
42CrMo合金结构钢空心轴类锻件热处理方法及其制备的空心轴类锻件.pdf

猫巷****奕声


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
42CrMo合金结构钢空心轴类锻件热处理方法及其制备的空心轴类锻件.pdf
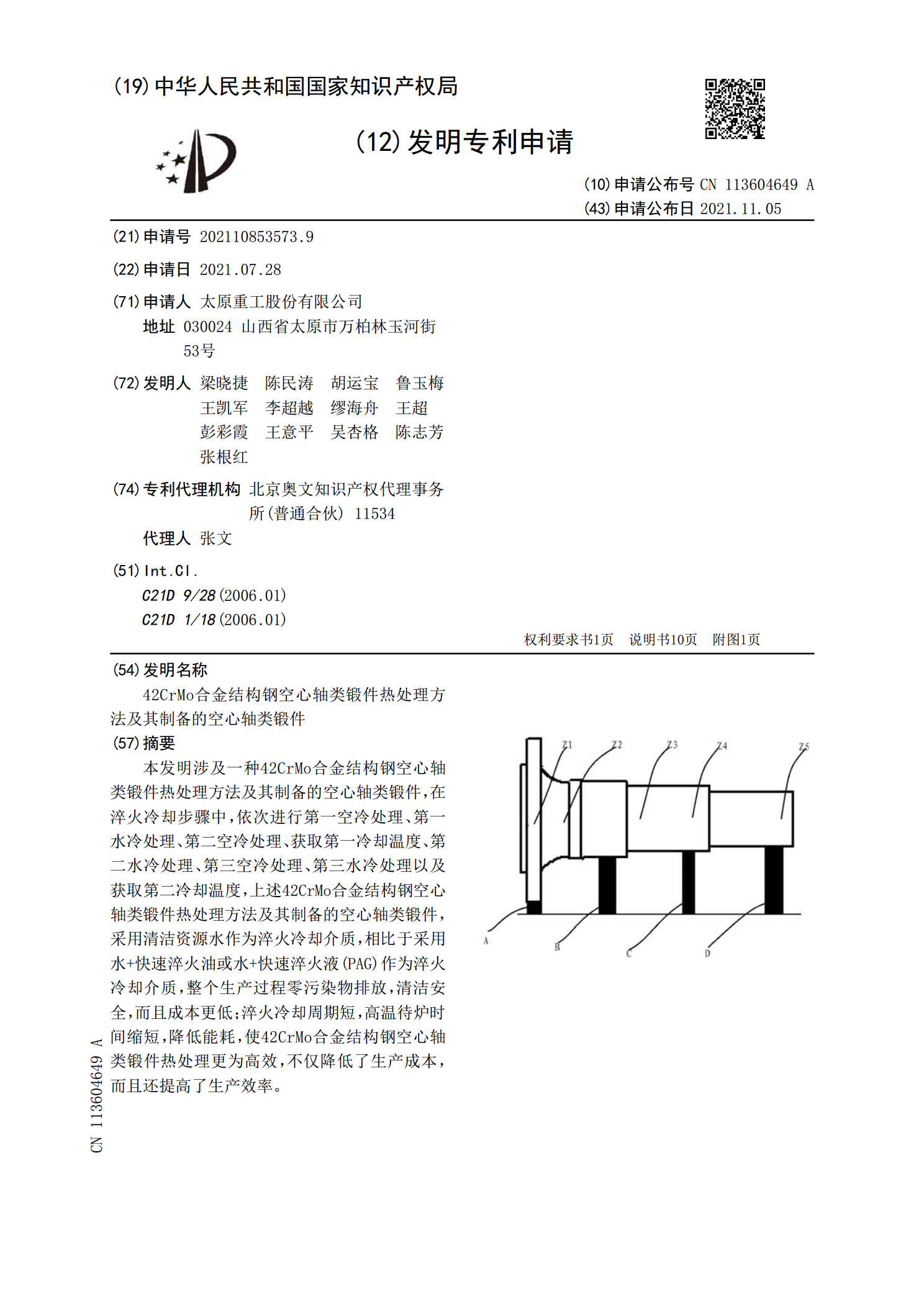
本发明涉及一种42CrMo合金结构钢空心轴类锻件热处理方法及其制备的空心轴类锻件,在淬火冷却步骤中,依次进行第一空冷处理、第一水冷处理、第二空冷处理、获取第一冷却温度、第二水冷处理、第三空冷处理、第三水冷处理以及获取第二冷却温度,上述42CrMo合金结构钢空心轴类锻件热处理方法及其制备的空心轴类锻件,采用清洁资源水作为淬火冷却介质,相比于采用水+快速淬火油或水+快速淬火液(PAG)作为淬火冷却介质,整个生产过程零污染物排放,清洁安全,而且成本更低;淬火冷却周期短,高温待炉时间缩短,降低能耗,使42CrMo

