
一种超超深冲级IF钢的生产方法.pdf

书生****12

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超超深冲级IF钢的生产方法.pdf
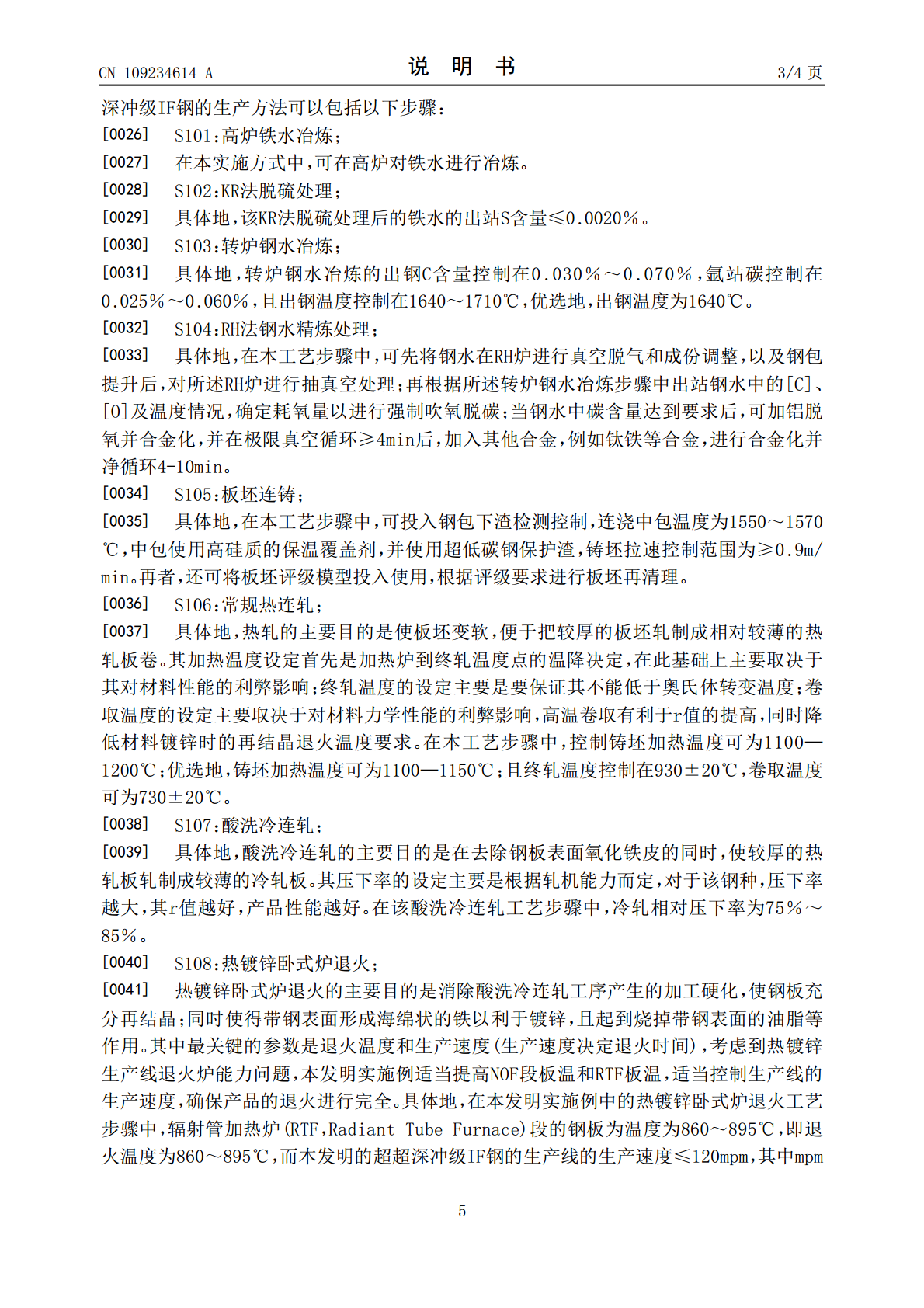
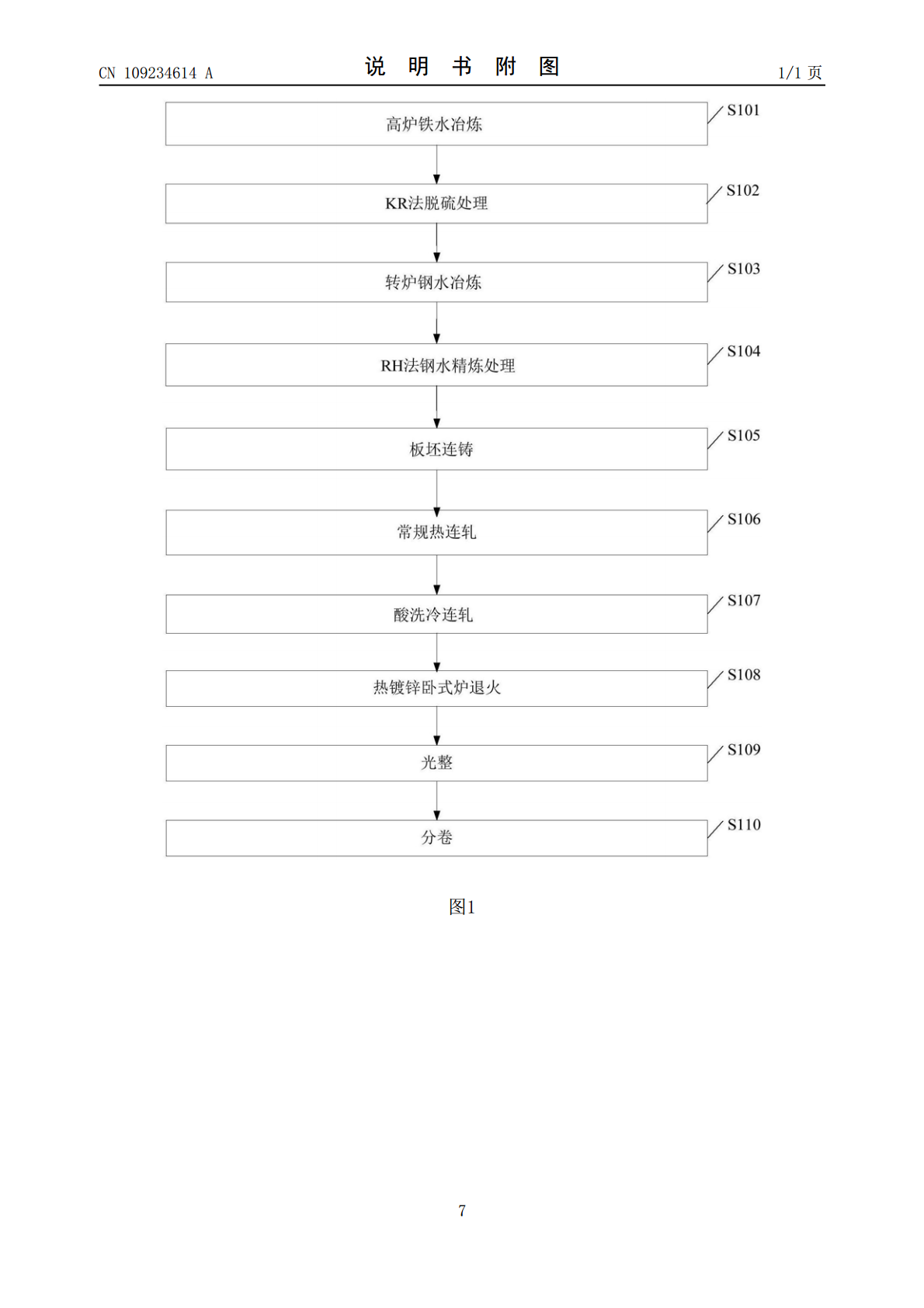
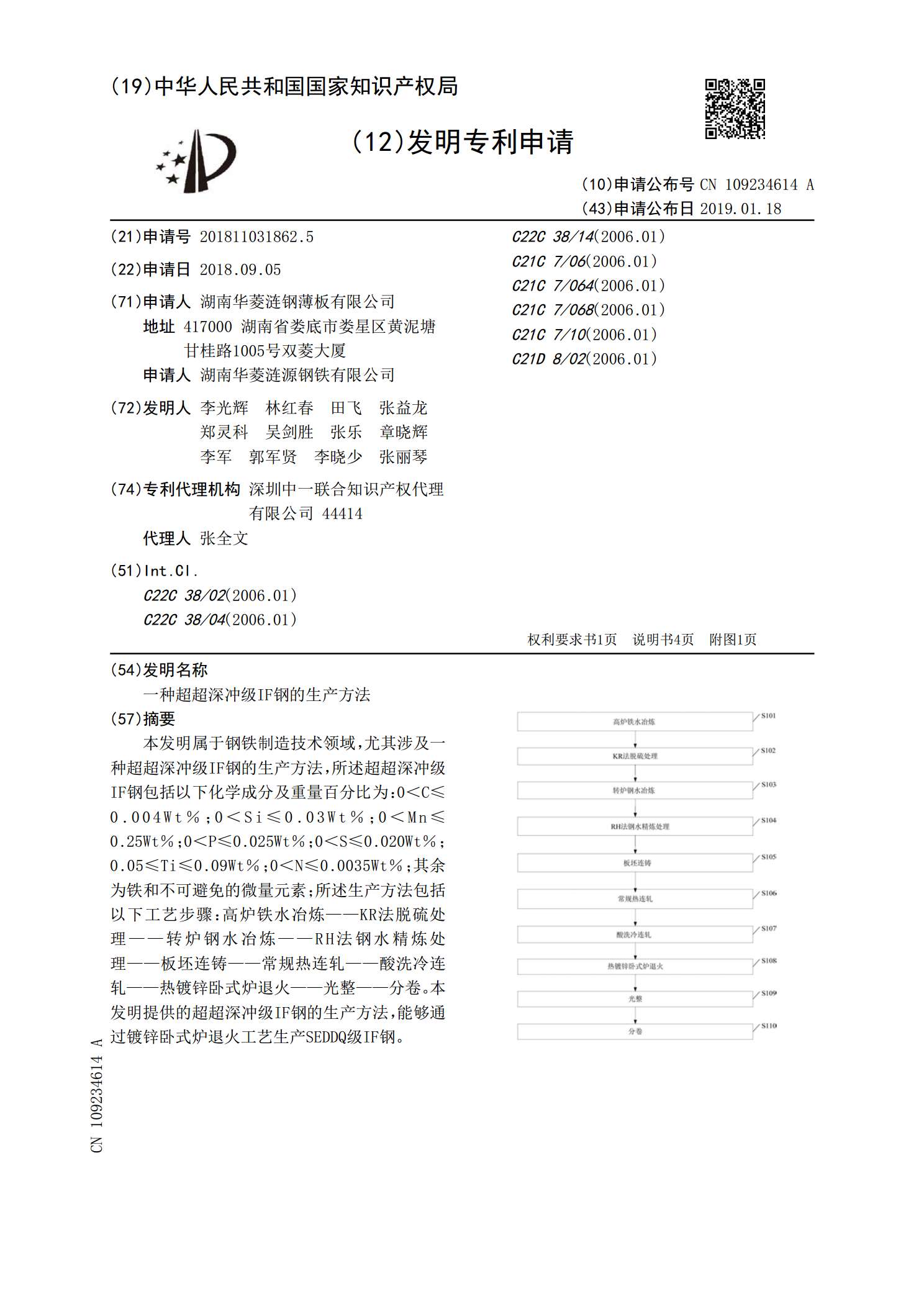
本发明属于钢铁制造技术领域,尤其涉及一种超超深冲级IF钢的生产方法,所述超超深冲级IF钢包括以下化学成分及重