
电炉冶炼高质量齿轮钢的方法.pdf

努力****骞北


1/10

2/10

3/10

4/10

5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
电炉冶炼高质量齿轮钢的方法.pdf
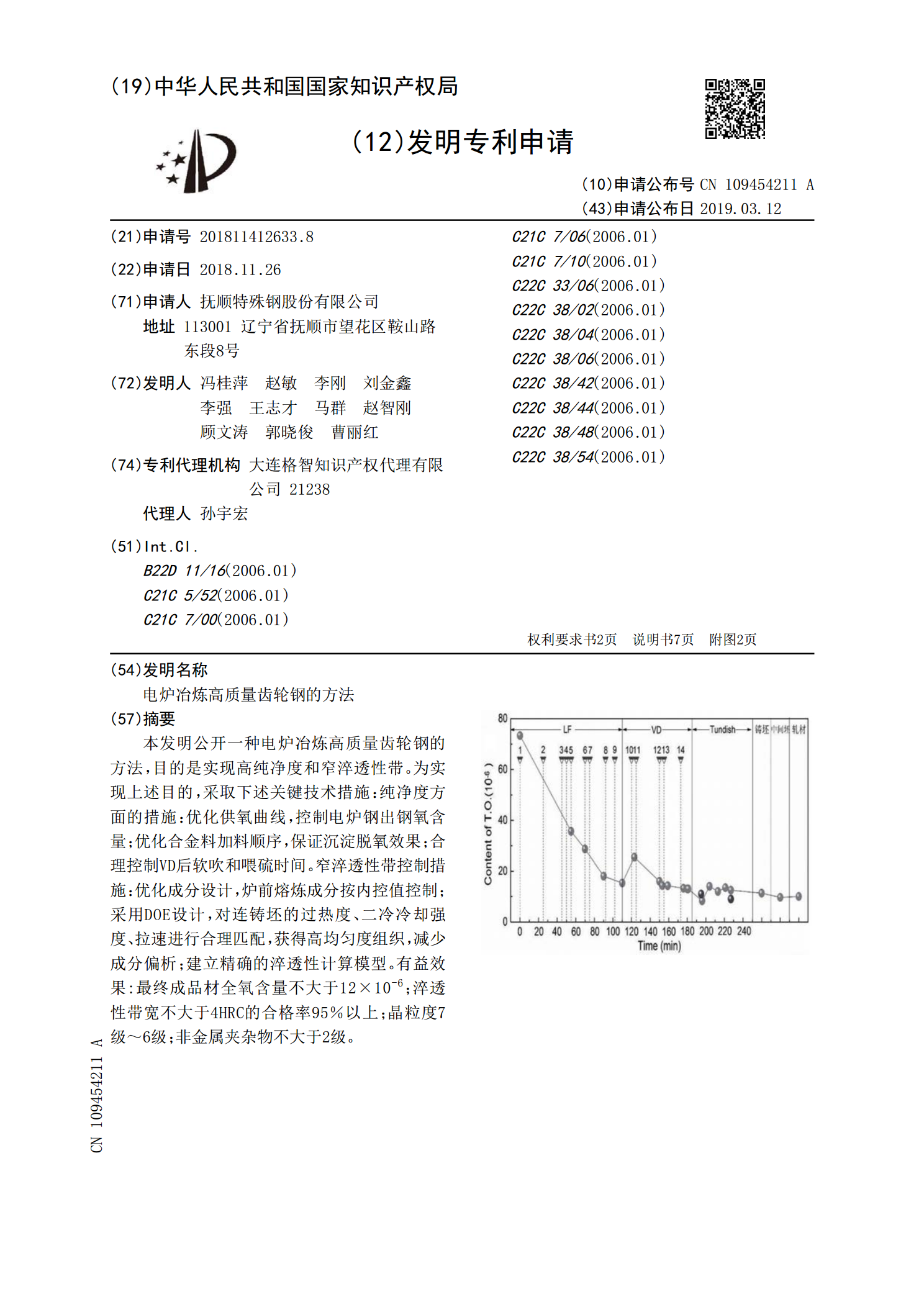
本发明公开一种电炉冶炼高质量齿轮钢的方法,目的是实现高纯净度和窄淬透性带。为实现上述目的,采取下述关键技术措施:纯净度方面的措施:优化供氧曲线,控制电炉钢出钢氧含量;优化合金料加料顺序,保证沉淀脱氧效果;合理控制VD后软吹和喂硫时间。窄淬透性带控制措施:优化成分设计,炉前熔炼成分按内控值控制;采用DOE设计,对连铸坯的过热度、二冷冷却强度、拉速进行合理匹配,获得高均匀度组织,减少成分偏析;建立精确的淬透性计算模型。有益效果:最终成品材全氧含量不大于12×10

