
一种提高钛合金焊接接头塑韧性的热处理方法.pdf

是浩****32


1/10
2/10
3/10
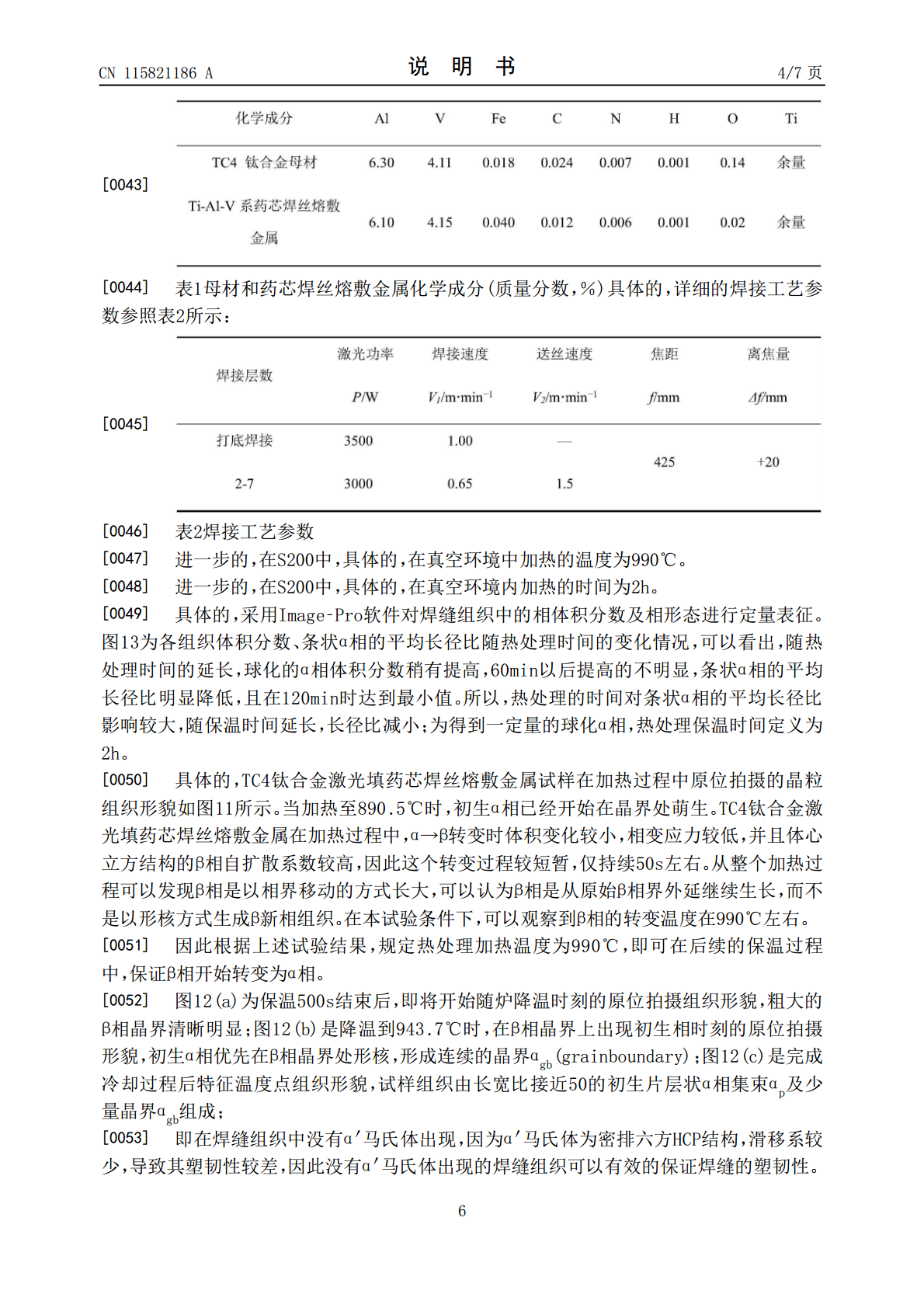
