
一种小半径钢化玻璃生产工艺.pdf

是你****岺呀

1/6
2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种小半径钢化玻璃生产工艺.pdf
本发明公开了一种小半径钢化玻璃生产工艺,包括玻璃装载、玻璃加热、玻璃热弯成型和玻璃卸载,所述玻璃加热是通过加热炉内设置于加热辊道组上、下方的上、下加热丝对玻璃同时进行加热,所述玻璃上方加热温度高于所述玻璃下方加热温度;所述玻璃热弯成型是将加热后的所述玻璃移出加热炉并运送至成型辊道,调整上、下风栅以及成型辊道的弧度,打开上、下风栅并分别调整上、下风栅的风压,使充分软化后的玻璃在自身重力作用下随成型辊道逐渐成型,同时在上、下风栅的强制通风下降温钢化,本发明通过对温度、风压以及上风栅的位置控制,进而可以完成对小
一种钢化玻璃的生产工艺.pdf
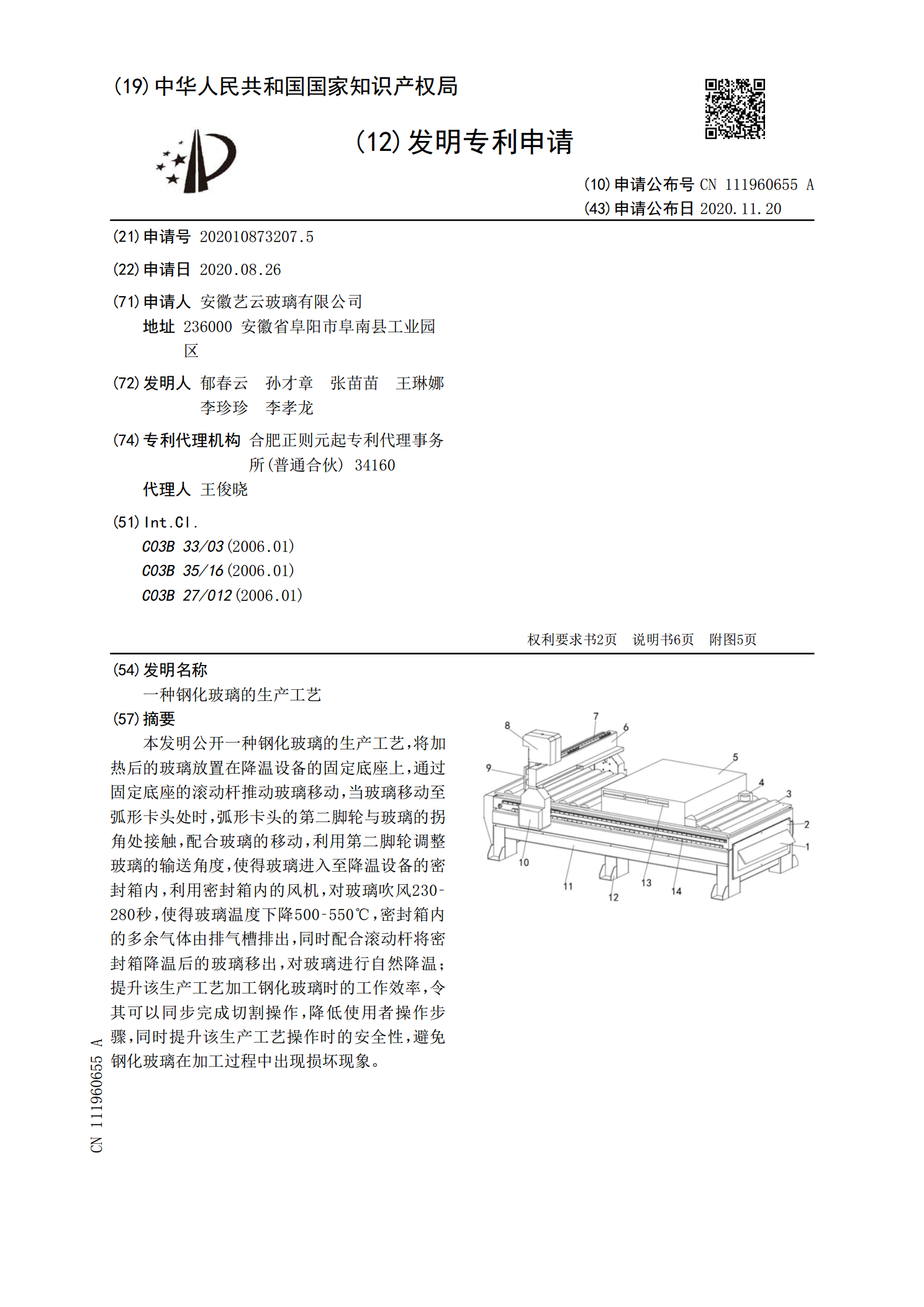
本发明公开一种钢化玻璃的生产工艺,将加热后的玻璃放置在降温设备的固定底座上,通过固定底座的滚动杆推动玻璃移动,当玻璃移动至弧形卡头处时,弧形卡头的第二脚轮与玻璃的拐角处接触,配合玻璃的移动,利用第二脚轮调整玻璃的输送角度,使得玻璃进入至降温设备的密封箱内,利用密封箱内的风机,对玻璃吹风230‑280秒,使得玻璃温度下降500‑550℃,密封箱内的多余气体由排气槽排出,同时配合滚动杆将密封箱降温后的玻璃移出,对玻璃进行自然降温;提升该生产工艺加工钢化玻璃时的工作效率,令其可以同步完成切割操作,降低使用者操作

