
低温韧性良好的热煨弯管用X80宽厚钢板及其生产方法.pdf

Ja****44

1/10
2/10
3/10
4/10
5/10
6/10
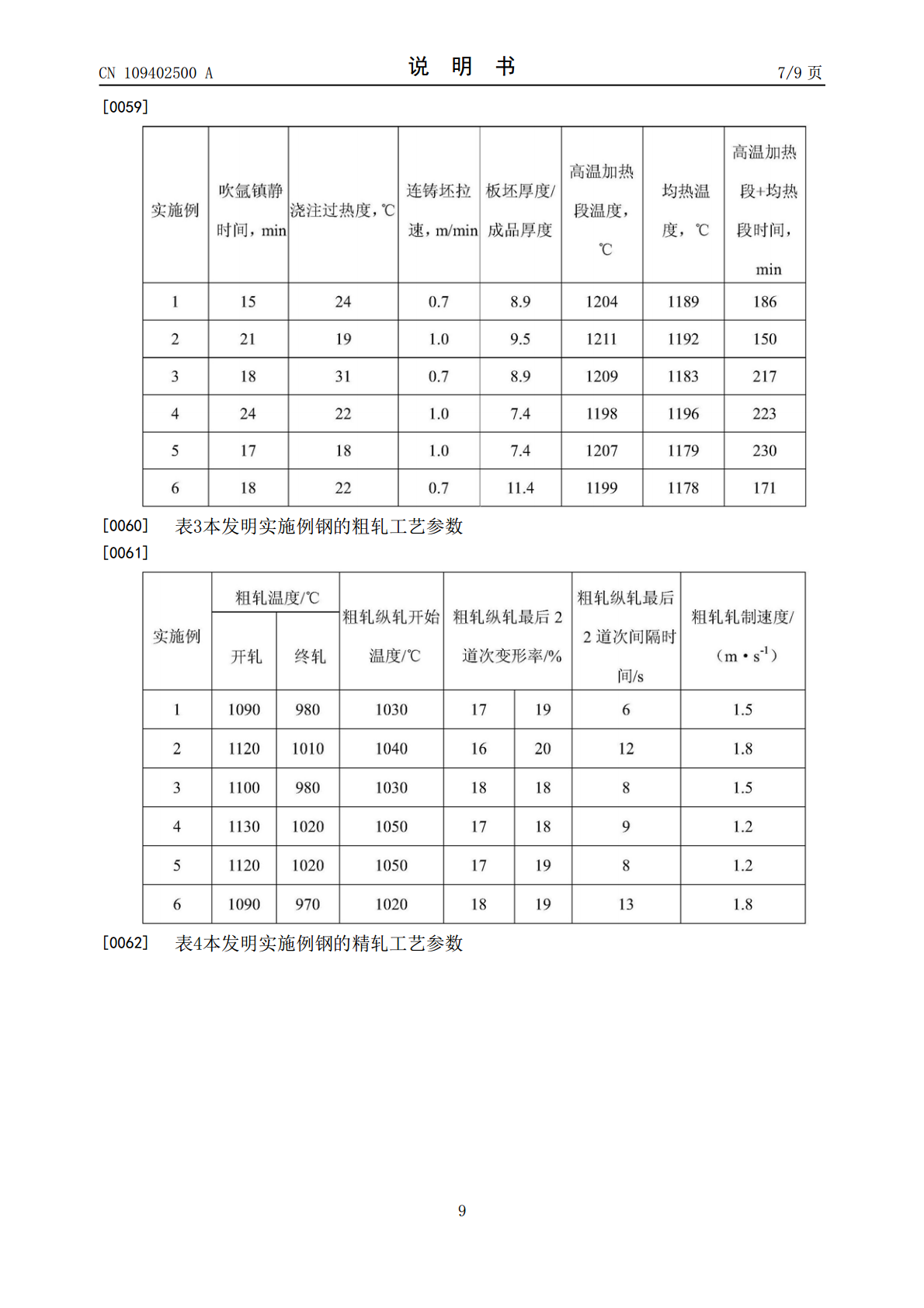
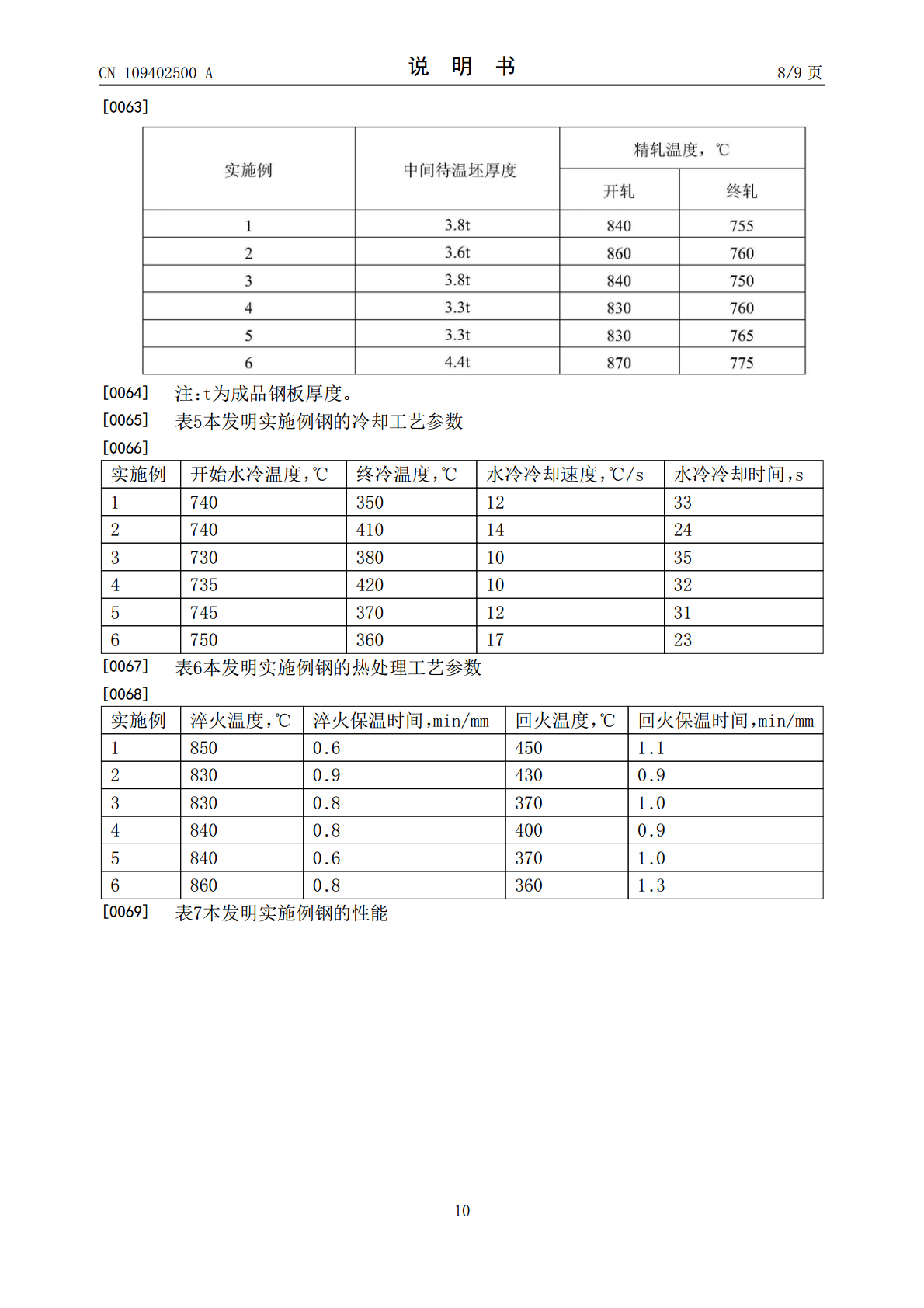
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
低温韧性良好的热煨弯管用X80宽厚钢板及其生产方法.pdf
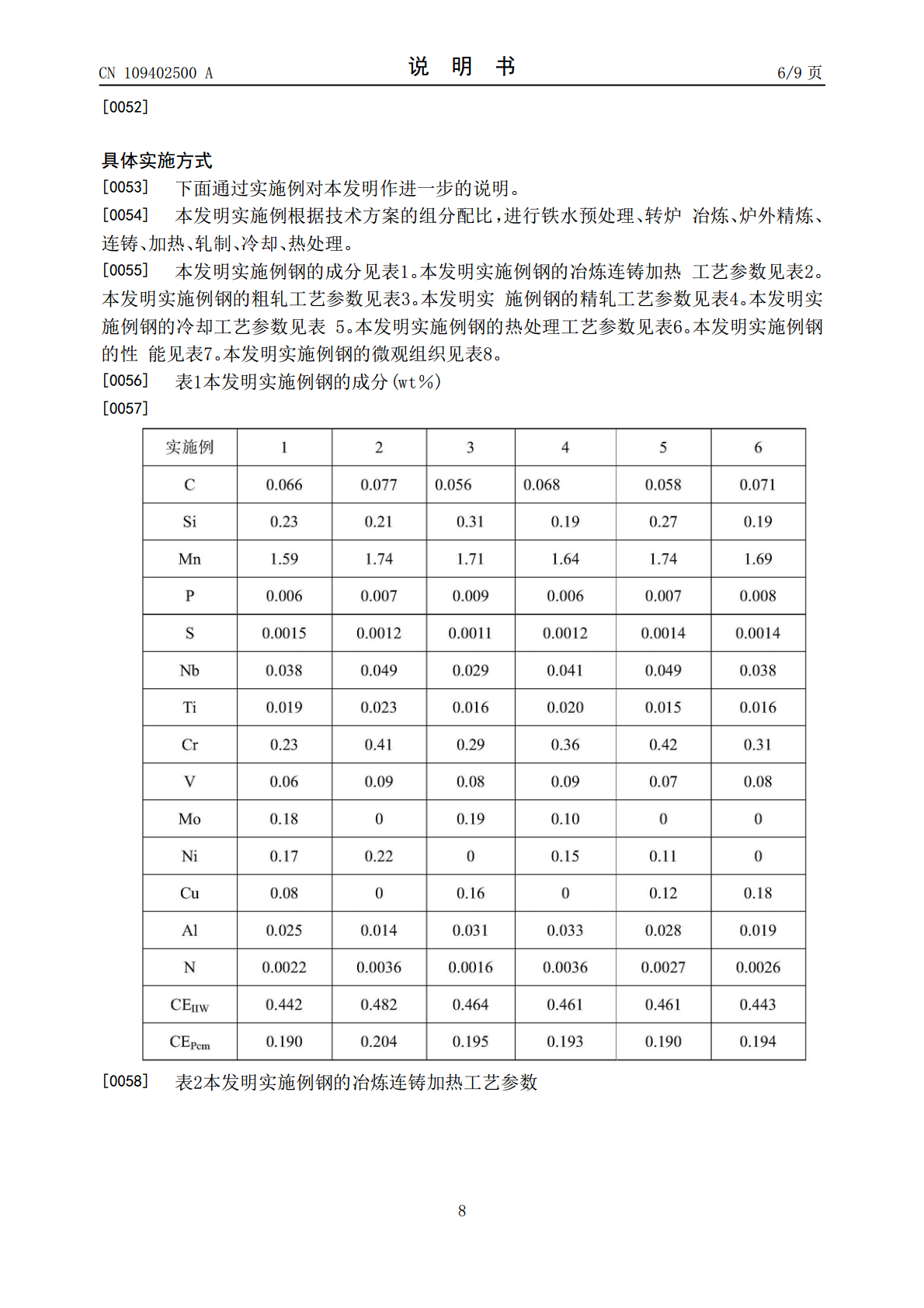
