
一种用于烧结机台车的炉篦条.pdf

猫巷****提格

1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于烧结机台车的炉篦条.pdf
本发明提供了一种用于烧结机台车的炉篦条,晶粒度等级为7~9级,晶粒粒径分布为5~15μm,抗拉强度为700~900MPa,延伸率为15~20%。经熔化液态炉料倒入模具的型腔中,向其施加并保持至少500MPa的压力,凝固后冲切凝固后的料坯。
一种用于烧结机台车上的炉篦条的制备方法.pdf
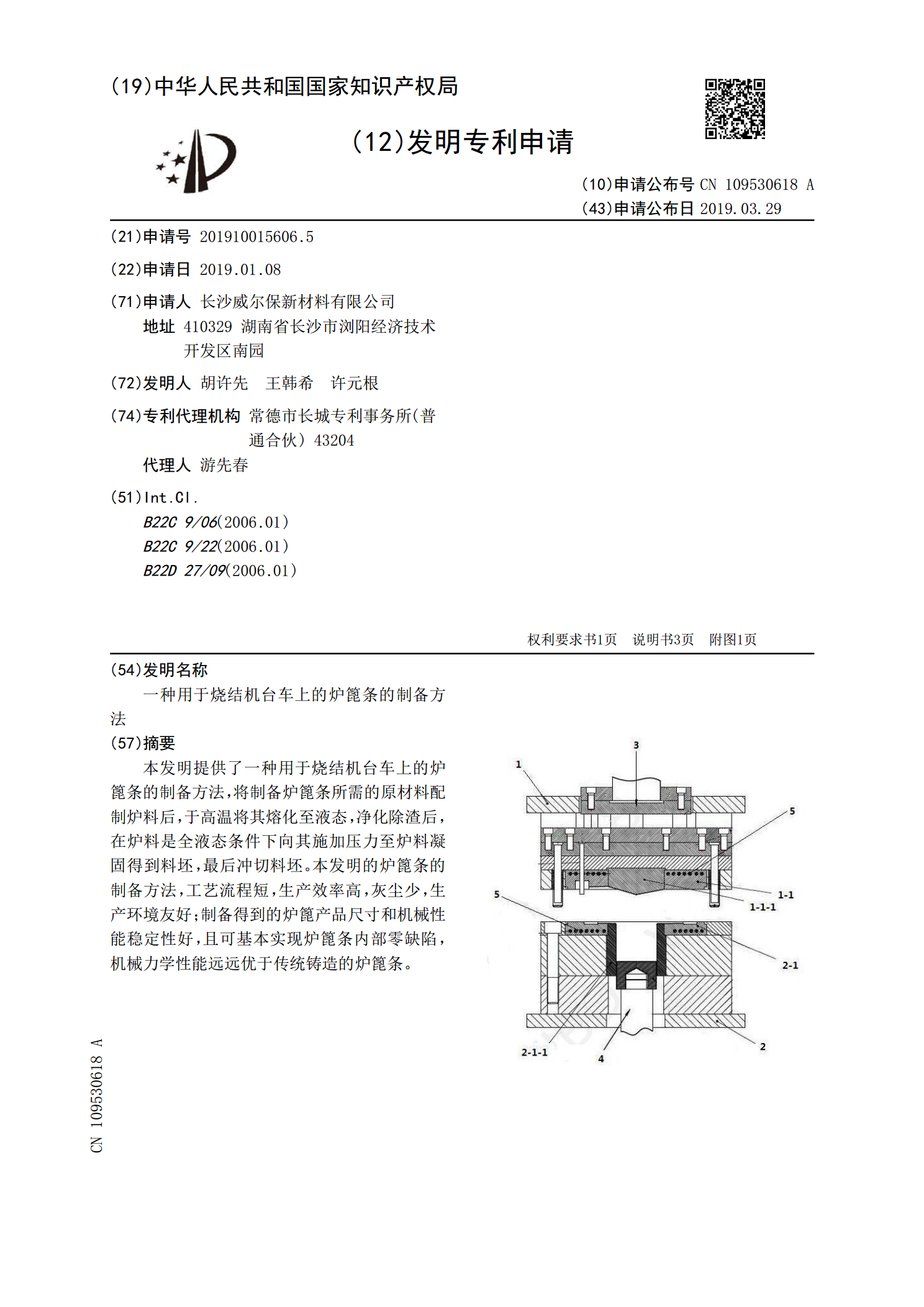
本发明提供了一种用于烧结机台车上的炉篦条的制备方法,将制备炉篦条所需的原材料配制炉料后,于高温将其熔化至液态,净化除渣后,在炉料是全液态条件下向其施加压力至炉料凝固得到料坯,最后冲切料坯。本发明的炉篦条的制备方法,工艺流程短,生产效率高,灰尘少,生产环境友好;制备得到的炉篦产品尺寸和机械性能稳定性好,且可基本实现炉篦条内部零缺陷,机械力学性能远远优于传统铸造的炉篦条。
