
一种承压设备锥形封头及其制造方法.pdf

觅松****哥哥


1/6
2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种承压设备锥形封头及其制造方法.pdf
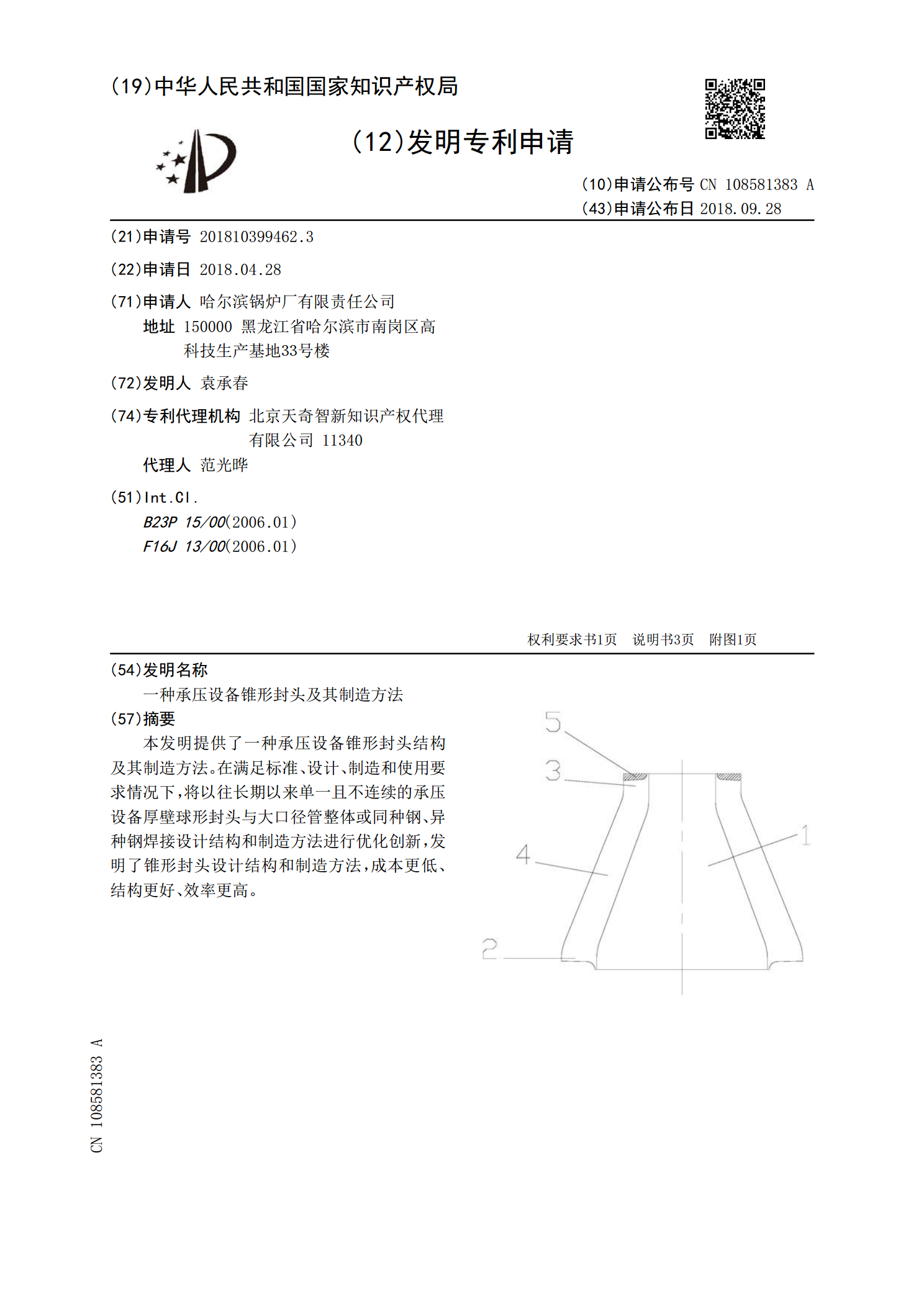
本发明提供了一种承压设备锥形封头结构及其制造方法。在满足标准、设计、制造和使用要求情况下,将以往长期以来单一且不连续的承压设备厚壁球形封头与大口径管整体或同种钢、异种钢焊接设计结构和制造方法进行优化创新,发明了锥形封头设计结构和制造方法,成本更低、结构更好、效率更高。
