
一种冲压模具的硼铝共渗处理工艺.pdf

一吃****昕靓

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冲压模具的硼铝共渗处理工艺.pdf
本发明涉及一种冲压模具的硼铝共渗处理工艺,它包括机加工、硼铝共渗、淬火、回火、清洗和软氮化步骤:(1)加工得到冲压模具;(2)硼铝共渗:对冲压模具表面进行去污处理,去污处理后在其需要渗硼铝的表面均匀涂敷一层厚度为2~5mm的硼铝膏剂,将冲压模具放入炉内升温至960‑1000℃下保温2‑4小时,最后随炉冷却至室温,取出冲压模具;(3)淬火及回火:将冲压模具进行热处理,真空淬火加三次回火,将其硬度控制在43‑53HRC范围内;(4)清洗:将冲压模具表面进行清洗,用酒精去除模具表面的灰尘、油污,得成品;该工艺提
钛合金表面硼铝共渗剂及其共渗工艺.pdf
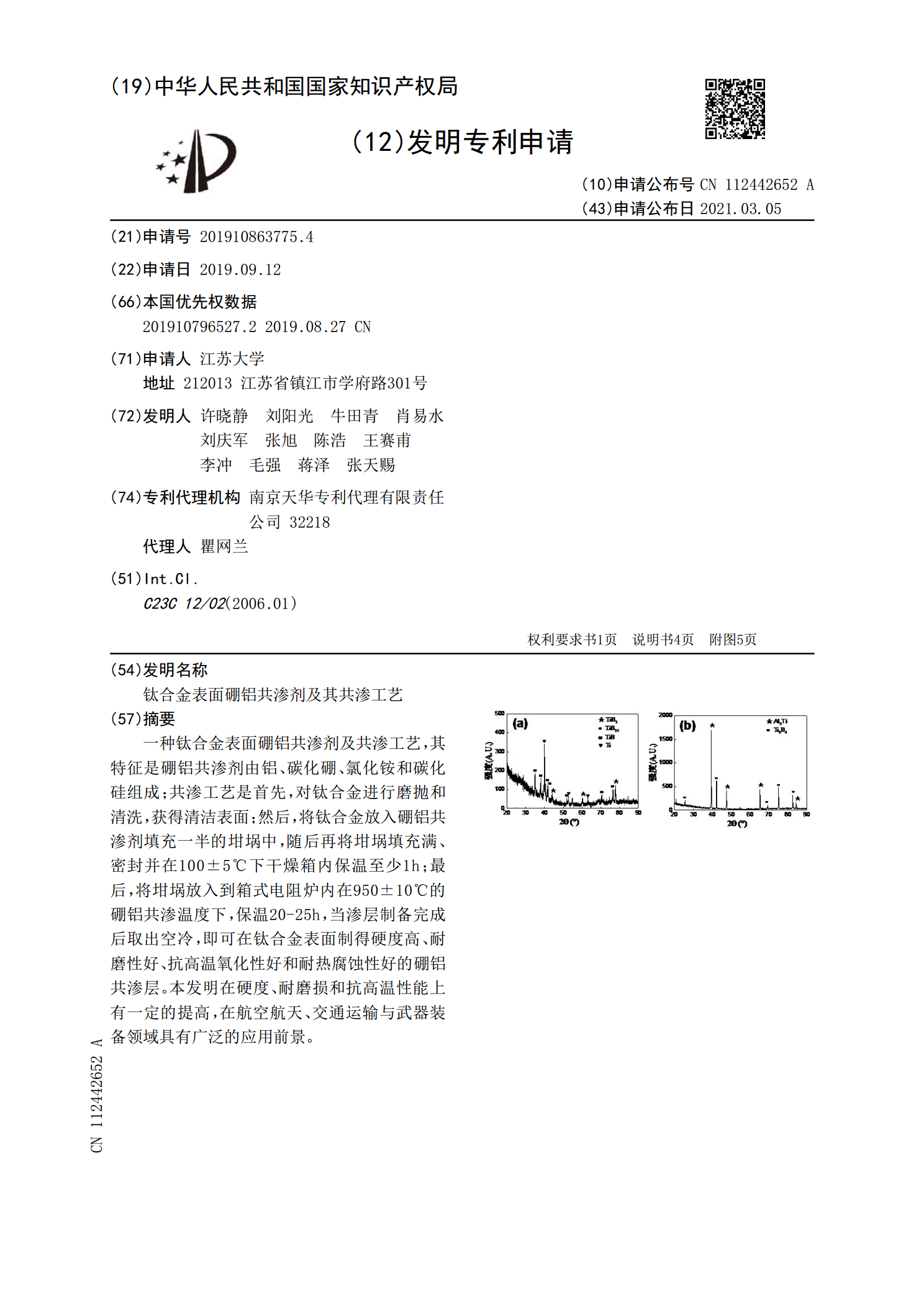
一种钛合金表面硼铝共渗剂及共渗工艺,其特征是硼铝共渗剂由铝、碳化硼、氯化铵和碳化硅组成;共渗工艺是首先,对钛合金进行磨抛和清洗,获得清洁表面;然后,将钛合金放入