量百分比为:0<C≤0.004Wt%;0<Si≤0.03Wt%;0<Mn≤0.25Wt%;0<P≤0.025Wt%;0<S≤0.020Wt%;0.05≤Ti≤0.09Wt%;0<N≤0.0035Wt%;其余为铁和不可避免的微量元素;所述生产方法包括以下工艺步骤:高炉铁水冶炼——KR法脱硫处理——转炉钢水冶炼——RH法钢水精炼处理——板坯连铸——常规热连轧——酸洗冷连轧——热镀锌卧式炉退火——光整——
一种基于ASP工艺生产超深冲级冷轧钢板的方法.pdf
本发明公开了一种基于ASP中薄板坯连铸连轧工艺生产超深冲级冷轧钢板的方法,属于轧钢技术领域。它采用铁水预处理+转炉+LF+RH获得满足成分要求的钢水后,经过ASP中薄板坯连铸连轧工艺生产热轧基板,热轧基板通过酸洗、冷轧、罩式退火、平整工序得到超深冲级冷轧钢板。与现有技术相比,本发明生产出的超深冲冷轧板性能达到欧洲标准EN10130-2006,同时降低生产成本、节能降耗。该方法拓宽了ASP中薄板坯连铸连轧生产线能够生产的产品品种范围,可以满足日益增长的汽车、家电、建筑、交通运输和轻工等行业对板材的需求,提高

一种超深冲冷轧搪瓷钢高效生产的方法.pdf
本发明公开了一种超深冲冷轧搪瓷钢高效生产的方法,属于搪瓷钢产技术领域。