
一种提高转子锻件质量的自由锻造方法.pdf

是你****韵呀


1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提高转子锻件质量的自由锻造方法.pdf
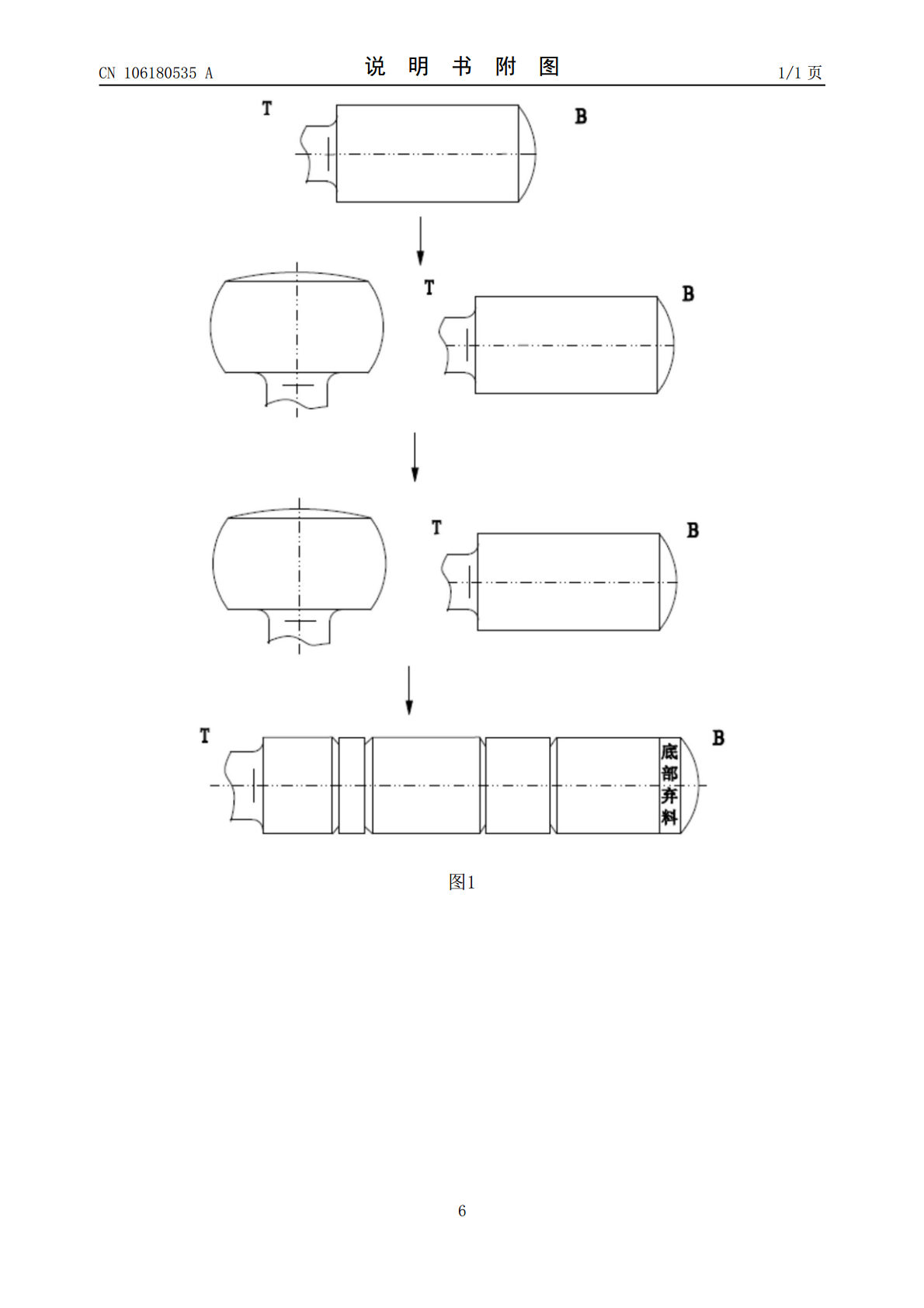
本发明提出了一种提高转子锻件质量的自由锻造方法,依次包括以下步骤:第一火:用砧宽为750mm的窄砧进行压钳把、倒棱和拔长;第二火:换砧宽为900mm的宽砧进行镦粗和拔长;砧宽为W1,锻件变形前的高度为H1,砧宽比W1/H1=0.6~0.9,压下率控制在ε
一种提高7050-T7452自由锻件性能的锻造方法.pdf
本发明涉及一种提高7050‑T7452自由锻件性能的锻造方法,其特征在于,包括步骤1:铝合金坯料热锻;步骤2:铝合金坯料冷变形锻压。步骤1中,坯料的锻造温度为420±10℃,加热系数为2.0min/mm,保温到设定时间后,立即出炉在自由锻锤上变形。本发明的有益效果是:解决了原方案中7050‑T7452自由锻件纵向抗拉强度不合的问题。