变截面空心轴锻件挤压成型方法.pdf
本发明涉变截面空心轴锻件挤压成型方法及一种超高强度钢空心轴成型领域,具体涉及变截面空心轴锻件挤压成型方法,将坯料锻压机上鐓粗;然后加工中心孔;将坯料放入预热炉内加热到预热温度,然后喷涂防氧化剂;将坯料放入锻造加热炉内加热到始锻温度;为坯料、上锻模和下锻模涂覆表面润滑剂;上锻模和下锻模安装在上、下砧上,将坯料转运到下锻模型腔内,合模;去除表面余量,并进行热处理。本发明一步成形制中心带有通孔的轴件,流线完整且分布合理,结构强度高,应变分布均匀,残余应力低,不仅提高了锻件质量、材料利用率、锻件尺寸精度,而且降低

一种套类锻件用空收成型方法.pdf
一种套类锻件用空收成型方法,包括钢锭下料、镦粗、冲孔、加热、扩孔、加热、第一次预拔长、加热、第二次预拔长、空收出成品,在扩孔完成后需要将芯轴穿入毛坯孔内进行第一次预拔长;取出芯轴并将第一次预拔长后的锻件返炉进行加热,加热完毕后重新将芯轴穿入毛坯孔内进行第二次预拔长,第二次预拔长后锻件内径等于所用芯轴的外径,本发明中的加工方法拓宽了芯轴使用范围,解决了工装辅具不足问题,降低了制造成本,同时能够提前计算目标长度及取料长度这样就避免了坯料的浪费,从而进一步节省成本。

用于16Mn合金结构钢锻件的生产制造方法及其锻件.pdf
本发明公开了一种用于16Mn合金结构钢锻件的生产制造方法及其锻件,属于冶金生产工艺技术领域。提供一种通过控制较少的生产工序即可使生产质量更加稳定的用于16Mn合金结构钢锻件的生产制造方法及其钢锻件。所述的生产制造方法包括钢水冶炼,坯料钢锭浇注冷却,坯料钢锭至加热炉加热以及高温钢锭坯锻造压机锻压成材几道工序,其中,高温钢锭坯锻造压机锻压成材至少包括一次墩粗拔长为八角坯,再加热,二次墩粗拔长为比一次墩粗拔长长度更短的方坯和精锻几个工步。锻件的成份至少包括碳0.13%~0.19%、硅0.20%~0.60%、锰1

一种偏心轴锻件的锻造余热利用装置及其使用方法.pdf
本发明涉及锻件热处理技术领域,尤其是涉及一种偏心轴锻件的锻造余热利用装置,包括用于存放锻件的保温箱,所述保温箱内设有螺旋滑杆和螺旋卡槽,保温箱内固定设有环片,螺旋卡槽设于环片上,螺旋滑杆与螺旋卡槽的螺距、圈数、起始角度均相同;锻件置于螺旋滑杆上,并插于螺旋卡槽中,锻件包括待回火锻件和温度高于850‑900℃的高温锻件。本发明能够将高温锻件从1150‑1200℃下降至850‑900℃散失的热量高效地传递给待回火锻件,使待回火锻件升温至420‑480℃从而完成回火,无需电炉或燃气炉回火,在锻件加工量大的情况下