
承压设备厚壁封头结构的制造方法.pdf

是秋****写意

1/8

2/8

3/8

4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
承压设备厚壁封头结构的制造方法.pdf
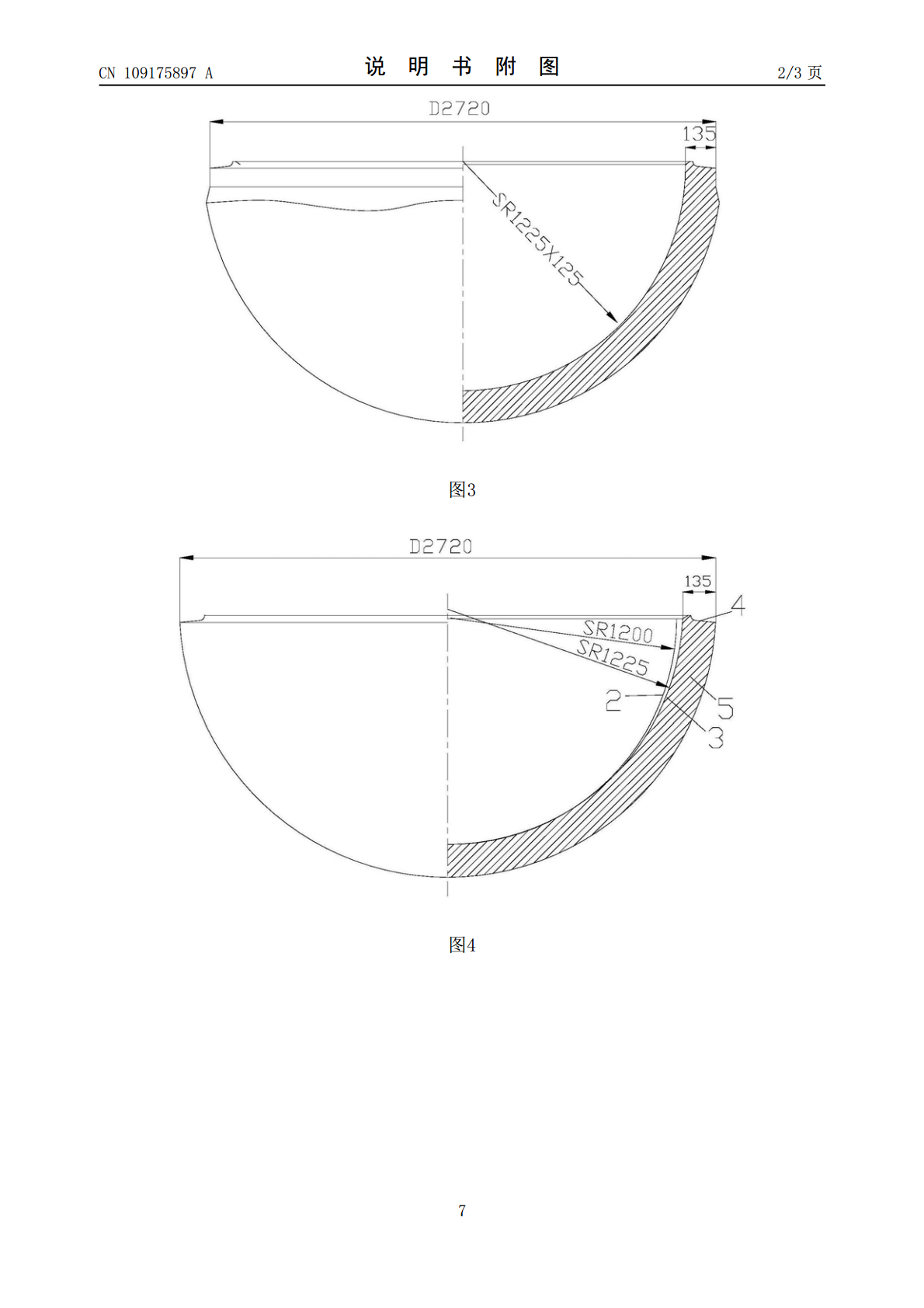
本发明提供了一种承压设备厚壁封头结构的制造方法。消除了加工外表面以及坡度或过渡产生的外表面不连续的问题。主要工艺流程:钢板复验合格→毛坯下料→加热→热压封头→热处理→齐边→样板检查内球面形位尺寸→车加工环缝坡口4及内表面1、对坡口外表面轻微车加工修整→测厚。封头外表面光滑连续;内表面经过加工椭圆度减小,内坡口尺寸均匀;封头内外表面质量好。
承压设备准半球形封头冲头模具及制造方法.pdf
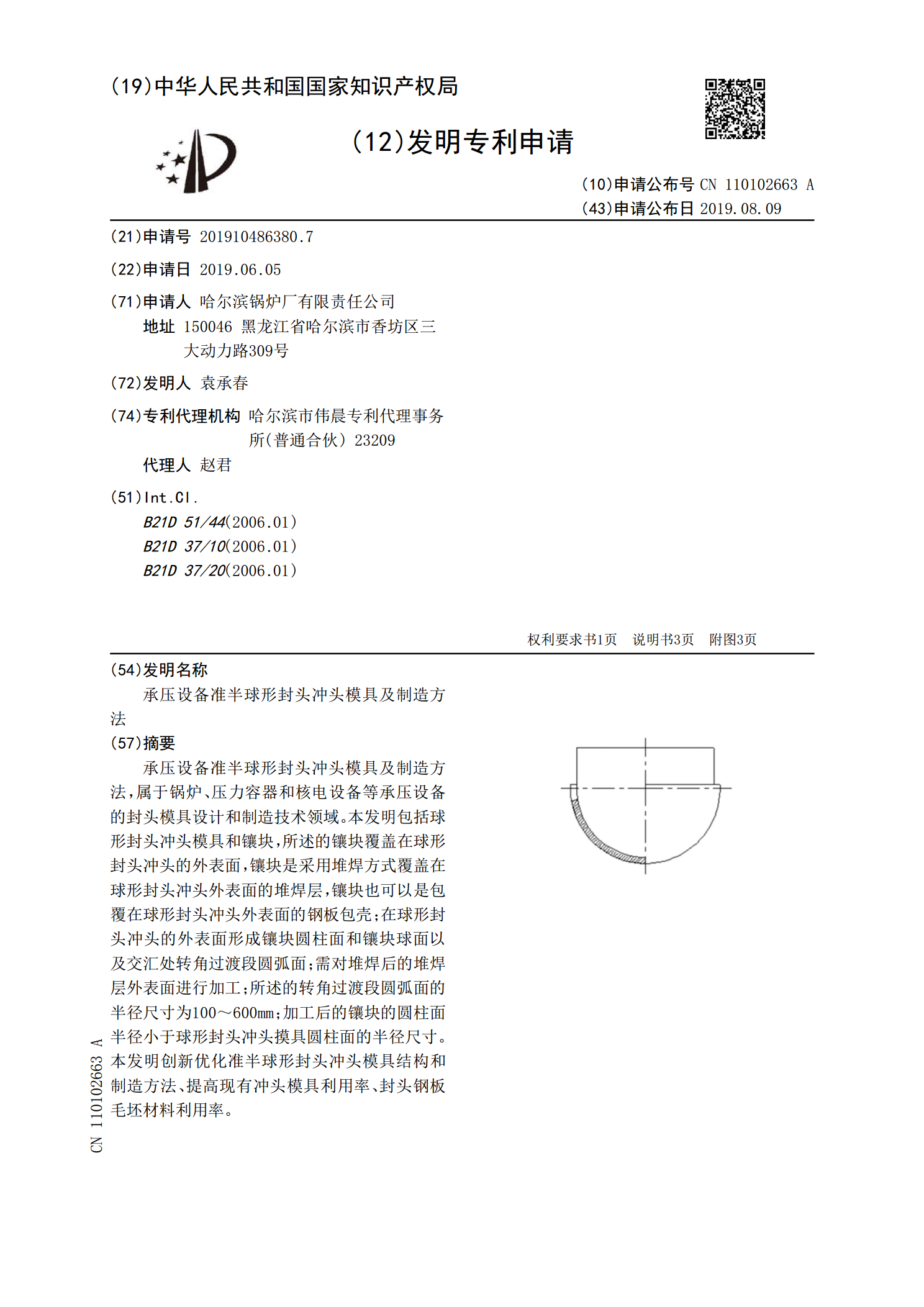