一种提高高温合金自由锻件的探伤水平锻造方法.pdf
本发明属锻造技术领域,涉及一种提高高温合金自由锻件的探伤水平锻造方法。该方法包括:采用专用的高温液体材质的保温投料,对马扩和扩孔时制坯毛料进行表面处理;将处理后的毛料置于天然气炉加热,加热要求为:按700℃入炉,预热700℃~950℃×1.1~1.5min/mm,之后升温并控制在到高温1109℃~1150℃×1.0~1.5min/mm;在加热后的毛料上冲通孔,并机加通孔;对机加通孔后的毛料进行马架扩孔和扩孔机扩孔。
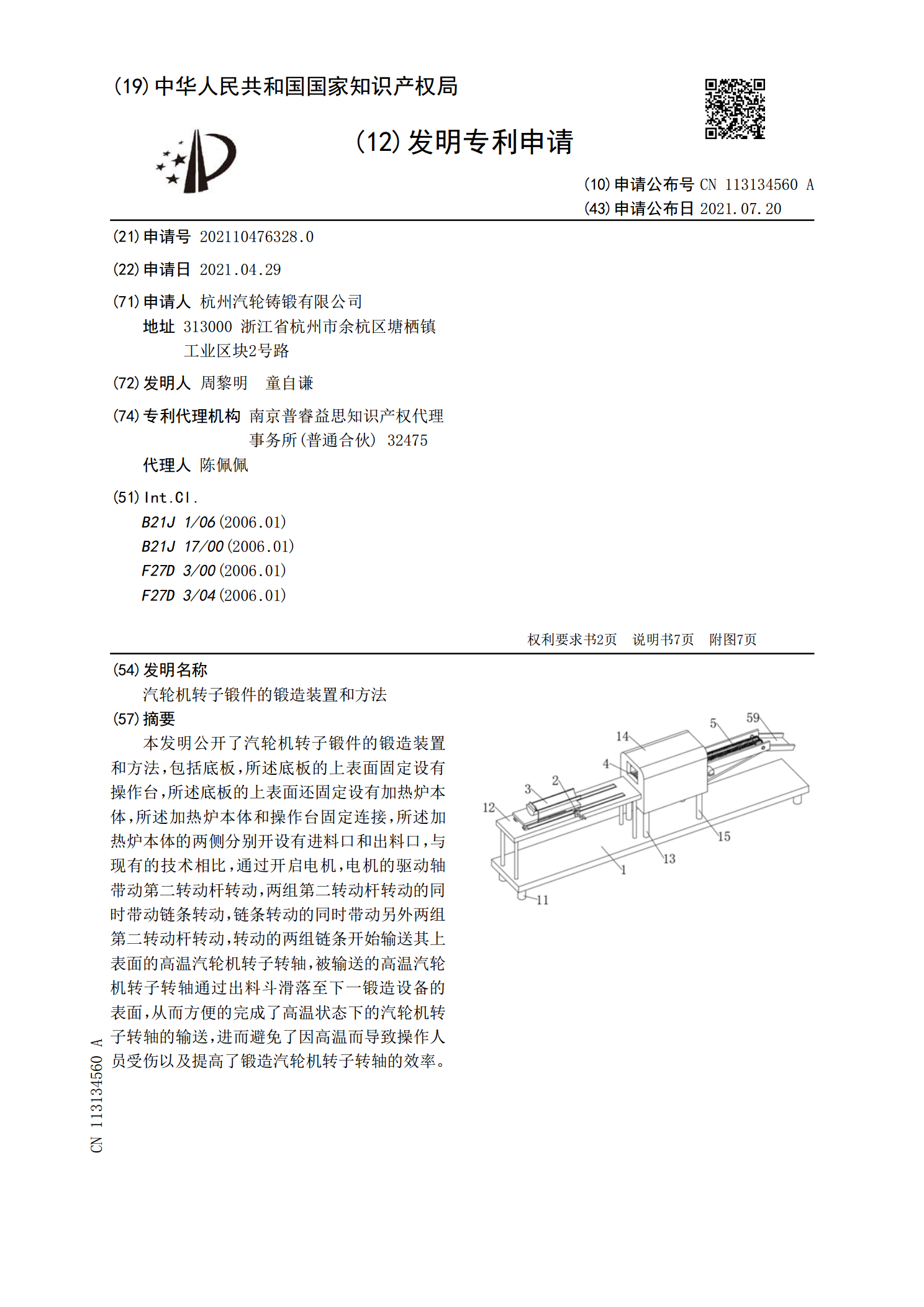
汽轮机转子锻件的锻造装置和方法.pdf
本发明公开了汽轮机转子锻件的锻造装置和方法,包括底板,所述底板的上表面固定设有操作台,所述底板的上表面还固定设有加热炉本体,所述加热炉本体和操作台固定连接,所述加热炉本体的两侧分别开设有进料口和出料口,与现有的技术相比,通过开启电机,电机的驱