承压设备厚壁封头结构的制造方法.pdf
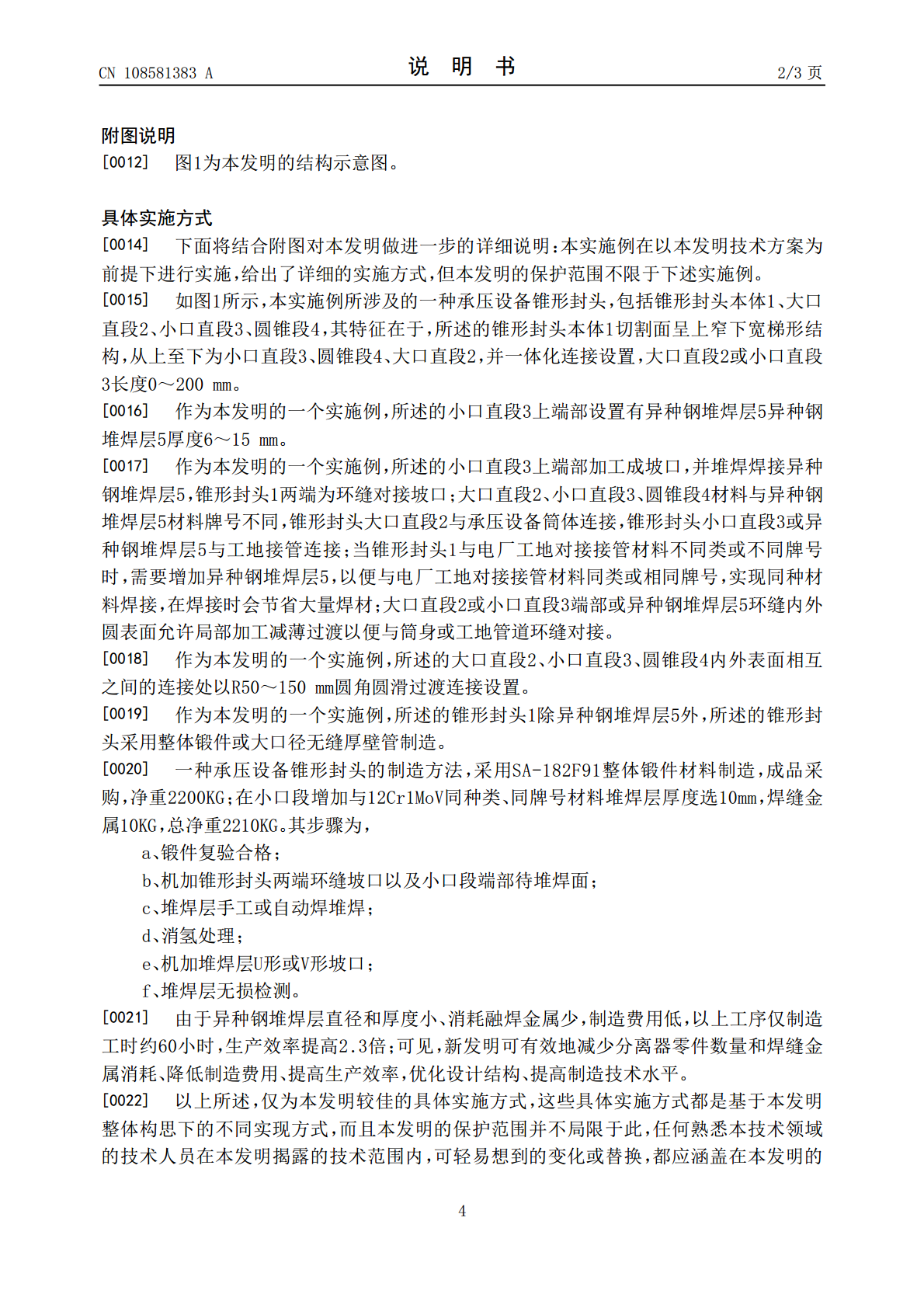
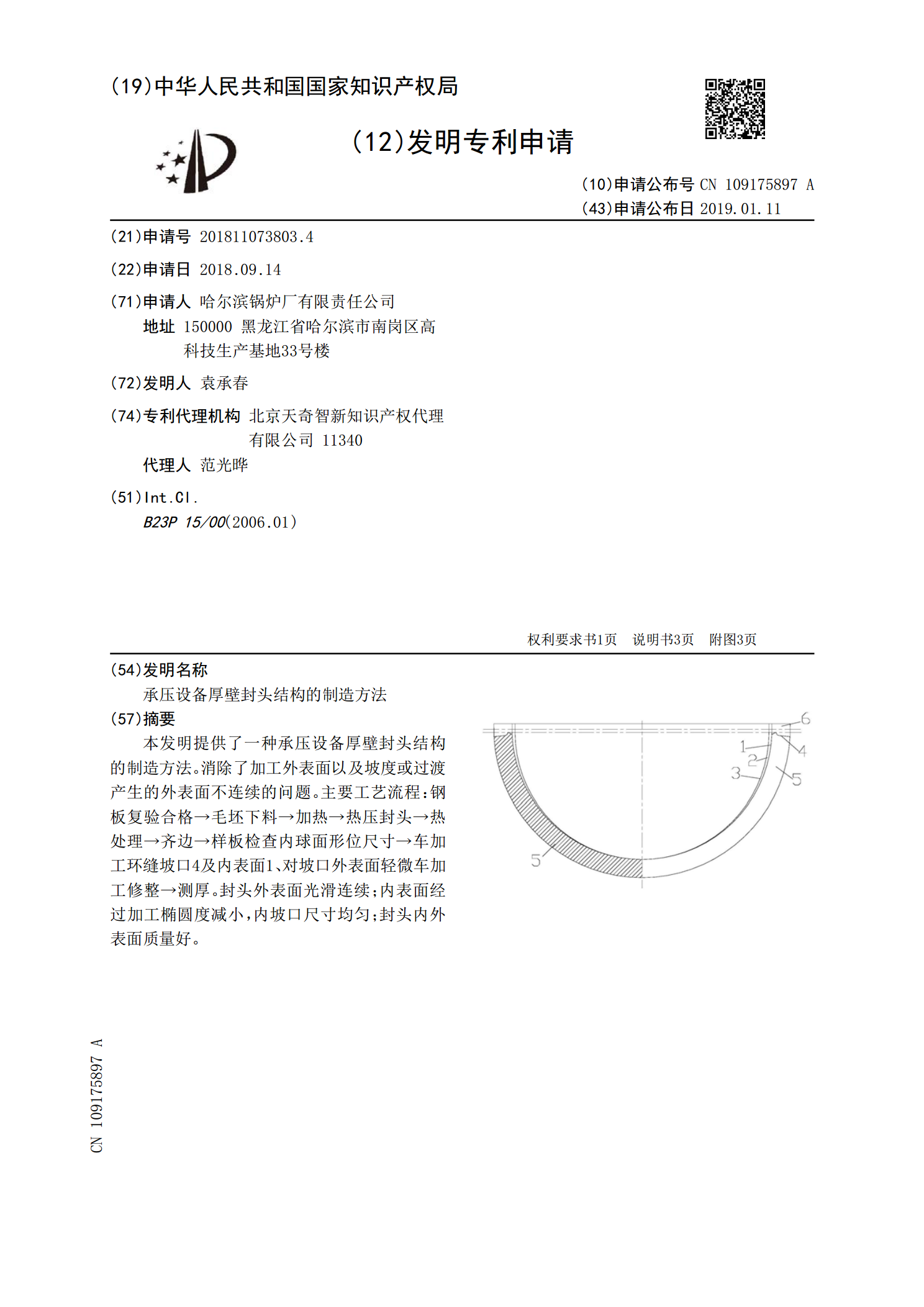
本发明提供了一种承压设备厚壁封头结构的制造方法。消除了加工外表面以及坡度或过渡产生的外表面不连续的问题。主要工艺流程:钢板复验合格→毛坯下料→加热→热压封头→热处理→齐边→样板检查内球面形位尺寸→车加工环缝坡口4及内表面1、对坡口外表面轻微车加工修整→测厚。封头外表面光滑连续;内表面经过加工椭圆度减小,内坡口尺寸均匀;封头内外表面质量好。
承压设备准半球形封头冲头模具及制造方法.pdf