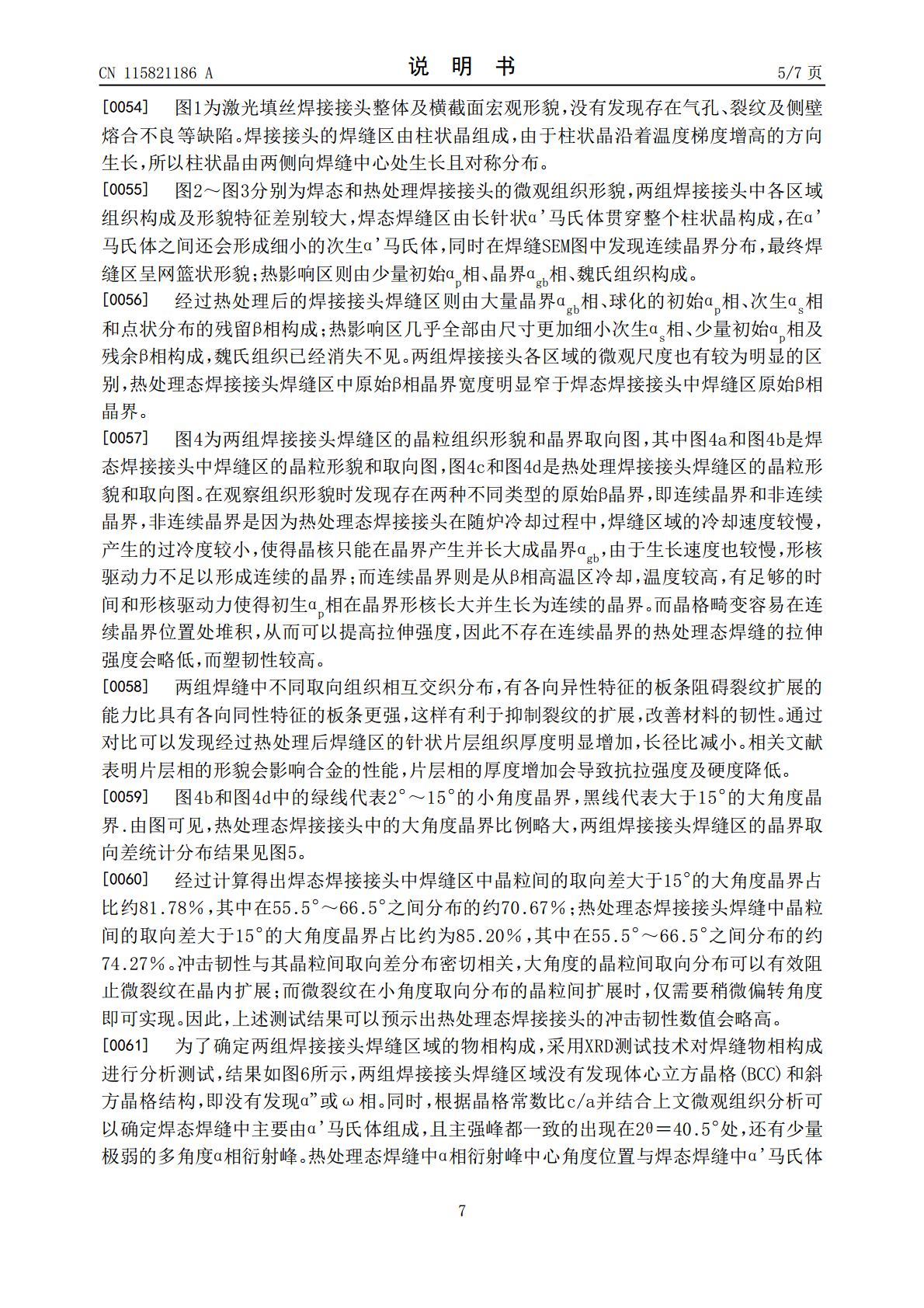
4/10
5/10