硼铝共渗剂填充一半的坩埚中,随后再将坩埚填充满、密封并在100±5℃下干燥箱内保温至少1h;最后,将坩埚放入到箱式电阻炉内在950±10℃的硼铝共渗温度下,保温20‑25h,当渗层制备完成后取出空冷,即可在钛合金表面制得硬度高、耐磨性好、抗高温氧化性好和耐热腐蚀性好的硼铝共渗层。本发明在硬度、耐磨损和抗高温性能上有一定的提高,在航空航天、交通运输与
铝青铜滴注式渗硼工艺.pdf
本发明公开了一种铝青铜的滴注式气体渗硼工艺,包括以下步骤:1)渗硼准备,将渗硼剂和甲醇分别放入两个容器内,当气体渗碳炉炉温升至740-760℃时,开始向炉内滴注甲醇及渗硼剂,排气并升高炉内温度;2)当炉内温度升至840-880℃时,将工件装入炉后继续升高炉温,同时继续滴注甲醇和渗硼剂;3)当炉温再次升至840-880℃时开始渗硼,保持该渗硼温度3-8小时,在此过程不断滴注渗硼剂,使工件表层形成所需的渗硼层。本发明的优点是渗硼后提高了工件的硬度、耐磨性和耐蚀性,且渗层可控,工艺简单,操作方便,渗硼后工件无需
一种轧辊用稀土硼共渗工艺.pdf
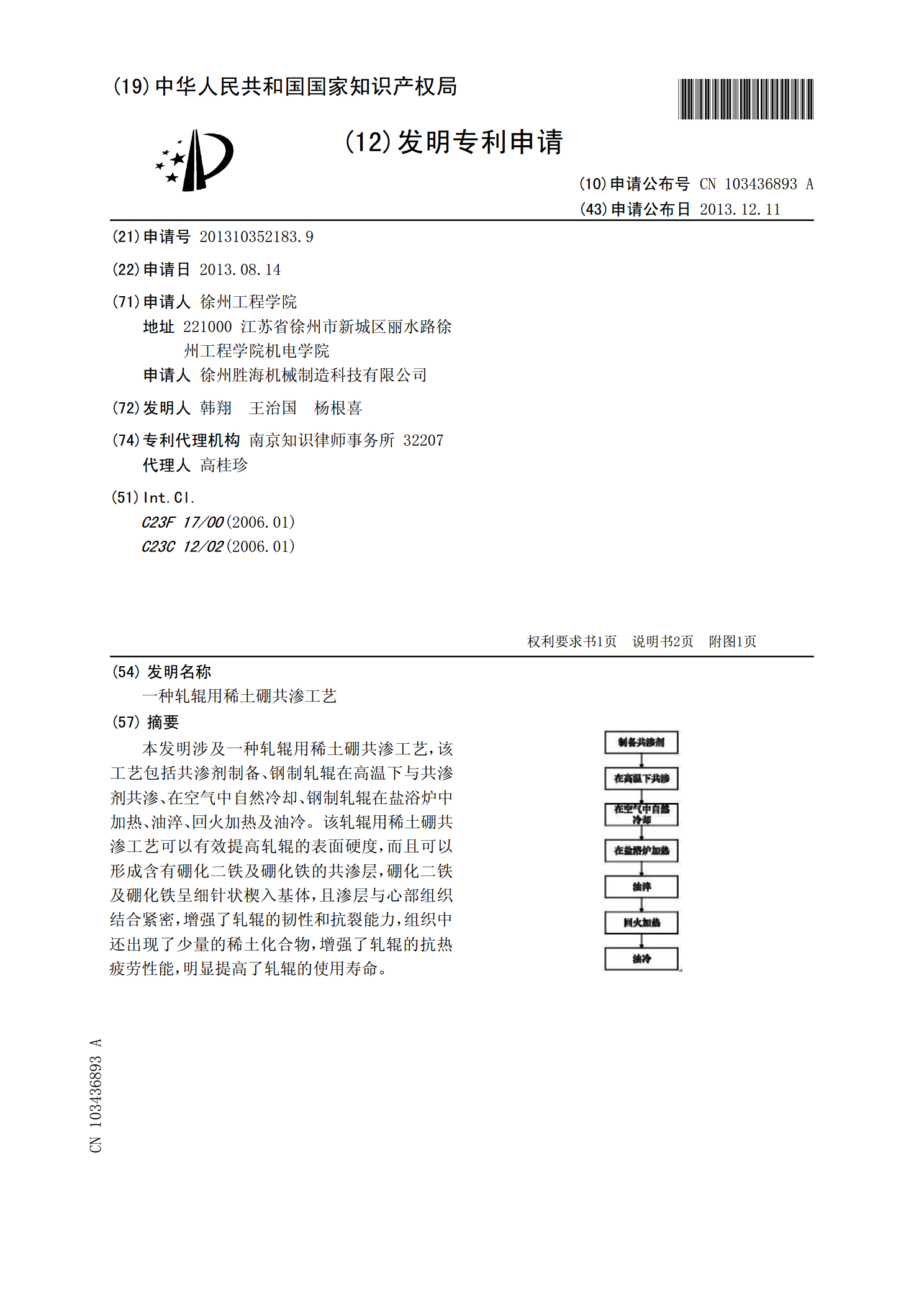
