
含硫低氧齿轮钢的冶炼方法.pdf

是你****辉呀

1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

含硫低氧齿轮钢的冶炼方法.pdf
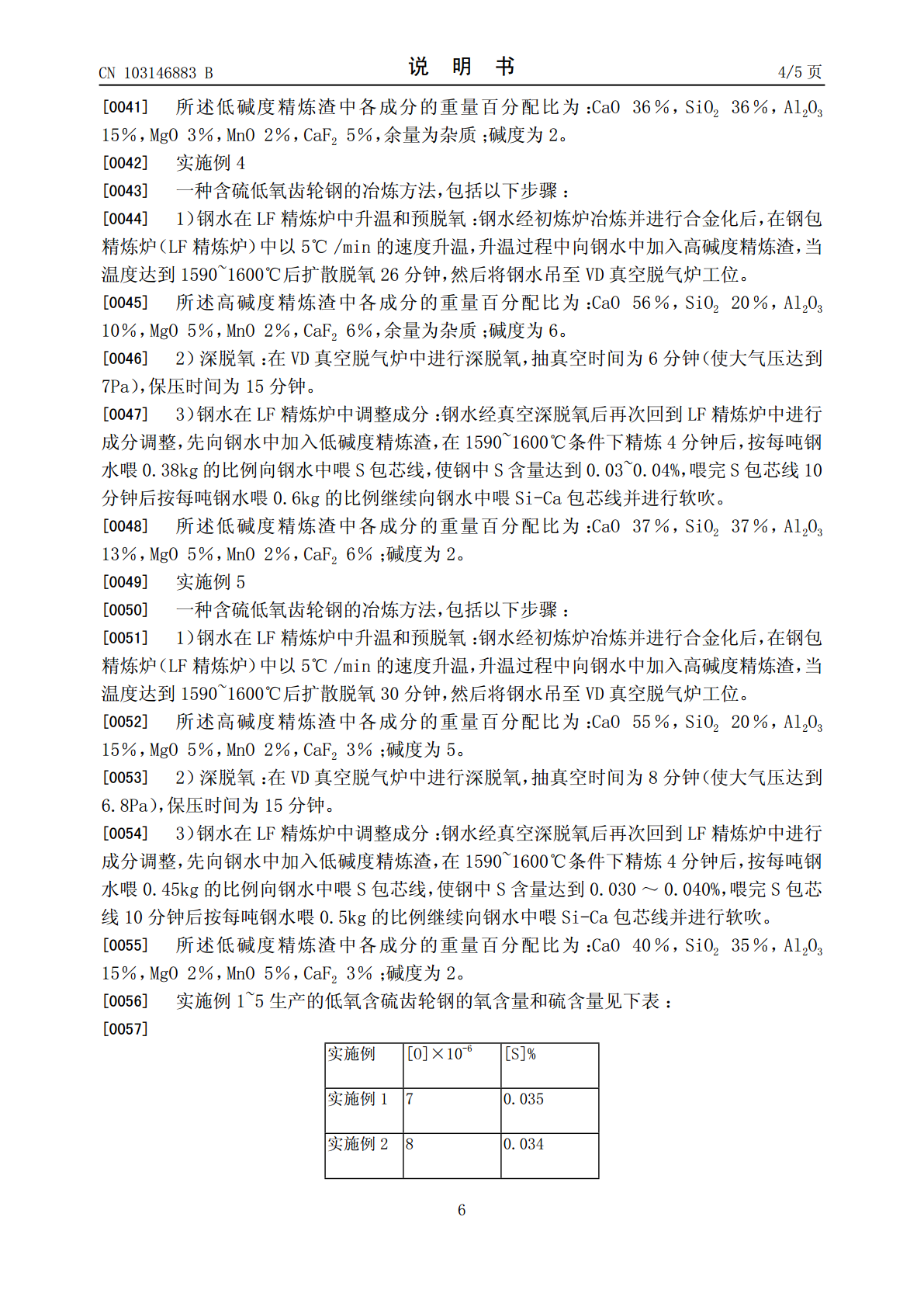
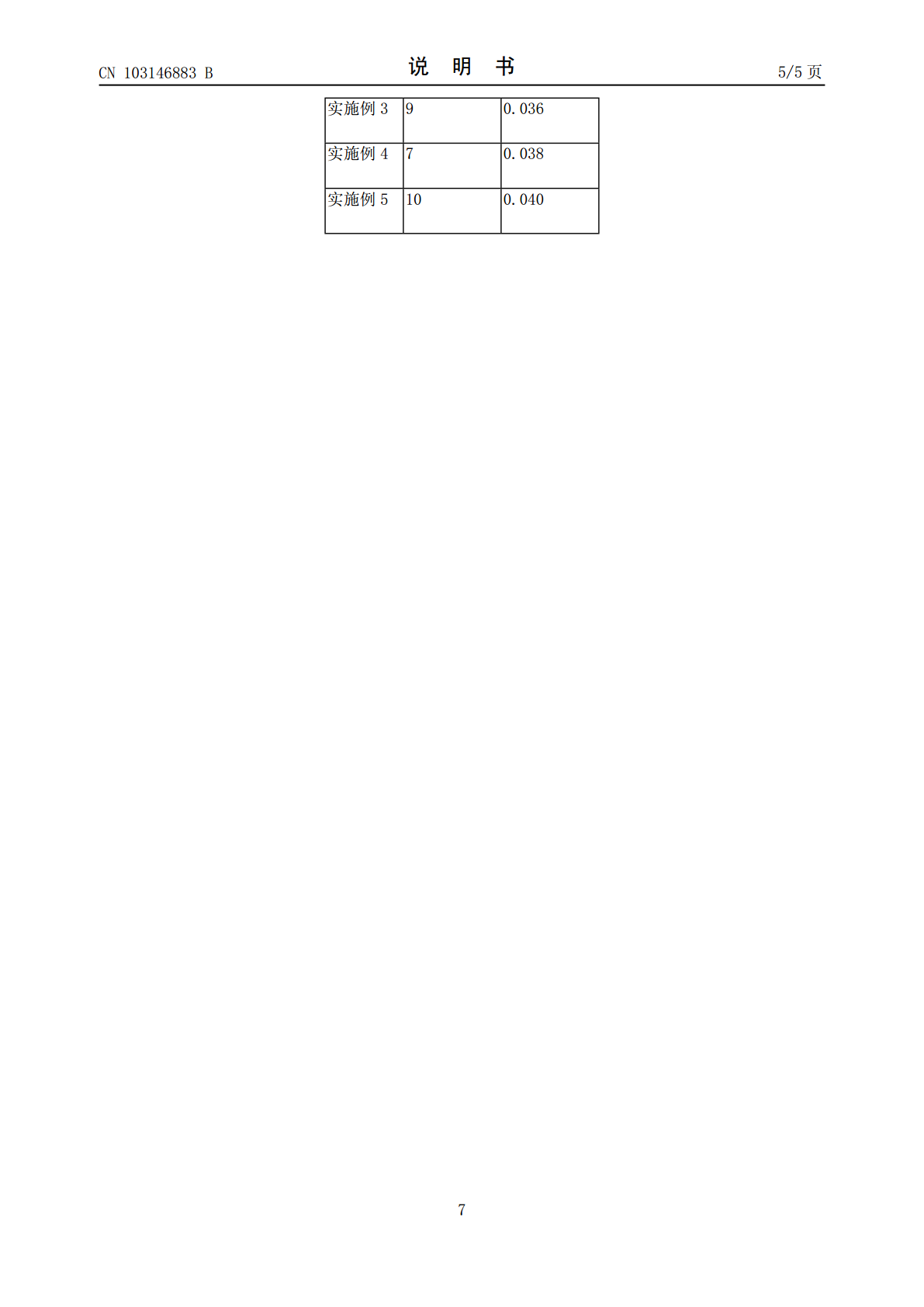
本发明公开了一种含硫低氧齿轮钢的冶炼方法,包括以下步骤:1)钢水经初炼炉冶炼并进行合金化后,在钢包精炼炉中升温并加入高碱度精炼渣进行扩散脱氧,2)扩散脱氧后的钢水在真空条件下深脱氧;3)深脱氧后的钢水转入钢包精炼炉并加入低碱度精炼渣精炼3~5分钟后,向钢水中喂S包芯线和Si-Ca包芯线并进行软吹。采用本发明的工艺步骤和条件,可以使使高端淬透性齿轮钢中的氧含量降低到10×10-6以下,钢中硫含量精确控制在0.030-0.040%,达到提高齿轮疲劳寿命和改善切削加工能力的目的。本发明还具有工艺线路简单,生产成
一种低氧含硫钢的冶炼方法.pdf
本发明公开了一种低氧含硫钢的冶炼方法,其包括转炉冶炼、LF精炼和VD真空处理工序,(1)转炉冶炼工序:出钢合金化时采用钛铁进行脱氧,出钢中加入石灰和预熔精炼渣,所述预熔精炼渣的渣系为:二元碱度R