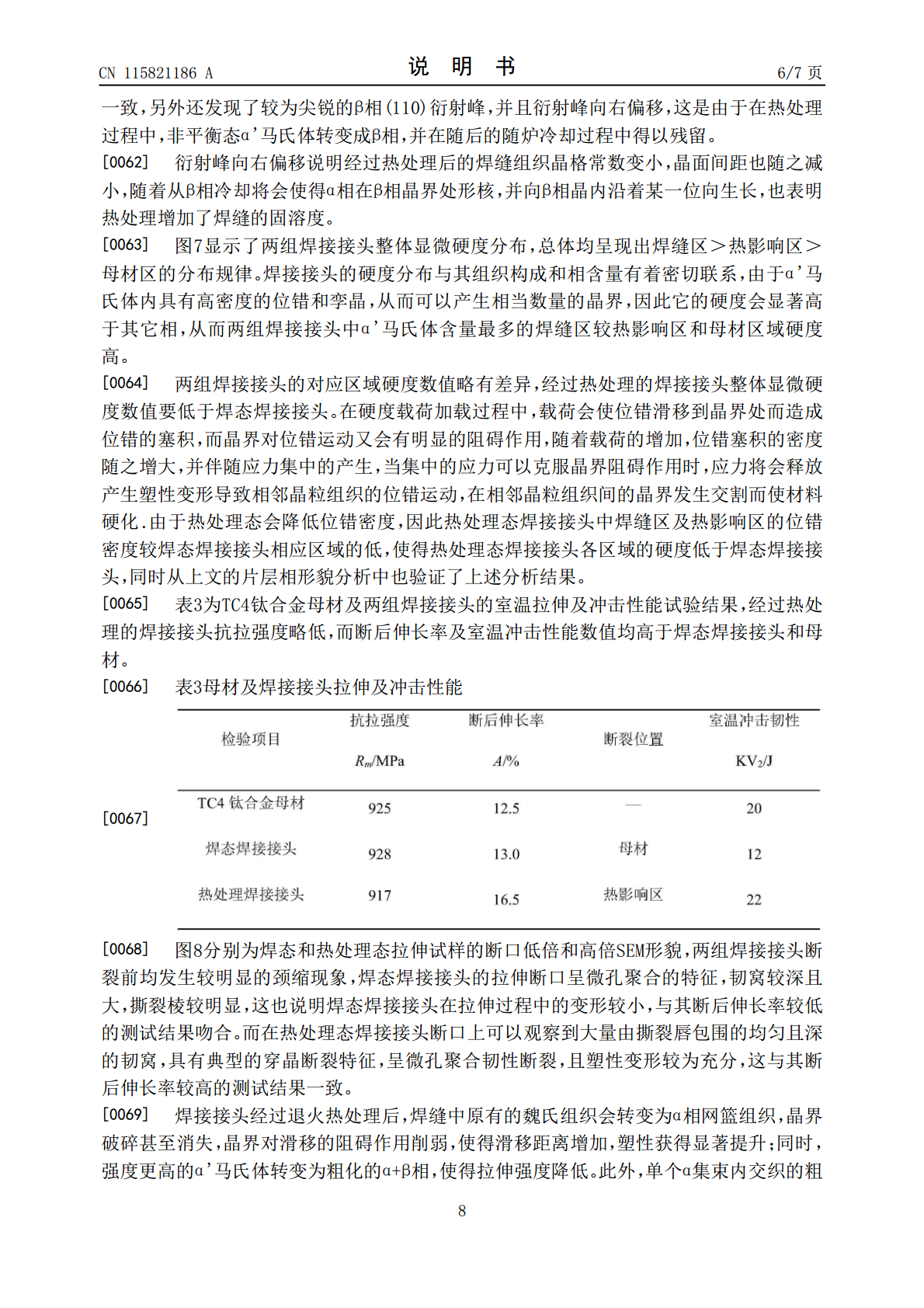
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