冶炼易切削齿轮钢的方法和易切削齿轮钢.pdf
本发明提供一种冶炼易切削齿轮钢的方法,该方法包括:在转炉中对铁水进行初炼;将初炼后的钢水出钢到钢包中,在出钢至20~30%过程中向钢包中加入铝铁脱氧剂,在出钢至40~60%过程中向钢包中加入第一批精炼渣,使得出钢后的钢水中的S含量达到0.05~0.08重量%;对钢包进行LF炉钢包精炼,在LF炉钢包精炼过程中加入第二批精炼渣和脱氧铝粒,使得LF炉钢板精炼后的钢水中的S含量达到0.02~0.025重量%;对LF炉钢包精炼后的钢水进行RH真空精炼。本发明的技术方案充分利用了原料铁水中的硫含量,在冶炼过程中根据硫

电炉冶炼不锈钢造渣的方法.pdf
本发明涉及一种电炉冶炼不锈钢造渣的方法,它包括下述依次的步骤:I电炉装料??共2个料篮,分2次加入:料蓝1??镍返回废钢40±4;含镍生铁35±4;高碳铬铁20±2;渣钢10±1;料蓝2??镍返回废钢10±1;含镍生铁45±4.5;高碳铬铁15±1.5;先装料篮1;II送电化钢料篮1内炉料装入电炉后,加入第一批压球;加入第二批压球和石灰,进行第2次装料;III电炉装料;IV送电化钢,加入第三批压球和石灰,炉门氧枪开始供氧助熔;加入第四批压球;加入第五批压球;加入第六批压球并送电,停止炉门枪供氧;VI送电升

电炉冶炼纯净钢技术.pdf
万方数据w¨如哪Tlddfor“队Ft凶棚唧dml。p。c呲in她㈣nlF出n岫dⅢ日州蛐d岫砧曲p‘oductj册eq瑚jHw髓·b啪d删“州u∞dTe“Y耐N删枷qu%日ndE^F畔‘㈣B嘣∞血。印M哪0f呦州唱tlIeab叫c∞州liTlg恤晰印咖口加d“uo即n蛐ount电炉冶炼纯净钢技术“l-sth。呻扎一町Idk西驴如删bProc嘲.F∞IIIi唱slas,v⋯m【Abs劬ct】上海金■高少平【摘要】采用电炉工艺冶炼纯净钢,生产高等级钢材是新世纪对电炉工艺发展的要求,为此必须解决好去除钢液中有

含硫低氧齿轮钢的冶炼方法.pdf
本发明公开了一种含硫低氧齿轮钢的冶炼方法,包括以下步骤:1)钢水经初炼炉冶炼并进行合金化后,在钢包精炼炉中升温并加入高碱度精炼渣进行扩散脱氧,2)扩散脱氧后的钢水在真空条件下深脱氧;3)深脱氧后的钢水转入钢包精炼炉并加入低碱度精炼渣精炼3~5分钟后,向钢水中喂S包芯线和Si-Ca包芯线并进行软吹。采用本发明的工艺步骤和条件,可以使使高端淬透性齿轮钢中的氧含量降低到10×10-6以下,钢中硫含量精确控制在0.030-0.040%,达到提高齿轮疲劳寿命和改善切削加工能力的目的。本发明还具有工艺线路简单,生产成