承压设备准半球形封头冲头模具及制造方法,属于锅炉、压力容器和核电设备等承压设备的封头模具设计和制造技术领域。本发明包括球形封头冲头模具和镶块,所述的镶块覆盖在球形封头冲头的外表面,镶块是采用堆焊方式覆盖在球形封头冲头外表面的堆焊层,镶块也可以是包覆在球形封头冲头外表面的钢板包壳;在球形封头冲头的外表面形成镶块圆柱面和镶块球面以及交汇处转角过渡段圆弧面;需对堆焊后的堆焊层外表面进行加工;所述的转角过渡段圆弧面的半径尺寸为100~600mm;加工后的镶块的圆柱面半径小于球形封头冲头摸具圆柱面的半径尺寸。本发明
一种承压设备锥形封头及其制造方法.pdf
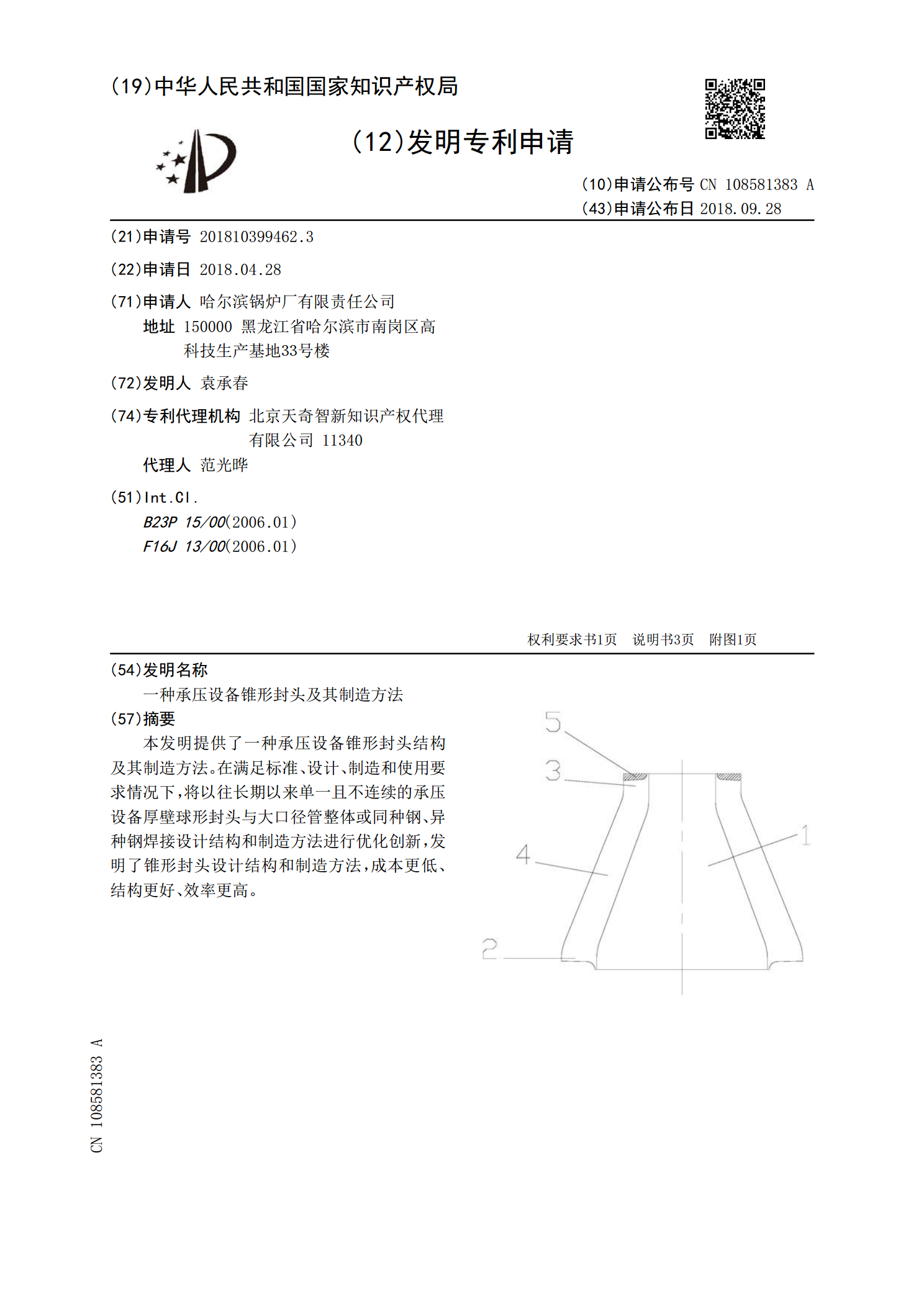
本发明提供了一种承压设备锥形封头结构及其制造方法。在满足标准、设计、制造和使用要求情况下,将以往长期以来单一且不连续的承压设备厚壁球形封头与大口径管整体或同种钢、异种钢焊接设计结构和制造方法进行优化创新,发明了锥形封头设计结构和制造方法,成本更低、结构更好、效率更高。