一种含硫含铝齿轮钢的冶炼铸造方法.pdf
本发明公开了一种含硫含铝齿轮钢的冶炼铸造方法,其依次包括步骤:(1)电炉或转炉冶炼;(2)LF精炼;(3)VD或RH真空处理;以及(4)连铸;在步骤(1)中:在出钢时加入Al元素,以使钢水中的Al含量达到0.03‑0.05wt%;并且控制为在冶炼的终点钢水中S元素含量为0.015‑0.035wt%;在步骤(2)中:控制炉渣成分为:45‑55wt%的CaO、20‑35%wt的Al
一种含硫含铝齿轮钢的冶炼铸造方法.pdf
本发明公开了一种含硫含铝齿轮钢的冶炼铸造方法,其依次包括步骤:(1)电炉或转炉冶炼;(2)LF精炼;(3)VD或RH真空处理;以及(4)连铸;其特征在于:在步骤(1)中:在出钢时一次性加入全部Al,以使钢水中的Al含量达到0.08‑0.12wt%;并且控制为在冶炼的终点钢水中S≤0.015wt%;在步骤(2)中:控制炉渣成分为:50‑55wt%的CaO、30‑38%wt的Al
一种含铝含硫系列齿轮钢冶炼工艺.pdf
本发明公开了一种含铝含硫系列齿轮钢冶炼工艺,铁水要求:Si0.20-0.50%、S≤0.035%、P≤0.110%、T≥1250℃。电炉、精炼用石灰要求:CaO≥90%,SiO