
能提高锤心锻件材料利用率的锻造方法.pdf

雨巷****碧易

1/8

2/8
3/8
4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
能提高锤心锻件材料利用率的锻造方法.pdf
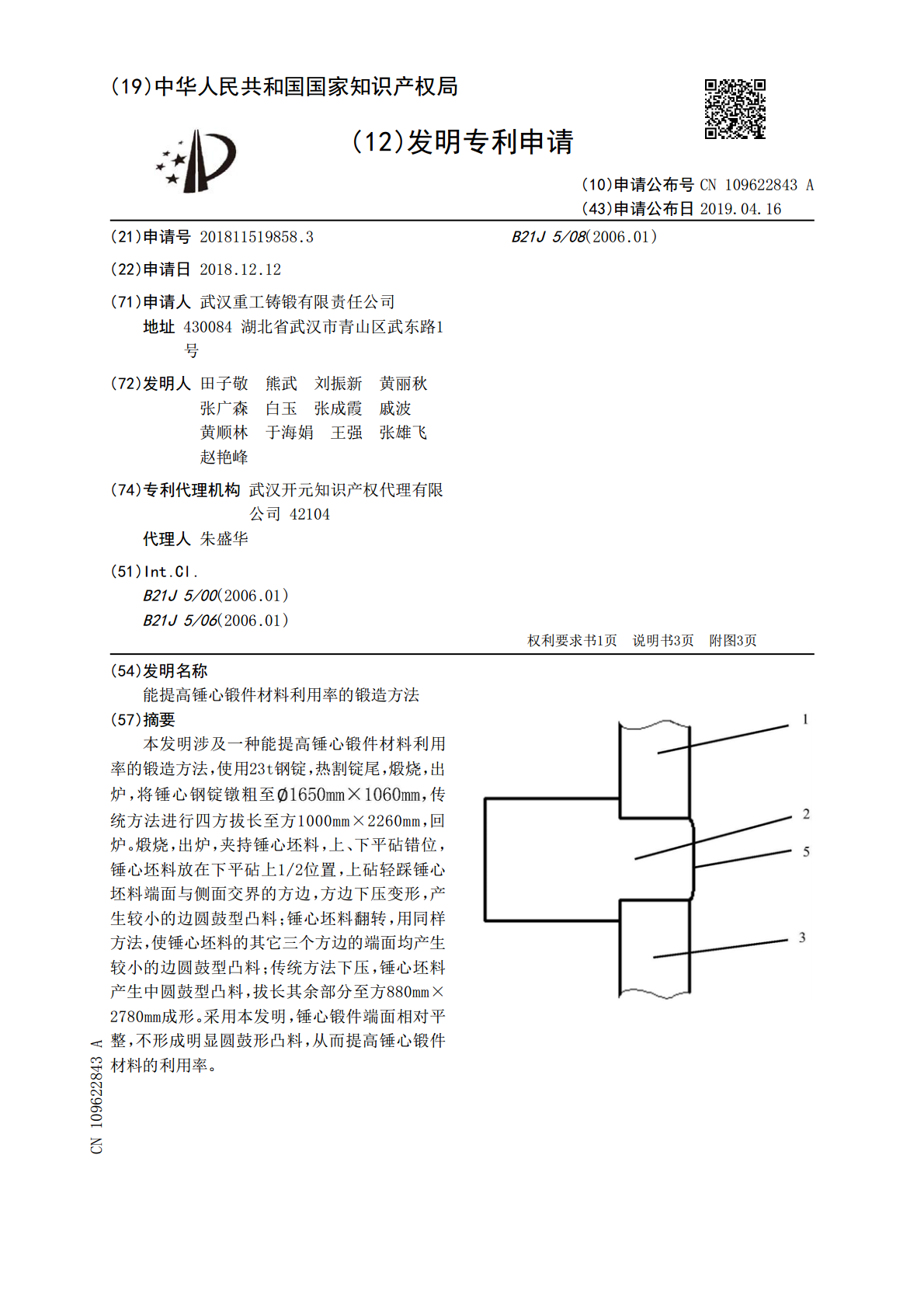
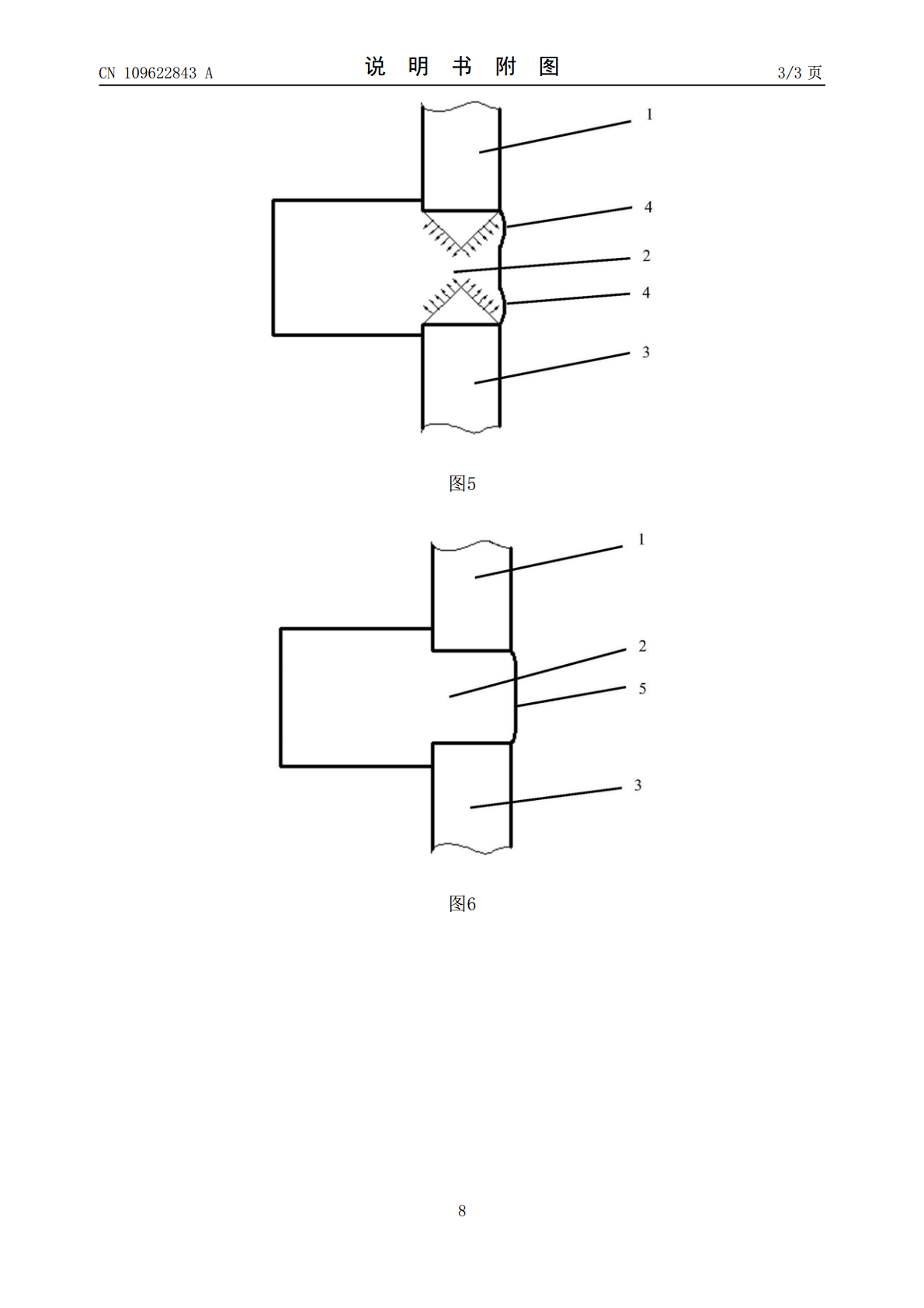
本发明涉及一种能提高锤心锻件材料利用率的锻造方法,使用23t钢锭,热割锭尾,煅烧,出炉,将锤心钢锭镦粗至

用32Mn1钢锻造大型液压机锤心锻件的方法.pdf