本发明的步骤为:步骤一:转炉根据热平衡控制入炉废钢量≤50吨,辅吹过程通过提高底吹氩气流量,增加熔池搅拌,降低终点氧;步骤二:出钢1/3时加入石灰,出钢结束抬炉后立即向钢包渣面加入炉渣调整剂和炉渣脱氧剂进行调整渣系结构。本发明通过对调整钢包顶渣渣系结构,全工序控制钢水过程氧含量,提高钢水洁净度,连铸采取全程保护浇铸,改善钢水可浇性,提高连浇炉数。“热机清+热装”组产模式,减少生产交货周期,降低生产成本,提高搪瓷钢炼钢生产效率。
一种薄板坯连铸机生产汽车用超深冲钢的方法.pdf
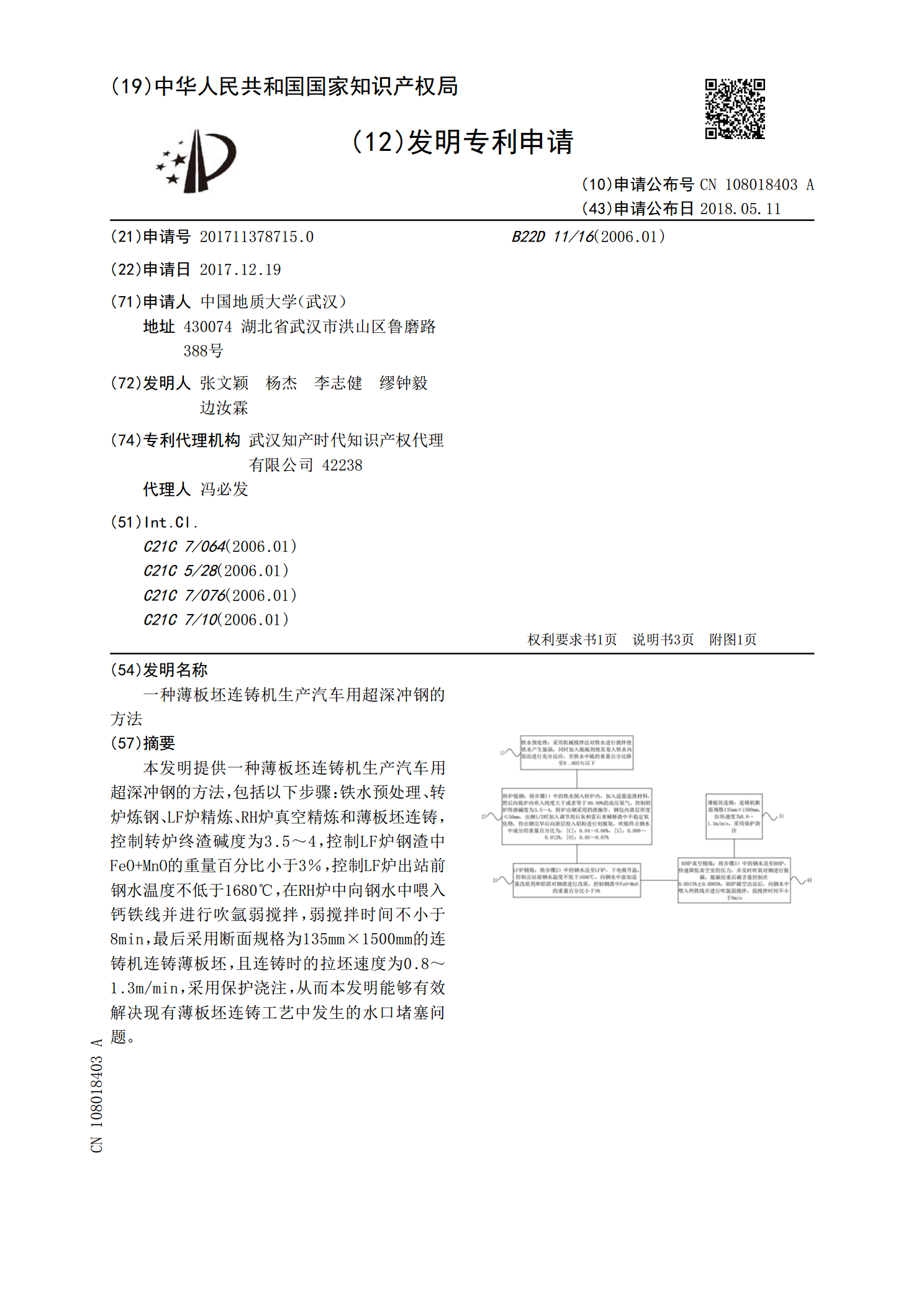
