
利用对击锤锻造GH4169合金盘类锻件的方法.pdf

努力****爱敏

1/7

2/7

3/7
4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
利用对击锤锻造GH4169合金盘类锻件的方法.pdf
本发明涉及一种利用对击锤锻造GH4169合金盘类锻件的方法,采用包套材料对饼坯进行坯料保护,包套后的饼坯入电炉按预热温度入炉保温,加热至模锻温度,并保温至出炉模锻,保证设备风压,控制锤击次数和每锤次间间隔时间,并将锻件冷却至室温;锤击控制为:对于直接时效工艺类型的锻件,前10锤单次锤击,每锤间隔时间4‑5s,后续每10锤连击后停顿4‑5s,直至成型;对于高强度工艺类型的锻件,前10锤单次锤击,每锤间隔时间3~4s,后续每5锤连击后停顿3~4s,直至成型;对于标准工艺类型的锻件,整个过程为单次锤击,每锤间隔
能提高锤心锻件材料利用率的锻造方法.pdf
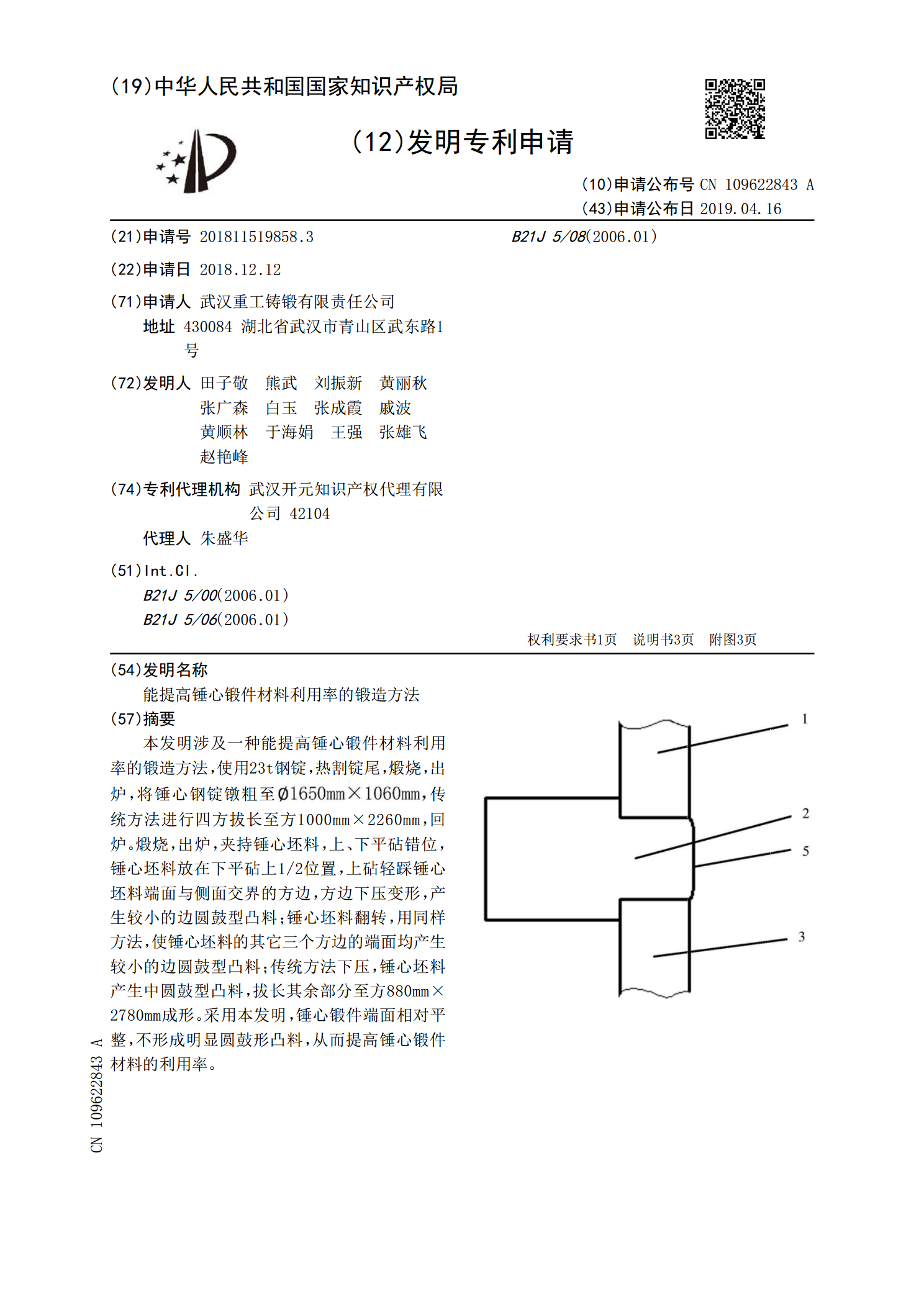
本发明涉及一种能提高锤心锻件材料利用率的锻造方法,使用23t钢锭,热割锭尾,煅烧,出炉,将锤心钢锭镦粗至

强韧化GH4169合金盘件锤锻累积形变与锻件温升的热功分析.docx
强韧化GH4169合金盘件锤锻累积形变与锻件温升的热功分析随着工业制造技术的进步,合金材料在各个领域中得到了广泛的应用,其中GH4169高强度合金具有优异的机械性能和热稳定性,因此在航空、航天、核工业等领域得到了广泛的应用。在GH4169合金加工过程中,锻造是一种最常用的成型方法之一。锻件的性能往往受到锤锻累积形变和锻件温升的影响,因此对于高强度合金锻造加工过程中的热功分析具有重要的意义。首先,GH4169材料的特性需要考虑。GH4169合金是一种以镍为基础的高强度耐腐蚀合金,其主要成分为Ni、Cr、Mo

GH4169合金细长轴锻件局部锻造成形工艺研究.docx
GH4169合金细长轴锻件局部锻造成形工艺研究GH4169合金是一种高温合金,具有优异的耐高温、耐腐蚀和高强度等特点,被广泛应用于航空、航天和石油化工等领域。在这些领域中,合金轴锻件作为重要的零件之一,承受着巨大的载荷和高温环境下的工作条件。因此,研究GH4169合金细长轴锻件的局部锻造成形工艺对于提高其性能和寿命具有重要意义。在GH4169合金细长轴锻件的局部锻造过程中,需要考虑以下几个因素:轴锻件的形状尺寸、锻造温度、锻造速度和锻造压力等。首先,根据GH4169合金细长轴锻件的实际形状和尺寸,选择合适

GH4169合金盘锻件制备技术发展趋势.docx
GH4169合金盘锻件制备技术发展趋势一、GH4169合金盘锻件制备技术概述GH4169合金是一种高温合金,主要由铬、镍、钼、钛、铝等组成,具有优异的高温强度、耐腐蚀性、耐氧化性和良好的可焊性能。GH4169合金广泛用于航空、航天、能源等高端领域,如涡轮发动机叶轮、高压燃气轮机叶轮、航空发动机燃烧室、核电站蒸汽发生器等重要部件。为了满足高温合金盘锻件的需求,目前工业界采用的GH4169合金盘锻件制备技术主要有以下几种:1.常规锻造方法常规锻造方法主要包括气锤锻造、液压锤锻造、机械压力锻造等。这些方法的共同