本发明提供一种低温韧性良好的热煨弯管用X80宽厚钢板及其生产方法,钢板成分C:0.055%~0.080%、Si:0.16%~0.35%、Mn:1.55%~1.75%、Nb:0.025%~0.050%、Ti:0.011%~0.025%、V:0.05%~0.09%、Cr:0.21%~0.45%、Mo炉冶炼、炉外精炼、连铸、加热、轧制、冷却、热处理;微观组织:贝氏体+铁素体。
大口径热煨弯管用X80热轧钢板的生产方法.pdf
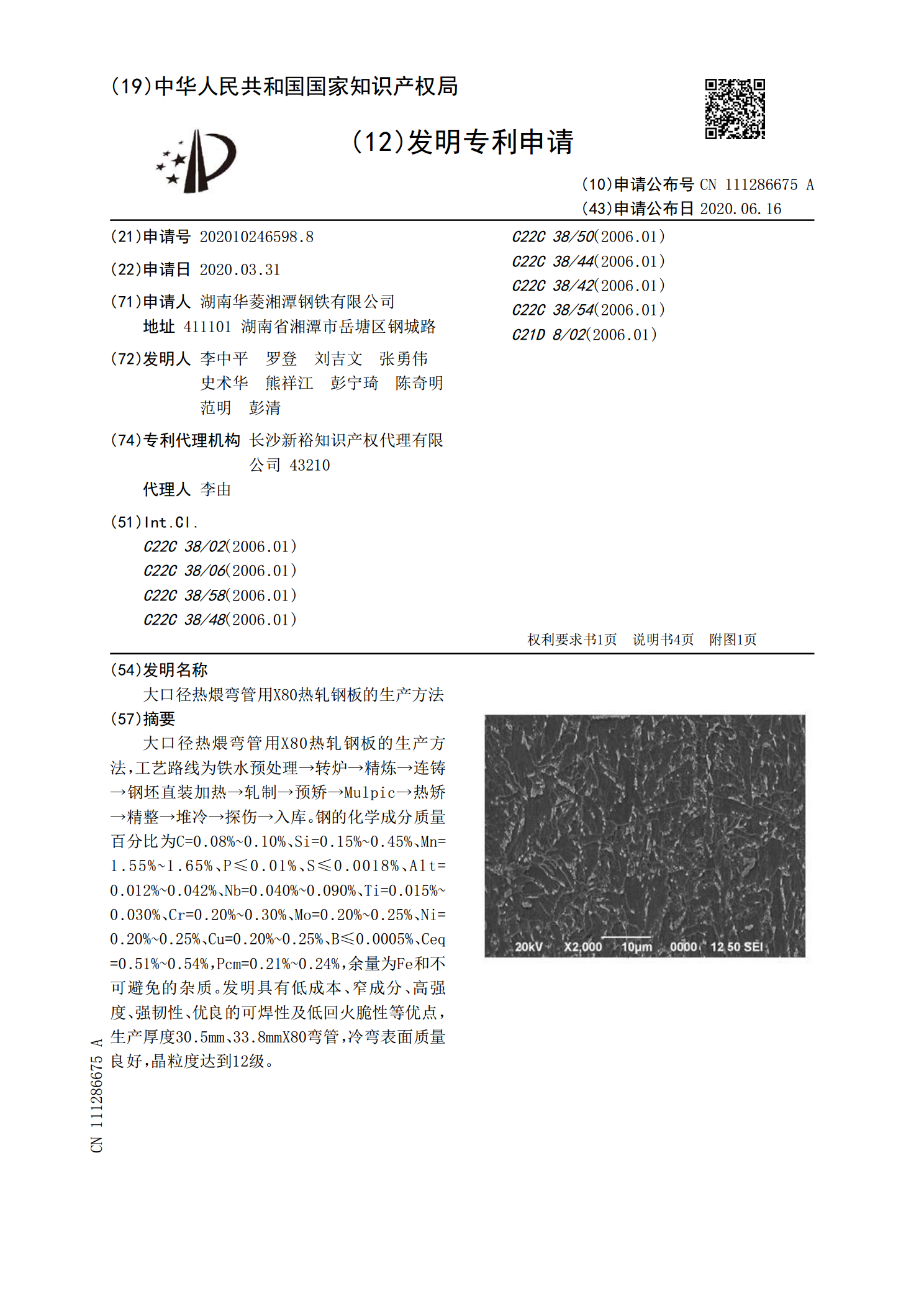
大口径热煨弯管用X80热轧钢板的生产方法,工艺路线为铁水预处理→转炉→精炼→连铸→钢坯直装加热→轧制→预矫→Mulpic→热矫→精整→堆冷→探伤→入库。