
一种钛合金中厚板焊接工艺方法.pdf

是你****嘉嘉

1/6
2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钛合金中厚板焊接工艺方法.pdf
本发明涉及焊接领域,具体涉及一种钛合金中厚板焊接工艺方法,所述钛合金中厚板焊接工艺方法包括:将两个钛合金中厚板拼合,并在拼合处的上部设置U型坡口;将待焊面打磨至金属光泽,然后用无水乙醇进行清理;钛合金中厚板1装夹在钛合金中厚板1焊接工装上固定,钛合金中厚板1背面通被保护气;采用激光焊对钛合金中厚板1进行定位焊接;激光焊接;将焊缝表面清理干净;采用氩弧焊进行盖面;与现有技术相比,本发明方法的焊接效率更高,同时无需多层多道焊,焊接变形小,对产品质量更有利。
一种钛合金焊接构件的热处理工艺方法.pdf
本发明涉及一种钛合金焊接构件的热处理工艺方法,包括以下步骤:(1)清理待处理的钛合金焊接构件表面油污;(2)将高温防氧化涂料加少量水稀释并搅拌均匀后得到高温防氧化涂料水溶液,涂覆在待处理的钛合金焊接构件表面;(3)待高温防氧化涂料水溶液干燥后,将待处理的钛合金焊接构件用工装装夹固定;(4)将用工装装夹固定好的钛合金焊接构件装入电阻炉,设置热处理工艺参数为退火温度T
一种宽幅钛合金中厚板压矫方法.pdf
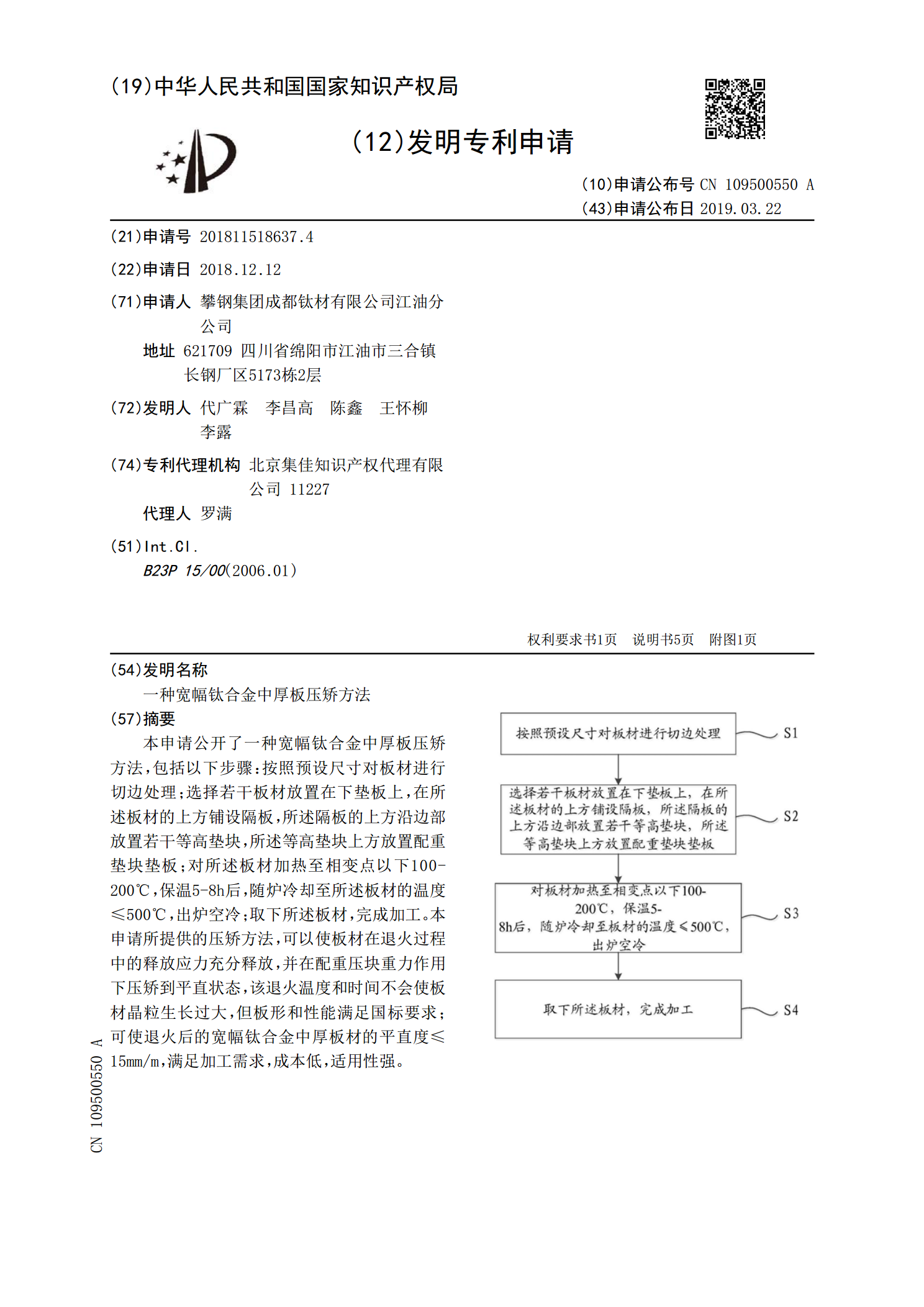
本申请公开了一种宽幅钛合金中厚板压矫方法,包括以下步骤:按照预设尺寸对板材进行切边处理;选择若干板材放置在下垫板上,在所述板材的上方铺设隔板,所述隔板的上方沿边部放置若干等高垫块,所述等高垫块上方放置配重垫块垫板;对所述板材加热至相变点以下100‑200℃,保温5‑8h后,随炉冷却至所述板材的温度≤500℃,出炉空冷;取下所述板材,完成加工。本申请所提供的压矫方法,可以使板材在退火过程中的释放应力充分释放,并在配重压块重力作用下压矫到平直状态,该退火温度和时间不会使板材晶粒生长过大,但板形和性能满足国标要
一种钛合金制件的焊接工艺.pdf
本发明公开了一种钛合金制件的焊接工艺,将钛合金表面预处理后与欲焊接的其它工件组合固定后放入真空热处理炉内,采用三段式升温方式随炉升温至900~950℃,保温,随炉冷却,即得钛合金制件;所述三段式升温方式为:随炉升温至400~450℃,保温10~20min,以5~15℃/min的升温速率将温度升至700~800℃,保温30~40min,继续以5℃/min的升温速率将温度升至900~950℃,保温30~40min,随炉冷却。本发明钛合金制件具有较好的抗拉强度;本发明焊接工艺简便、生产效率高,同时可以有效避免传

钛合金焊接工艺论文.docx
钛合金焊接工艺论文1、钛合金焊接工艺1.1焊接材料钛合金焊接一般使用成分与母材相同的焊丝有时为了提高接头的韧性在焊接接头强度方面降低要求应当选择低于母材强度的焊丝。通常将在真空有条件下经过退火处理TA1~TA6和TC3等焊丝用做钛合金焊接如果以上提到的焊丝无法供应时可将母材剪切成窄条作为焊丝。1.2焊前清理钛合金的焊前清理工作非常重要通常因为附着污物会引发气孔和夹杂杂质等问题影响焊丝焊接后焊缝的抗腐蚀性和强度因而钛合金在焊接前必须进行清