动轴带动第二转动杆转动,两组第二转动杆转动的同时带动链条转动,链条转动的同时带动另外两组第二转动杆转动,转动的两组链条开始输送其上表面的高温汽轮机转子转轴,被输送的高温汽轮机转子转轴通过出料斗滑落至下一锻造设备的表面,从而方便的完成了高温状态下的汽轮机转子转轴的输送,
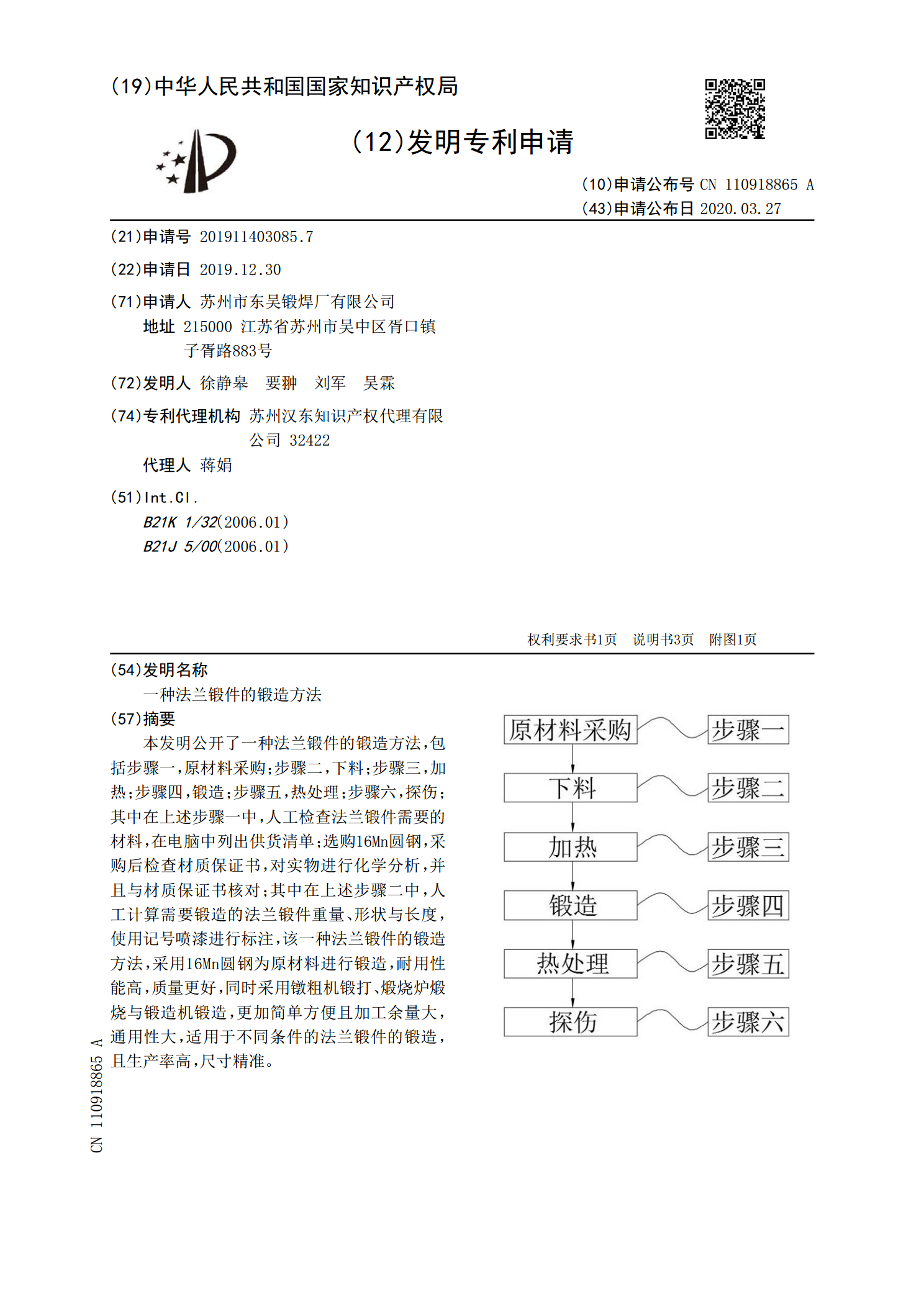
一种法兰锻件的锻造方法.pdf
本发明公开了一种法兰锻件的锻造方法,包括步骤一,原材料采购;步骤二,下料;步骤三,加热;步骤四,锻造;步骤五,热处理;步骤六,探伤;其中在上述步骤一中,人工检查法兰锻件需要的材料,在电脑中列出供货清单;选购16Mn圆钢,采购后检查材质保证书,对实物进行化学分析,并且与材质保证书核对;其中在上述步骤二中,人工计算需要锻造的法兰锻件重量、形状与长度,使用记号喷漆进行标注,该一种法兰锻件的锻造方法,采用16Mn圆钢为原材料进行锻造,耐用性能高,质量更好,同时采用镦粗机锻打、煅烧炉煅烧与锻造机锻造,更加简单方便且