本发明涉及一种用32Mn1钢锻造大型液压机锤心锻件的方法,红送32Mn1钢锭氧割钢锭锭尾;压Φ800mm‑Φ900mm钳把,去除冒口余料,戴帽镦粗,拔长成形,平整端面;进行正火处理,正火处理分三个阶段:550℃~600℃保温3小时,630℃~670℃保温3小时;850℃~910℃保温6小时,后空冷到350℃~400℃;进行回火处理,600℃~670℃,保温8.5小时;然后炉冷,低于400℃出炉,摸底探伤合格后,锻件本体现场检测硬度,得32Mn1大型液压机锤心材料。本发明通过调整C、Mn元素成分量,合理热处
利用对击锤锻造GH4169合金盘类锻件的方法.pdf
本发明涉及一种利用对击锤锻造GH4169合金盘类锻件的方法,采用包套材料对饼坯进行坯料保护,包套后的饼坯入电炉按预热温度入炉保温,加热至模锻温度,并保温至出炉模锻,保证设备风压,控制锤击次数和每锤次间间隔时间,并将锻件冷却至室温;锤击控制为:对于直接时效工艺类型的锻件,前10锤单次锤击,每锤间隔时间4‑5s,后续每10锤连击后停顿4‑5s,直至成型;对于高强度工艺类型的锻件,前10锤单次锤击,每锤间隔时间3~4s,后续每5锤连击后停顿3~4s,直至成型;对于标准工艺类型的锻件,整个过程为单次锤击,每锤间隔
汽车后桥用齿轮锻件的锻造模具及锻造方法及齿轮锻件.pdf
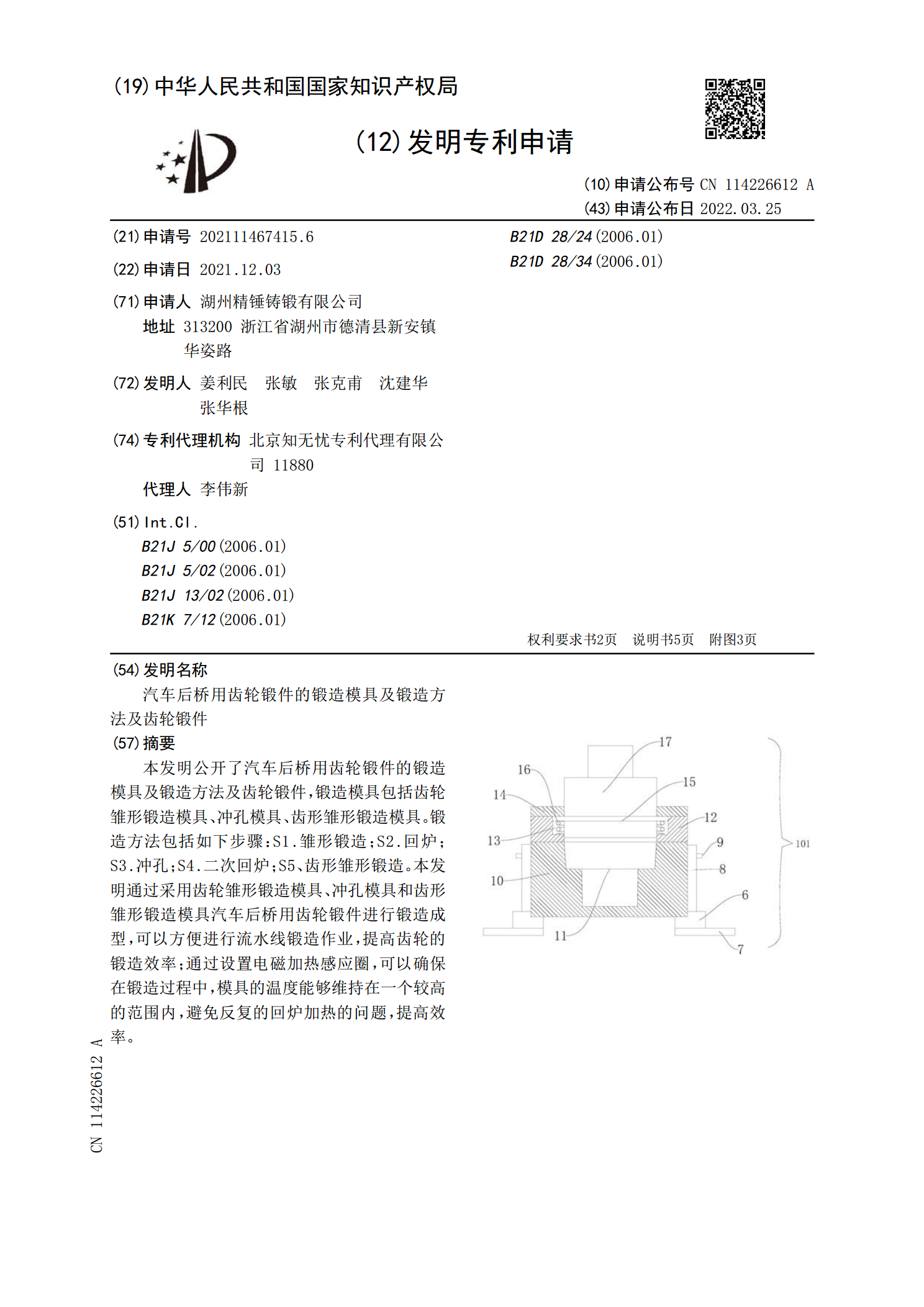
本发明公开了汽车后桥用齿轮锻件的锻造模具及锻造方法及齿轮锻件,锻造模具包括齿轮雏形锻造模具、冲孔模具、齿形雏形锻造模具。锻造方法包括如下步骤:S1.雏形锻造;S2.回炉;S3.冲孔;S4.