
一种用于烧结机台车上的炉篦条的制备方法.pdf

努力****南绿

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于烧结机台车上的炉篦条的制备方法.pdf
本发明提供了一种用于烧结机台车上的炉篦条的制备方法,将制备炉篦条所需的原材料配制炉料后,于高温将其熔化至液态,净化除渣后,在炉料是全液态条件下向其施加压力至炉料凝固得到料坯,最后冲切料坯。本发明的炉篦条的制备方法,工艺流程短,生产效率高,灰尘少,生产环境友好;制备得到的炉篦产品尺寸和机械性能稳定性好,且可基本实现炉篦条内部零缺陷,机械力学性能远远优于传统铸造的炉篦条。
一种用于烧结机台车的炉篦条.pdf
本发明提供了一种用于烧结机台车的炉篦条,晶粒度等级为7~9级,晶粒粒径分布为5~15μm,抗拉强度为700~900MPa,延伸率为15~20%。经熔化液态炉料倒入模具的型腔中,向其施加并保持至少500MPa的压力,凝固后冲切凝固后的料坯。
一种复合烧结机炉篦条的制备方法.pdf
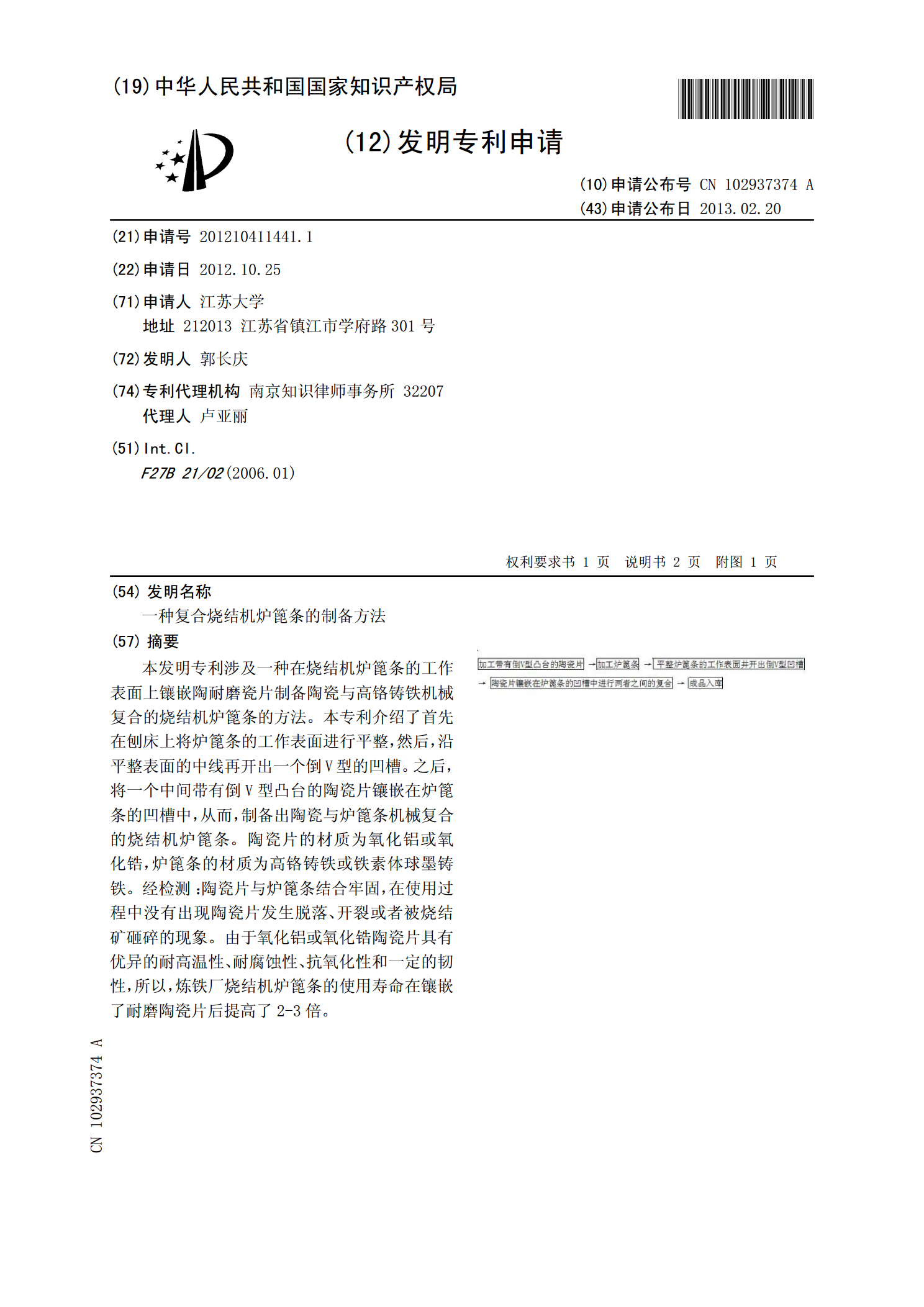
本发明专利涉及一种在烧结机炉篦条的工作表面上镶嵌陶耐磨瓷片制备陶瓷与高铬铸铁机械复合的烧结机炉篦条的方法。本专利介绍了首先在刨床上将炉篦条的工作表面进行平整,然后,沿平整表面的中线再开出一个倒V型的凹槽。之后,将一个中间带有倒V型凸台的陶瓷片镶嵌在炉篦条的凹槽中,从而,制备出陶瓷与炉篦条机械复合的烧结机炉篦条。陶瓷片的材质为氧化铝或氧化锆,炉篦条的材质为高铬铸铁或铁素体球墨铸铁。经检测:陶瓷片与炉篦条结合牢固,在使用过程中没有出现陶瓷片发生脱落、开裂或者被烧结矿砸碎的现象。由于氧化铝或氧化锆陶瓷片具有优异