本发明涉及一种轧辊用稀土硼共渗工艺,该工艺包括共渗剂制备、钢制轧辊在高温下与共渗剂共渗、在空气中自然冷却、钢制轧辊在盐浴炉中加热、油淬、回火加热及油冷。该轧辊用稀土硼共渗工艺可以有效提高轧辊的表面硬度,而且可以形成含有硼化二铁及硼化铁的共渗层,硼化二铁及硼化铁呈细针状楔入基体,且渗层与心部组织结合紧密,增强了轧辊的韧性和抗裂能力,组织中还出现了少量的稀土化合物,增强了轧辊的抗热疲劳性能,明显提高了轧辊的使用寿命。??

一种提高模具表面寿命的高温盐浴共晶化渗硼处理方法.pdf
一种提高模具表面寿命的高温盐浴共晶化渗硼处理方法,先将模具基材表面去油去锈,打磨清洗后,烘干待用;再将B4C于水玻璃中混合均匀,涂敷在模具基材表面,形成B4C渗剂层,将涂好模具基材烘干待用;然后将Al2O3混合于水玻璃中,涂覆于模具基材的B4C渗剂层上,形成Al2O3保护层,烘干;再将盐浴容器升温到达共晶化温度(1150℃~1250℃),保温10min~30min后出炉空冷或水淬处理,获得厚度为800μm左右的渗硼层组织,提高模具材料的耐磨性能。该技术方法具有模具材料表面加热均匀性好(盐浴加热),渗硼时间