二次回炉;S5、齿形雏形锻造。本发明通过采用齿轮雏形锻造模具、冲孔模具和齿形雏形锻造模具汽车后桥用齿轮锻件进行锻造成型,可以方便进行流水线锻造作业,提高齿轮的锻造效率;通过设置电磁加热感应圈,可以确保在锻造过程中,模具的温度能够维持在一个较高的范围内,避免反复的回炉加热的问题,提高效率。
一种提高转子锻件质量的自由锻造方法.pdf
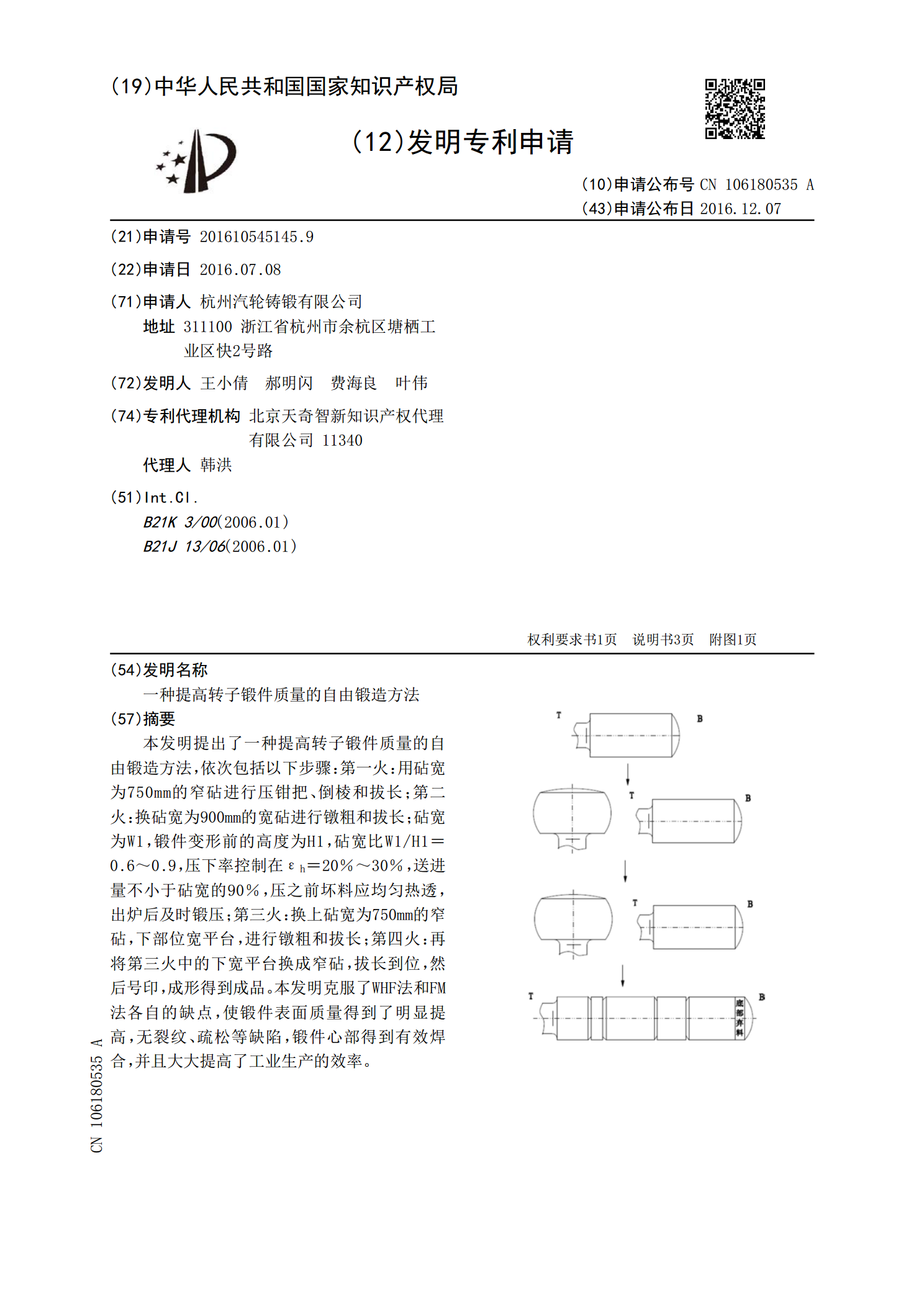
本发明提出了一种提高转子锻件质量的自由锻造方法,依次包括以下步骤:第一火:用砧宽为750mm的窄砧进行压钳把、倒棱和拔长;第二火:换砧宽为900mm的宽砧进行镦粗和拔长;砧宽为W1,锻件变形前的高度为H1,砧宽比W1/H1=0.6~0.9,压下率控制在ε