一种钢化玻璃的生产工艺.pdf
本发明提出一种钢化玻璃的生产工艺,利用玻璃炼炉对含钠玻璃原料进行熔炼形成玻璃流体;然后通过熔化锡浮箱对玻璃流体进行浮法成型成初始玻璃板;然后对初始玻璃板进行退火形成成品玻璃板;然后对成品玻璃板进行切割和磨边,然后利用研磨浆对成品玻璃板进行研磨;然后利用中性洗剂对研磨后的成品玻璃板进行清洗后;然后将硝酸钾和碳酸钾混合后置入钢化炉中熔化制成化学钢化浸液;然后对成品玻璃板进行预热;然后将所述成品玻璃板置入化学钢化浸液中进行钢化处理;然后将硝酸钠添加至化学钢化浸液中;然后取出钢化玻璃板进行清洗;然后对钢化玻璃板进

一种钢化玻璃的生产工艺.pdf
本发明公开了一种钢化玻璃的生产工艺,具体步骤如下:清洗干燥:用水将待加工的玻璃进行清洗,然后放在高压风下进行吹干干燥,待用;预加热:将上述步骤中清洗干燥完成的玻璃放置于钢化炉中,开始缓慢加热,使玻璃的温度由室温逐渐升温到110‑145℃;加热:将上述步骤中预加热后的玻璃放置于电机热炉中,使玻璃的温度快速升至680‑710℃,加热时间为680±10‑180±10秒,越厚的玻璃,加热温度越低。本发明所述的一种钢化玻璃的生产工艺,根据玻璃的不同厚度选择不同的加热温度与时间,能够很好的满足玻璃加热的软化温度,提高
一种曲面钢化玻璃生产工艺.pdf
本发明公开了一种曲面玻璃生产工艺,包括玻璃装载、玻璃加热、玻璃转运、玻璃弯曲成型、冷却钢化和卸载过,玻璃加热是通过加热丝对玻璃进行加热,加热炉由进口向出口的方向上至少设有两个加热分区;所述玻璃弯曲成型是将加热后的所述玻璃移出加热炉并运送至成型辊道,使充分软化后的玻璃在自身重力作用下随成型辊道逐渐成型;所述冷却钢化是对弯曲成型的玻璃进行急速风冷降温钢化。本发明结构简单,本申请对玻璃进行分区加热,而且后方加热分区的温度不小于前方加热分区的温度,且最后端的加热分区最温度最高的加热分区,因而能够提高玻璃前端的温度