一种烧结机台车炉篦条用高铬合金及其制造方法.pdf
一种烧结机台车炉篦条用高铬合金,其主要化学成分(wt%)为:C1.6-2.0,Mn0.5-1.0,Si0.7-1.0,Cr13-17,Ni0.5-1.2,Mo2.0-3.0,Nb1.0-2.0,RE0.2-0.5,其余主要为Fe及不可避免的微量杂质元素。本发明高铬合金的制造方法主要是将普通废钢、生铁、铬铁、钼铁、铌铁、稀土硅铁合金加入到感应电炉内进行熔炼,熔炼温度1450~1600℃;将上述铁水在温度1400~1550℃浇注成铸件,待铸件在砂型模中凝固并冷却1~3h后,开模空冷;将上述铸件进行400-45
炉篦条、炉篦条组件和用于运行炉篦条组件的方法.pdf
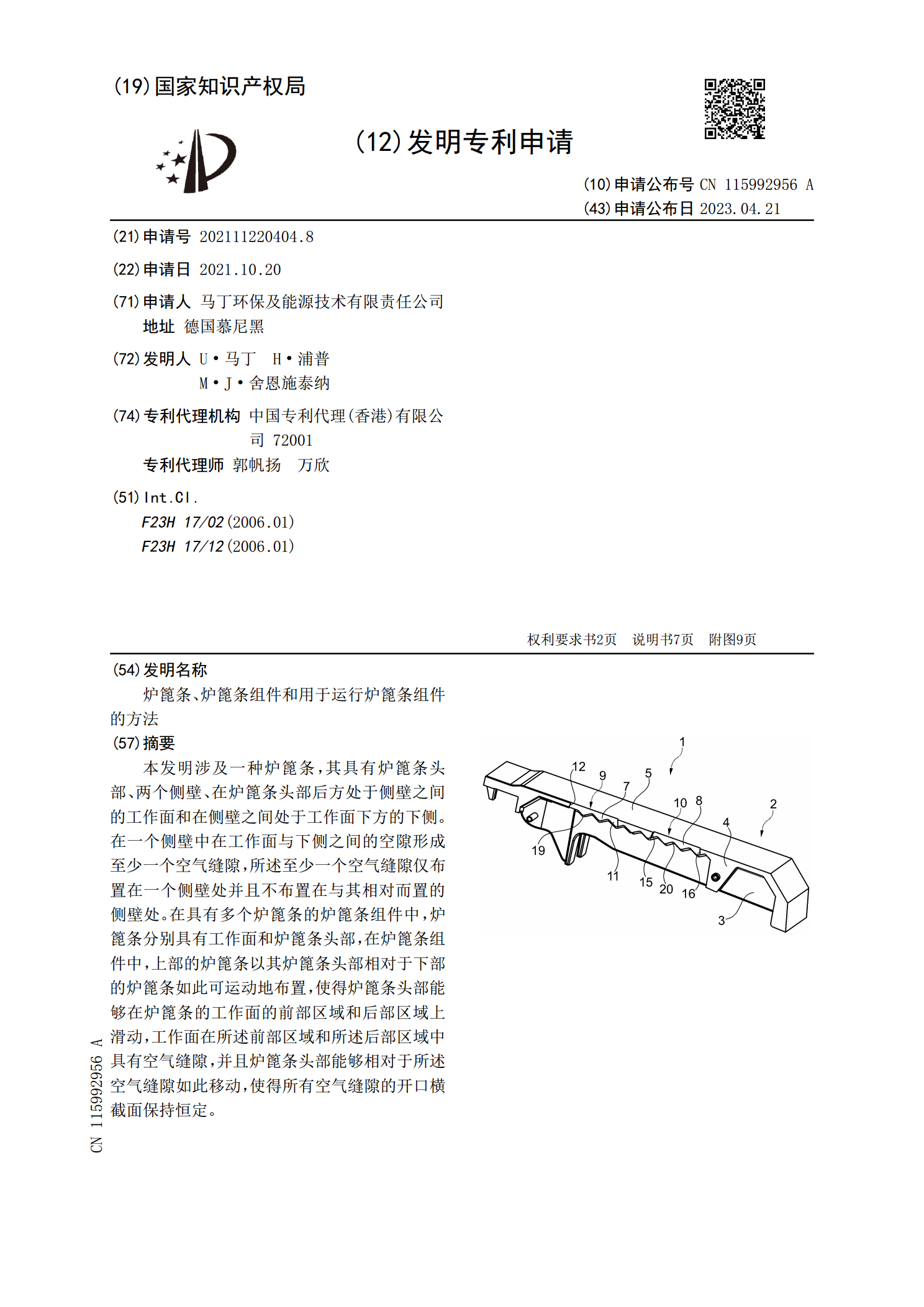
本发明涉及一种炉篦条,其具有炉篦条头部、两个侧壁、在炉篦条头部后方处于侧壁之间的工作面和在侧壁之间处于工作面下方的下侧。在一个侧壁中在工作面与下侧之间的空隙形成至少一个空气缝隙,所述至少一个空气缝隙仅布置在一个侧壁处并且不布置在与其相对而置的侧壁处。在具有多个炉篦条的炉篦条组件中,炉篦条分别具有工作面和炉篦条头部,在炉篦条组件中,上部的炉篦条以其炉篦条头部相对于下部的炉篦条如此可运动地布置,使得炉篦条头部能够在炉篦条的工作面的前部区域和后部区域上滑动,工作面在所述前部区域和所述后部区域中具有空气缝隙,并且