃并保温2h;(5)、制坯。本发明方法制造锻件时不会产生夹皮及探伤超标问题,所获得的锻件其力学性能满足轴承座的要求。
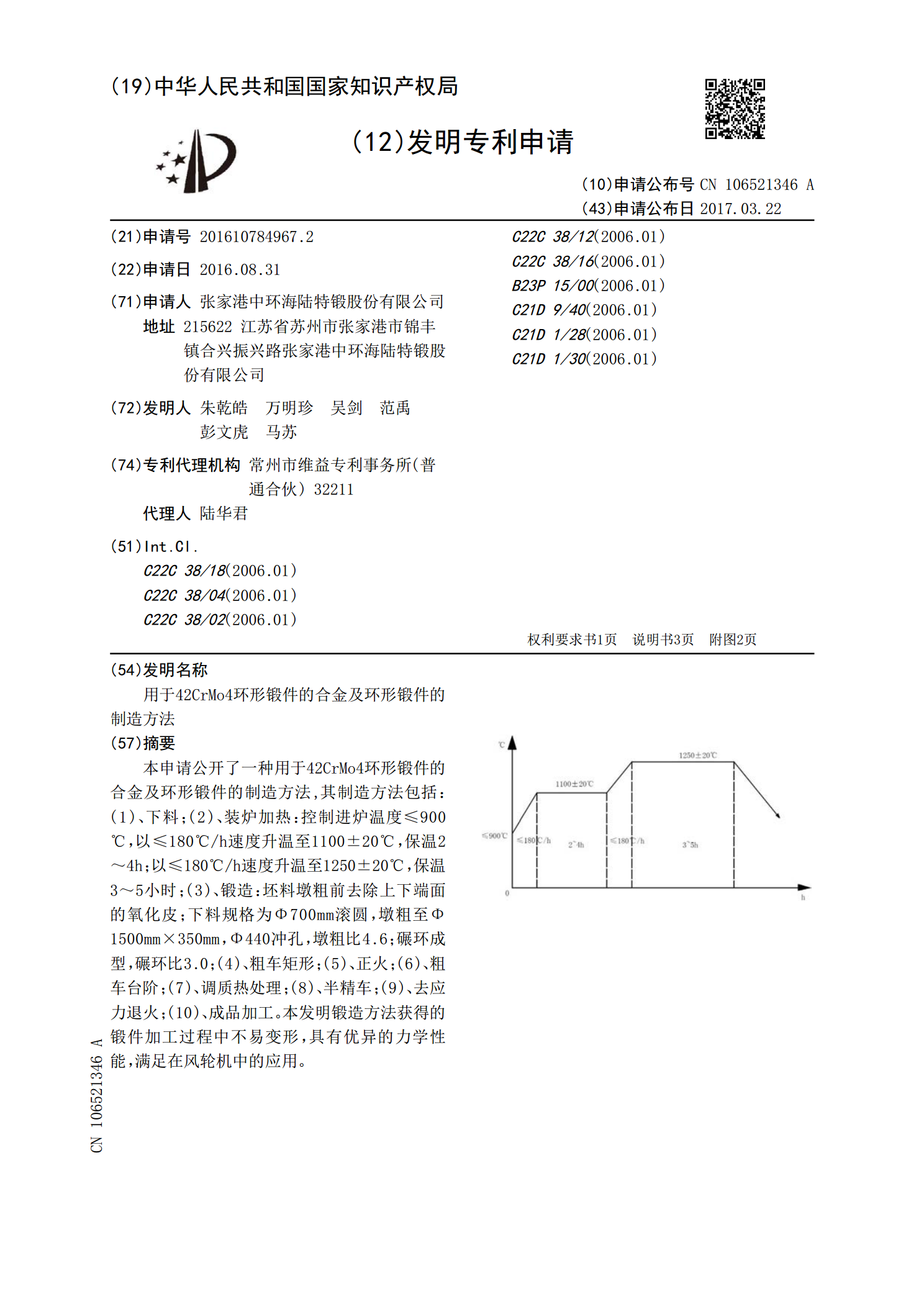
用于42CrMo4环形锻件的合金及环形锻件的制造方法.pdf
本申请公开了一种用于42CrMo4环形锻件的合金及环形锻件的制造方法,其制造方法包括:(1)、下料;(2)、装炉加热:控制进炉温度≤900℃,以≤180℃/h速度升温至1100±20℃,保温2~4h;以≤180℃/h速度升温至1250±20℃,保温3~5小时;(3)、锻造:坯料墩粗前去除上下端面的氧化皮;下料规格为Φ700mm滚圆,墩粗至Φ1500mm×350mm,Φ440冲孔,墩粗比4.6;碾环成型,碾环比3.0;(4)、粗车矩形;(5)、正火;(6)、粗车台阶;(7)、调质热处理;(8)、半精车;(9

用于16Mn合金结构钢锻件的生产制造方法及其锻件.pdf