本发明提供一种薄板坯连铸机生产汽车用超深冲钢的方法,包括以下步骤:铁水预处理、转炉炼钢、LF炉精炼、RH炉真空精炼和薄板坯连铸,控制转炉终渣碱度为3.5~4,控制LF炉钢渣中FeO+MnO的重量百分比小于3%,控制LF炉出站前钢水温度不低于1680℃,在RH炉中向钢水中喂入钙铁线并进行吹氩弱搅拌,弱搅拌时间不小于8min,最后采用断面规格为135mm×1500mm的连铸机连铸薄板坯,且连铸时的拉坯速度为0.8~1.3m/min,采用保护浇注,从而本发明能够有效解决现有薄板坯连铸工艺中发生的水口堵塞问题。
一种汽车顶盖用超深冲热镀锌钢的生产方法.pdf
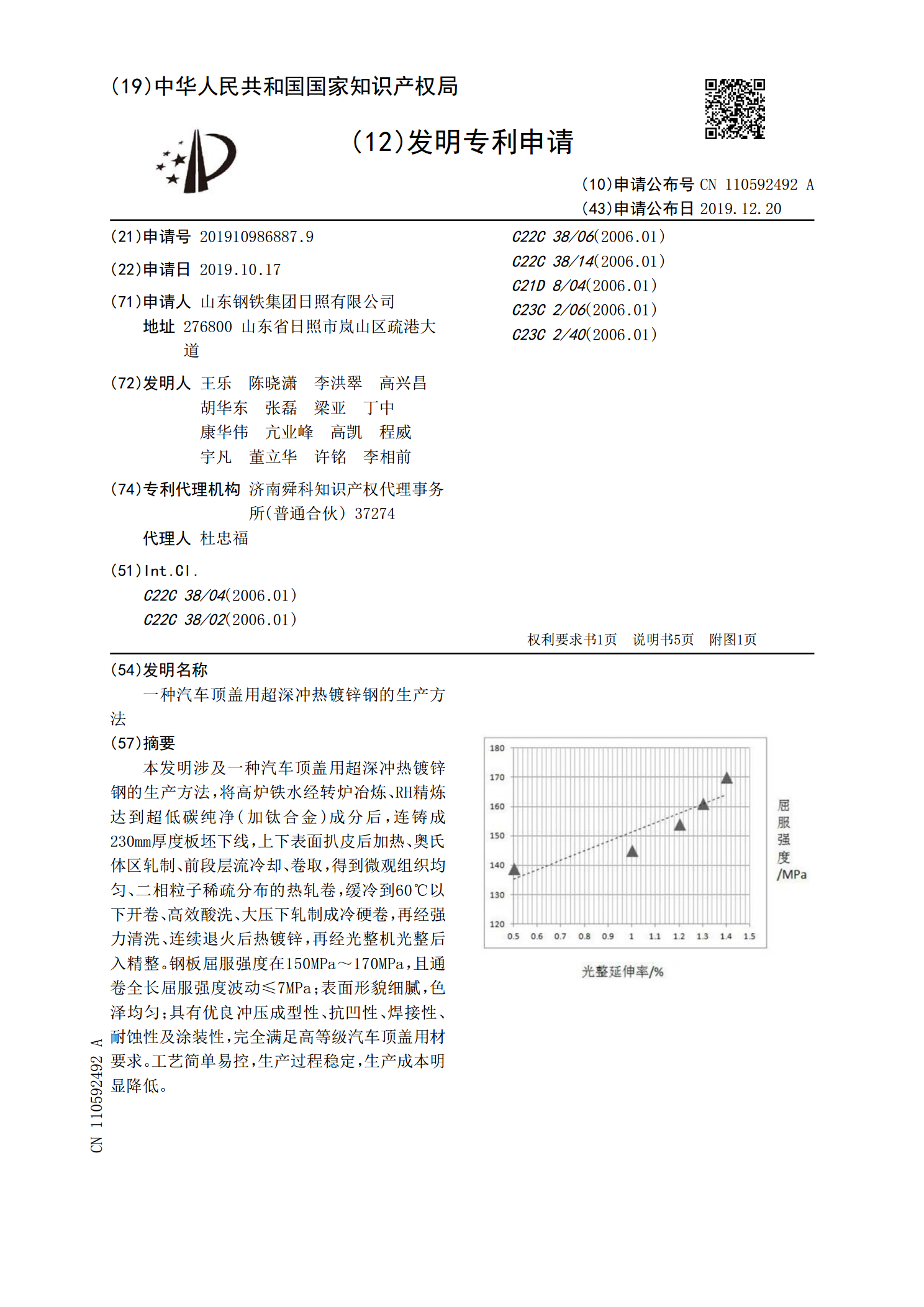
本发明涉及一种汽车顶盖用超深冲热镀锌钢的生产方法,将高炉铁水经转炉冶炼、RH精炼达到超低碳纯净(加钛合金)成分后,连铸成230mm厚度板坯下线,上下表面扒皮后加热、奥氏体区轧制、前段层流冷却、卷取,得到微观组织均匀、二相粒子稀疏分布的热轧卷,缓冷到60℃以下开卷、高效酸洗、大压下轧制成冷硬卷,再经强力清洗、连续退火后热镀锌,再经光整机光整后入精整。钢板屈服强度在150MPa~170MPa,且通卷全长屈服强度波动≤7MPa;表面形貌细腻,色泽均匀;具有优良冲压成型性、抗凹性、焊接性、耐蚀性及涂装性,完全满足