用于球团或烧结机的炉篦条.pdf
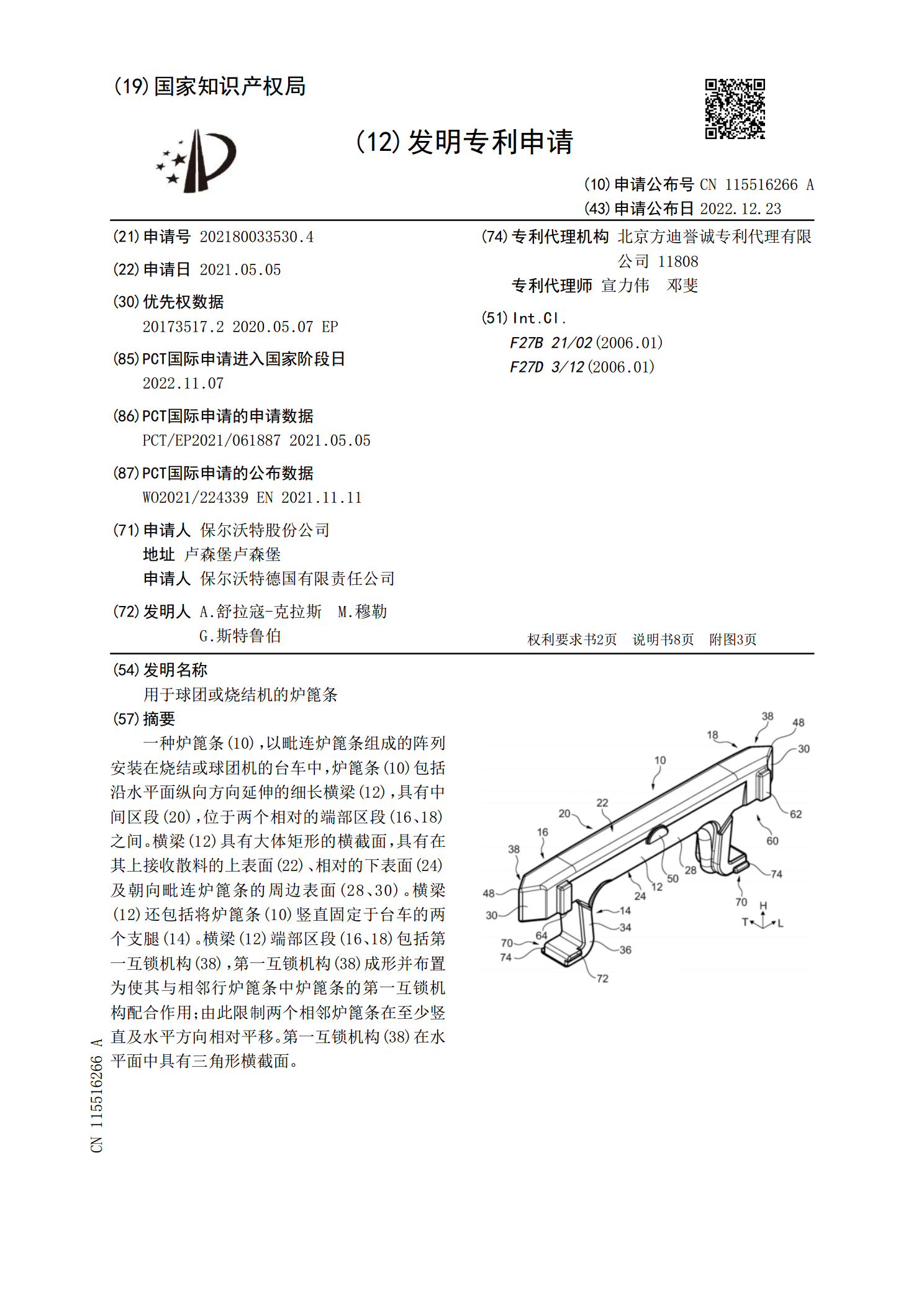
一种炉篦条(10),以毗连炉篦条组成的阵列安装在烧结或球团机的台车中,炉篦条(10)包括沿水平面纵向方向延伸的细长横梁(12),具有中间区段(20),位于两个相对的端部区段(16、18)之间。横梁(12)具有大体矩形的横截面,具有在其上接收散料的上表面(22)、相对的下表面(24)及朝向毗连炉篦条的周边表面(28、30)。横梁(12)还包括将炉篦条(10)竖直固定于台车的两个支腿(14)。横梁(12)端部区段(16、18)包括第一互锁机构(38),第一互锁机构(38)成形并布置为使其与相邻行炉篦条中炉篦条
一种烧结机台车篦条复位装置.pdf
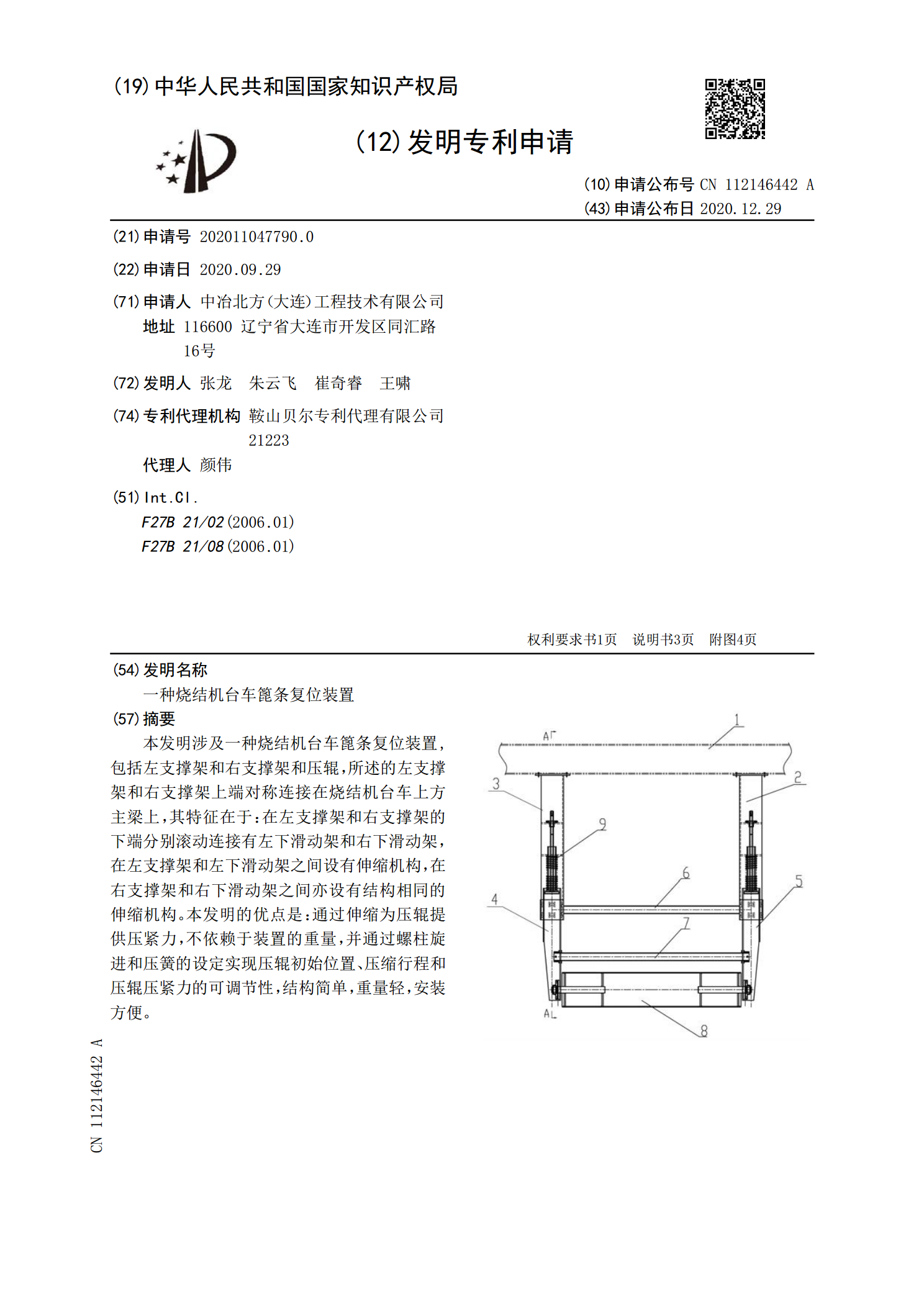
本发明涉及一种烧结机台车篦条复位装置,包括左支撑架和右支撑架和压辊,所述的左支撑架和右支撑架上端对称连接在烧结机台车上方主梁上,其特征在于:在左支撑架和右支撑架的下端分别滚动连接有左下滑动架和右下滑动架,在左支撑架和左下滑动架之间设有伸缩机构,在右支撑架和右下滑动架之间亦设有结构相同的伸缩机构。本发明的优点是:通过伸缩为压辊提供压紧力,不依赖于装置的重量,并通过螺柱旋进和压簧的设定实现压辊初始位置、压缩行程和压辊压紧力的可调节性,结构简单,重量轻,安装方便。

烧结机台车篦条压紧装置.pdf
本发明公开了一种烧结机台车篦条压紧装置,是在烧结机台车栏板内侧焊接钢质压块卡槽,通过两个开口销将压块固定在卡槽内,同时压块底部压紧炉蓖条。本发明的优点是,压块在台车栏板内部固定,避免栏板开孔,可以减小烧结机漏风率;篦条、压块装配作业全部在台车内侧完成,更换篦条工作量减少;使用两个钢质开口销,压块固定更稳妥,脱落损耗减少;结构简单,可以很方便地对现有台车进行改造。