本发明公开了一种用于16Mn合金结构钢锻件的生产制造方法及其锻件,属于冶金生产工艺技术领域。提供一种通过控制较少的生产工序即可使生产质量更加稳定的用于16Mn合金结构钢锻件的生产制造方法及其钢锻件。所述的生产制造方法包括钢水冶炼,坯料钢锭浇注冷却,坯料钢锭至加热炉加热以及高温钢锭坯锻造压机锻压成材几道工序,其中,高温钢锭坯锻造压机锻压成材至少包括一次墩粗拔长为八角坯,再加热,二次墩粗拔长为比一次墩粗拔长长度更短的方坯和精锻几个工步。锻件的成份至少包括碳0.13%~0.19%、硅0.20%~0.60%、锰1
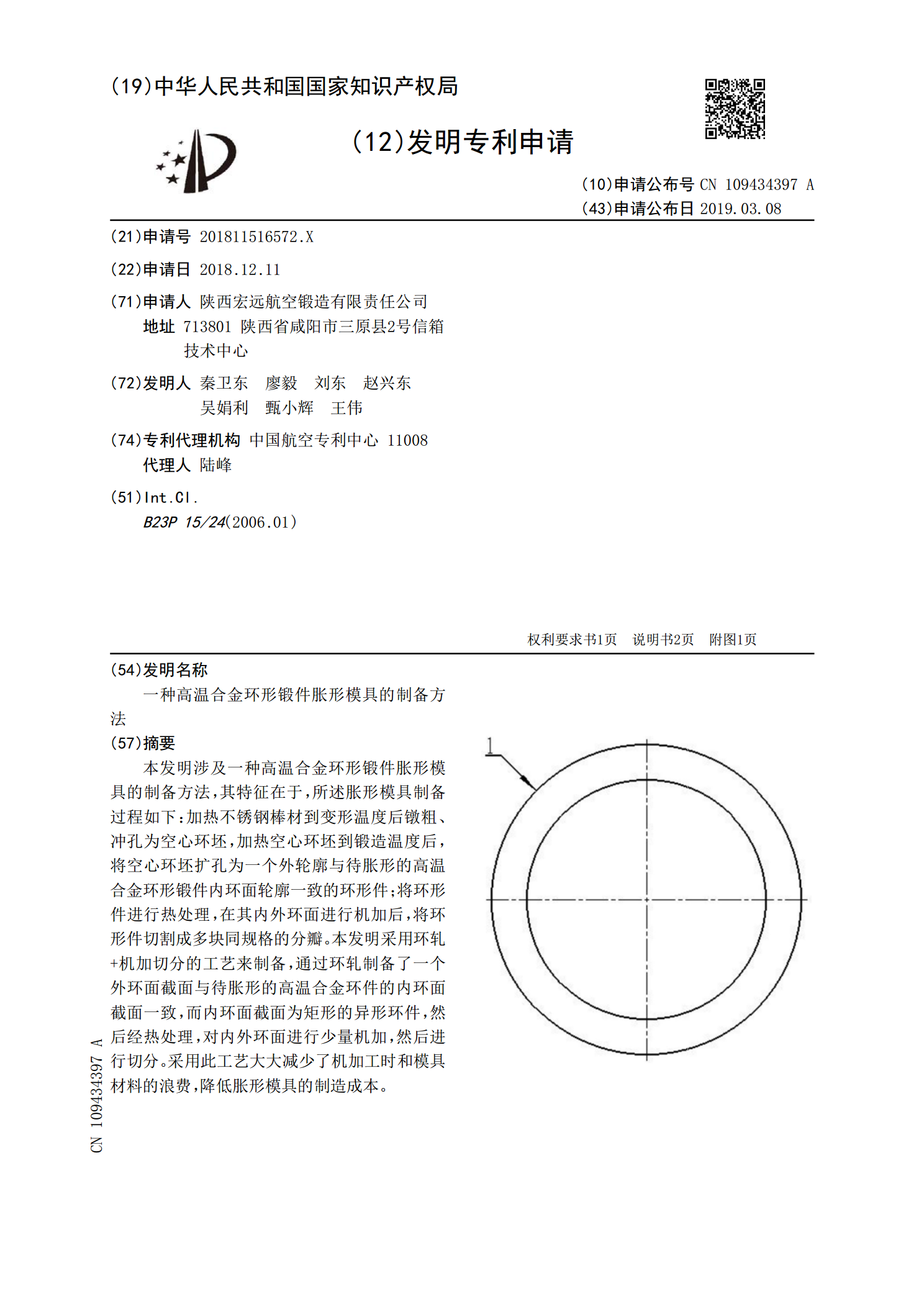
一种高温合金环形锻件胀形模具的制备方法.pdf
本发明涉及一种高温合金环形锻件胀形模具的制备方法,其特征在于,所述胀形模具制备过程如下:加热不锈钢棒材到变形温度后镦粗、冲孔为空心环坯,加热空心环坯到锻造温度后,将空心环坯扩孔为一个外轮廓与待胀形的高温合金环形锻件内环面轮廓一致的环形件;将环形件进行热处理,在其内外环面进行机加后,将环形件切割成多块同规格的分瓣。