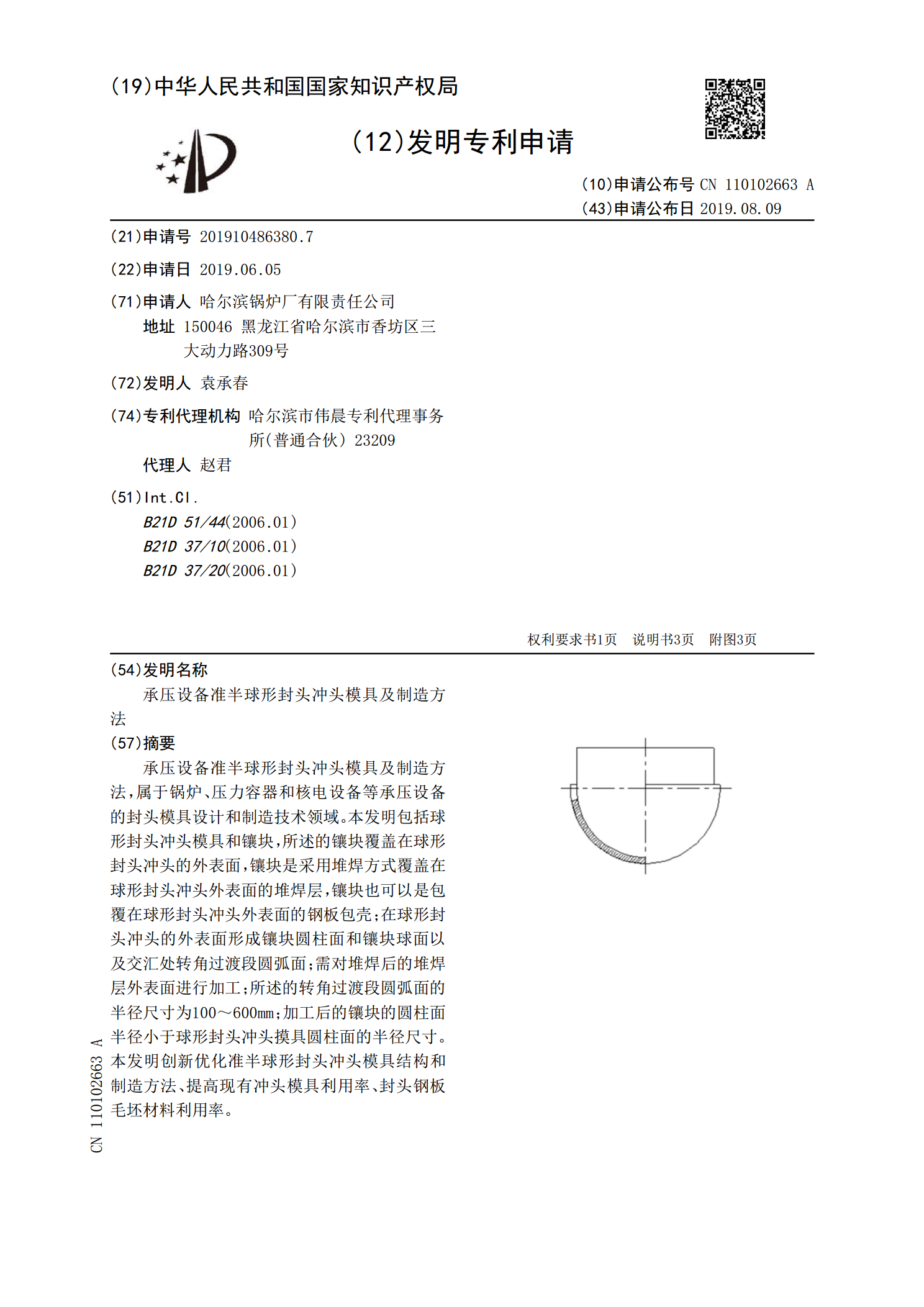
承压设备准半球形封头冲头模具及制造方法,属于锅炉、压力容器和核电设备等承压设备的封头模具设计和制造技术领域。本发明包括球形封头冲头模具和镶块,所述的镶块覆盖在球形封头冲头的外表面,镶块是采用堆焊方式覆盖在球形封头冲头外表面的堆焊层,镶块也可以是包覆在球形封头冲头外表面的钢板包壳;在球形封头冲头的外表面形成镶块圆柱面和镶块球面以及交汇处转角过渡段圆弧面;需对堆焊后的堆焊层外表面进行加工;所述的转角过渡段圆弧面的半径尺寸为100~600mm;加工后的镶块的圆柱面半径小于球形封头冲头摸具圆柱面的半径尺寸。本发明
