
一种钛合金焊接构件的热处理工艺方法.pdf

白凡****12

1/8
2/8
3/8
4/8

5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钛合金焊接构件的热处理工艺方法.pdf
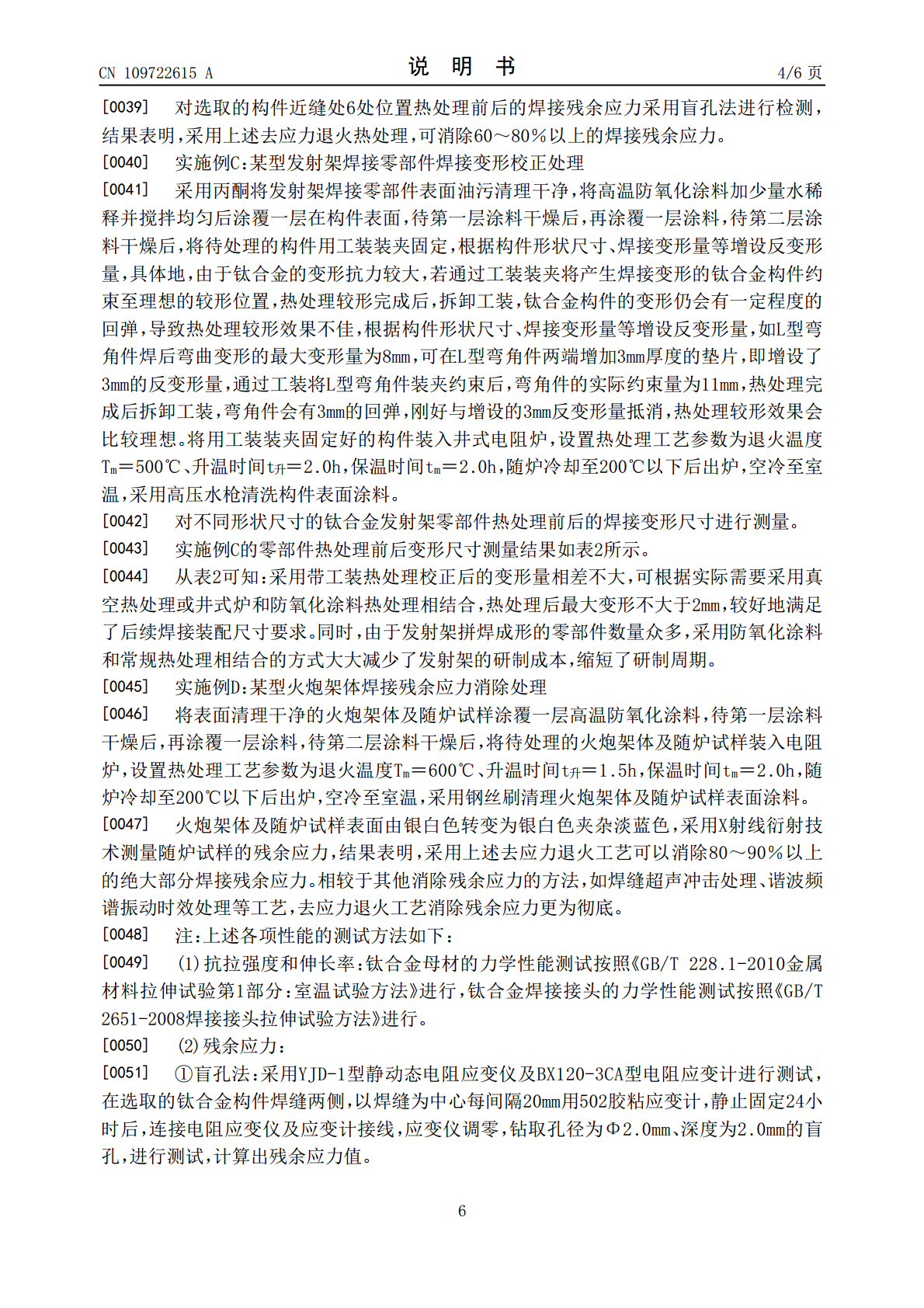
本发明涉及一种钛合金焊接构件的热处理工艺方法,包括以下步骤:(1)清理待处理的钛合金焊接构件表面油污;(2)将高温防氧化涂料加少量水稀释并搅拌均匀后得到高温防氧化涂料水溶液,涂覆在待处理的钛合金焊接构件表面;(3)待高温防氧化涂料水溶液干燥后,将待处理的钛合金焊接构件用工装装夹固定;(4)将用工装装夹固定好的钛合金焊接构件装入电阻炉,设置热处理工艺参数为退火温度T
重型厚板焊接结构件热处理工艺.pdf
本发明涉及一种重型厚板焊接结构件热处理工艺,该工艺方法针对以Q345-B为母材,板厚在200mm左右(结构件中最厚的筋板),焊接方法为C02焊的液压机上横梁为例,以天然气大型回火炉为载体,对某厚板结构焊件进行焊前母材预热热处理,焊接过程中的后热处理,焊接结束后的焊后热处理三种热处理手段,解决了板厚为200mm的Q345-B为母材的重型厚板焊接结构件热处理工艺方法,保证了焊接质量,改善了焊接性能,消除了焊后残余应力,避免了焊后开裂,改善了焊口组织结构,避免了焊件结构的变形,使整体结构达到了预期的综合性能,最

一种钛合金中厚板焊接工艺方法.pdf
本发明涉及焊接领域,具体涉及一种钛合金中厚板焊接工艺方法,所述钛合金中厚板焊接工艺方法包括:将两个钛合金中厚板拼合,并在拼合处的上部设置U型坡口;将待焊面打磨至金属光泽,然后用无水乙醇进行清理;钛合金中厚板1装夹在钛合金中厚板1焊接工装上固定,钛合金中厚板1背面通被保护气;采用激光焊对钛合金中厚板1进行定位焊接;激光焊接;将焊缝表面清理干净;采用氩弧焊进行盖面;与现有技术相比,本发明方法的焊接效率更高,同时无需多层多道焊,焊接变形小,对产品质量更有利。
一种钛合金复杂构件加工工艺.pdf
本发明属于零件加工技术领域,具体涉及一种钛合金复杂构件的加工工艺,其主要技术内容是:将表面清理后的毛坯放到箱式加热炉中加热到80~120℃,保持毛坯周边环境的干净,保温20~40min;所述涂敷润滑剂是将箱式加热炉升温至150℃,将毛坯装箱保温,保温15分钟,涂敷玻璃润滑剂;所述干燥是用专用炉在80~120℃保温20min~2h来烘干毛坯;所述毛坯加热是将毛坯置于箱式加热炉中加热900~950℃,约20min,均热5min;所述等温锻迼采用工频感应加热模具约4.5小时,使模具温度达到900~950℃,再保
一种提高钛合金焊接接头塑韧性的热处理方法.pdf
本发明公开了一种提高钛合金焊接接头塑韧性的热处理方法,提高钛合金焊接接头塑韧性的热处理方法包括以下步骤:S100、对待焊试板进行激光填丝焊接;S200、将经过激光填丝焊接后的焊接试板在800‑1200℃的真空环境内加热一段时间后,再随炉冷却至室温。本发明的一种提高钛合金焊接接头塑韧性的热处理方法,可以提高钛合金焊接接头的塑韧性,并可以保证焊缝强度。为大规模钛合金焊接接头的推广应用提供技术支撑。