本发明采用环轧+机加切分的工艺来制备,通过环轧制备了一个外环面截面与待胀形的高温合金环件的内环面截面一致,而内环面截面为矩形的异形环件,然后经热处理,对内外环面进行少量机加,然后进行切分。采用此工
一种GH99合金环形锻件热处理方法.pdf
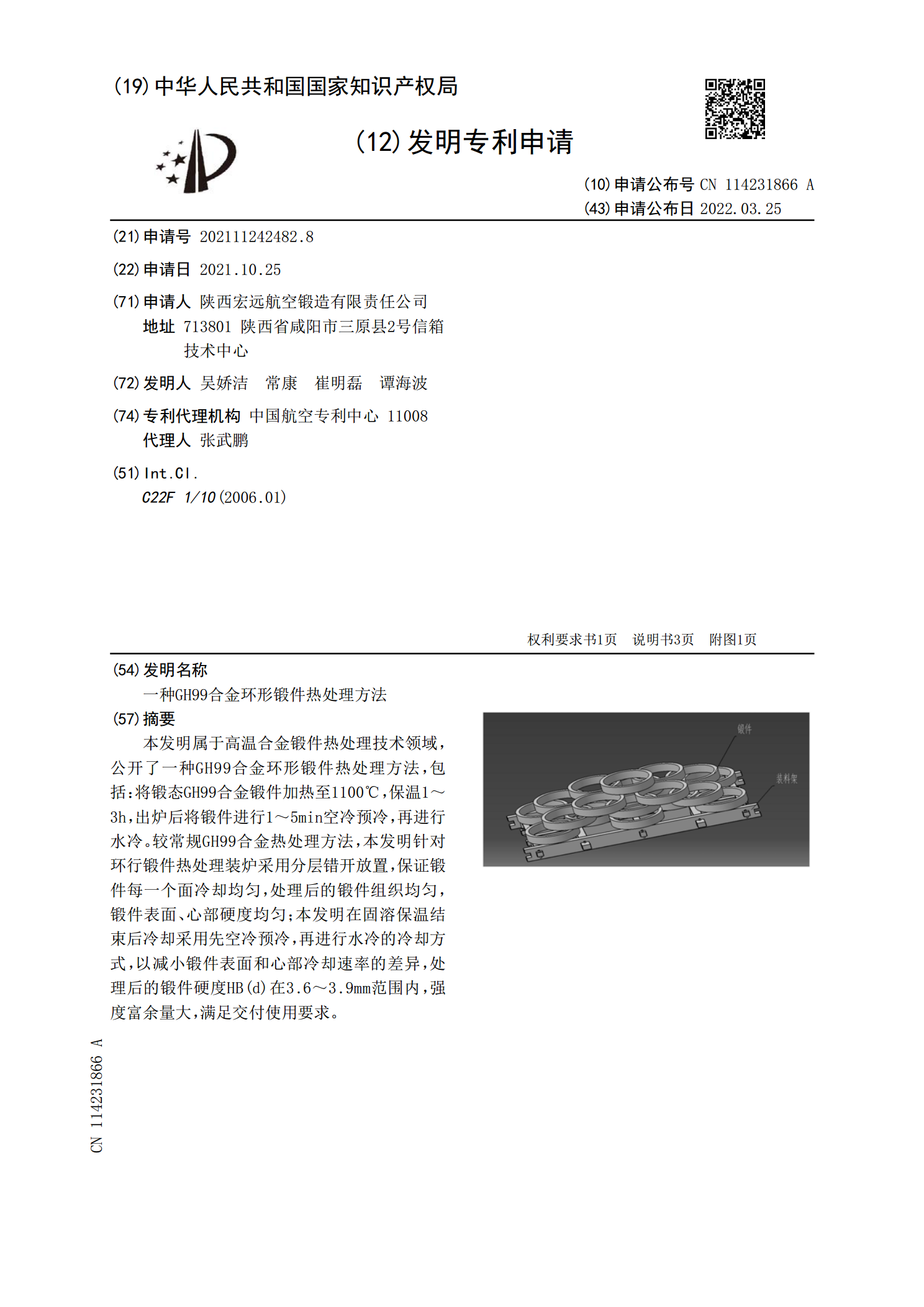
本发明属于高温合金锻件热处理技术领域,公开了一种GH99合金环形锻件热处理方法,包括:将锻态GH99合金锻件加热至1100℃,保温1~3h,出炉后将锻件进行1~5min空冷预冷,再进行水冷。较常规GH99合金热处理方法,本发明针对环行锻件热处理装炉采用分层错开放置,保证锻件每一个面冷却均匀,处理后的锻件组织均匀,锻件表面、心部硬度均匀;本发明在固溶保温结束后冷却采用先空冷预冷,再进行水冷的冷却方式,以减小锻件表面和心部冷却速率的差异,处理后的锻件硬度HB(d)在3.6~3.9mm范围内,强度富余量大,满足