钢的化学成分质量百分比为C=0.08%~0.10%、Si=0.15%~0.45%、Mn=1.55%~1.65%、P≤0.01%、S≤0.0018%、Alt=0.012%~0.042%、Nb=0.040%~0.090%、Ti=0.015%~0.030%、Cr=0.20%~0.30%、Mo=0.20%~0.25%、Ni=0.20%~0.25%、Cu=0.20%
高碳当量低温高韧性的X80弯管用管线钢板及其制造方法.pdf
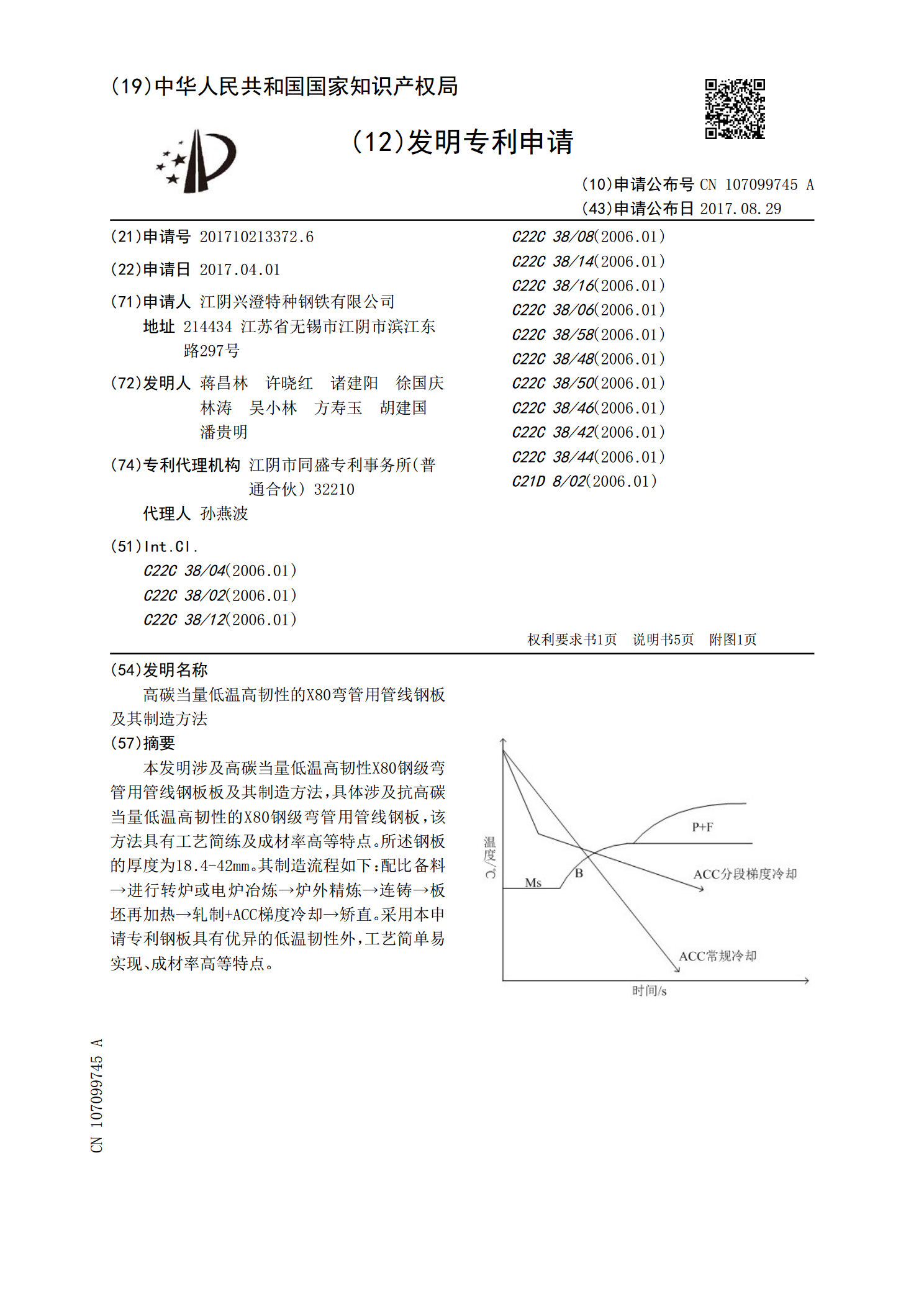
本发明涉及高碳当量低温高韧性X80钢级弯管用管线钢板板及其制造方法,具体涉及抗高碳当量低温高韧性的X80钢级弯管用管线钢板,该方法具有工艺简练及成材率高等特点。所述钢板的厚度为18.4‑42mm。