冲压厚壁封头的新方法.docx
冲压厚壁封头的新方法冲压厚壁封头的新方法摘要:冲压是一种常用的金属成形方法,在工业领域中广泛应用。冲压厚壁封头是一种重要的构件,常见于压力容器、锅炉等设备中。然而,传统的冲压方法在制造厚壁封头时存在一些制约因素,比如材料的强度限制、加工难度大等。本论文针对这些问题,提出了一种新的冲压厚壁封头的方法,通过控制冲压工艺参数、优化材料选择等手段,实现了对厚壁封头的高效制造。关键词:冲压;厚壁封头;工艺参数;材料选择;制造效率1.引言冲压是一种以冲裁和冲击方式对金属板材进行扁平化加工的方法。传统的冲压方法在制造厚

一种大型厚壁筒形坯料热旋压成形封头的方法.pdf
本发明公开了一种大型厚壁筒形坯料热旋压成形封头的方法,适用于壁厚大于80mm,直径大于4000mm的大型封头锻件整体制造。主要工艺步骤如下:1)将筒形坯料变形段加热至奥氏体转变温度以上;2)将坯料装卡、固定至旋压机上;3)坯料随旋压机主轴自转,内、外辊轮配合进行多道次热旋压,通过调整内外辊轮辊缝间隙和运动轨迹控制封头锻件的壁厚尺寸和形状。本发明避免了用压机锻造饼形坯料的工序,以及将饼形坯料在模具中冲压成形的传统工序,不需要制备专用冲压模具,适用于大型封头锻件整体制造。