承压设备锥形管环缝坡口制造方法.pdf
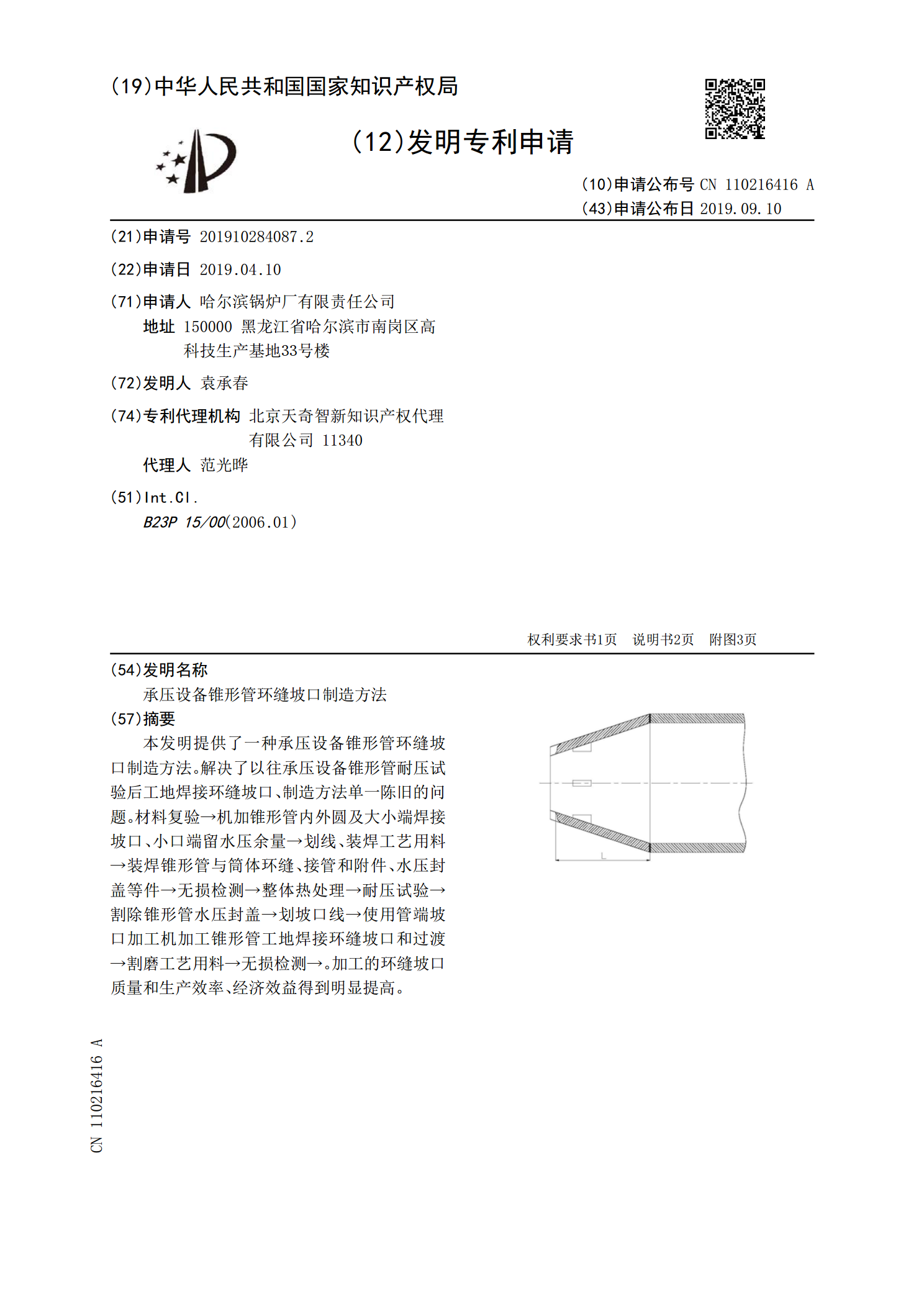
本发明提供了一种承压设备锥形管环缝坡口制造方法。解决了以往承压设备锥形管耐压试验后工地焊接环缝坡口、制造方法单一陈旧的问题。材料复验→机加锥形管内外圆及大小端焊接坡口、小口端留水压余量→划线、装焊工艺用料→装焊锥形管与筒体环缝、接管和附件、水压封盖等件→无损检测→整体热处理→耐压试验→割除锥形管水压封盖→划坡口线→使用管端坡口加工机加工锥形管工地焊接环缝坡口和过渡→割磨工艺用料→无损检测→。加工的环缝坡口质量和生产效率、经济效益得到明显提高。

一种化工储罐的锥形封头的制造设备.pdf
本发明公开了一种化工储罐的锥形封头的制造设备,属于化工储罐设备领域,包括电机和联动轴,所述电机上设置有工作指示灯,所述电机底部设置有减震底座,所述电机通过联轴器与变速箱相连接,所述变速箱通过传动轴与传动齿轮箱相连接,所述联动轴设置在两个所述传动齿轮箱之间,所述联动轴顶部设置有限位装置,所述联动轴底部设置有变形底座,所述变形底座下方设置有支撑装置,所述联动轴由中轴和咬合齿组成。本发明通过挤压与滑动对扇形板进行挤压定型,操作简单、使用方便、技术难度低,同时本发明结构简单,维护方便,成本低廉,通过将锥形半圆焊接