其制造流程如下:配比备料→进行转炉或电炉冶炼→炉外精炼→连铸→板坯再加热→轧制+ACC梯度冷却→矫直。采用本申请专利钢板具有优异的低温韧性外,工艺简单易实现、成材率高等特点。
一种低温高韧性X90钢级热煨弯管用管线钢板及其制造方法.pdf
本发明涉及一种低温高韧性X90钢级热煨弯管用管线钢板及其制造方法,元素成分为C:0.05~0.10%、Mn:1.90~2.20%,Si:0.35~0.45%,S:≤0.001%,P:≤0.010%,Nb:0.03~0.045%、Ti:≤0.015%、V:≤0.008%,Alt:≤0.06%,N:≤0.0040%,O:≤0.004%,Mo:0.35~0.45%,Cu:≤0.30%、Ni:0.50~1.5%,Cr:0.25~0.45%,焊接敏感系数Pcm:0.23?0.28%,余量为Fe。屈服强度≥650MP

一种强韧性优良热煨弯管钢带及其生产方法.pdf
本发明公开了一种强韧性优良热煨弯管钢带,其质量百分比的化学成分为:C0.05‑0.12%;Si0.10‑0.30%;Mn1.30‑1.70%;P≤0.015%;S≤0.005%;Nb0.025‑0.050%;Mo0.10‑0.18%;Ti0.010‑0.040%;Alt0.020‑0.050%;Ni0.10‑0.20%;Cr0.10‑0.20%,Ca0.0010‑0.0030%;余量为Fe及原料其它残留元素。还公布了其生产方法。本发明设计采用Nb+Ti+Mo+Cr+N合金成分系设计和2