种提高钛合金焊接接头塑韧性的热处理方法.pdf
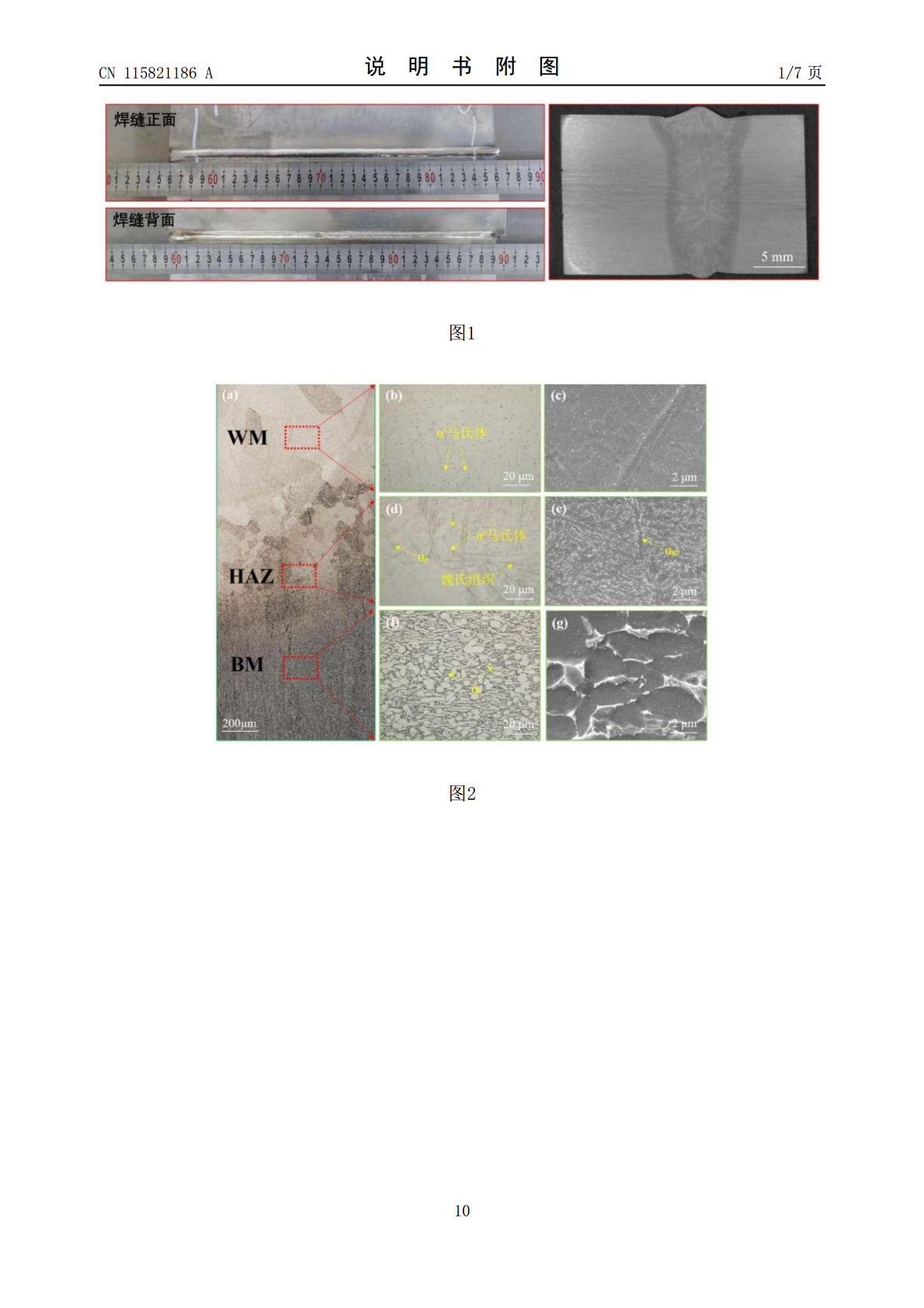
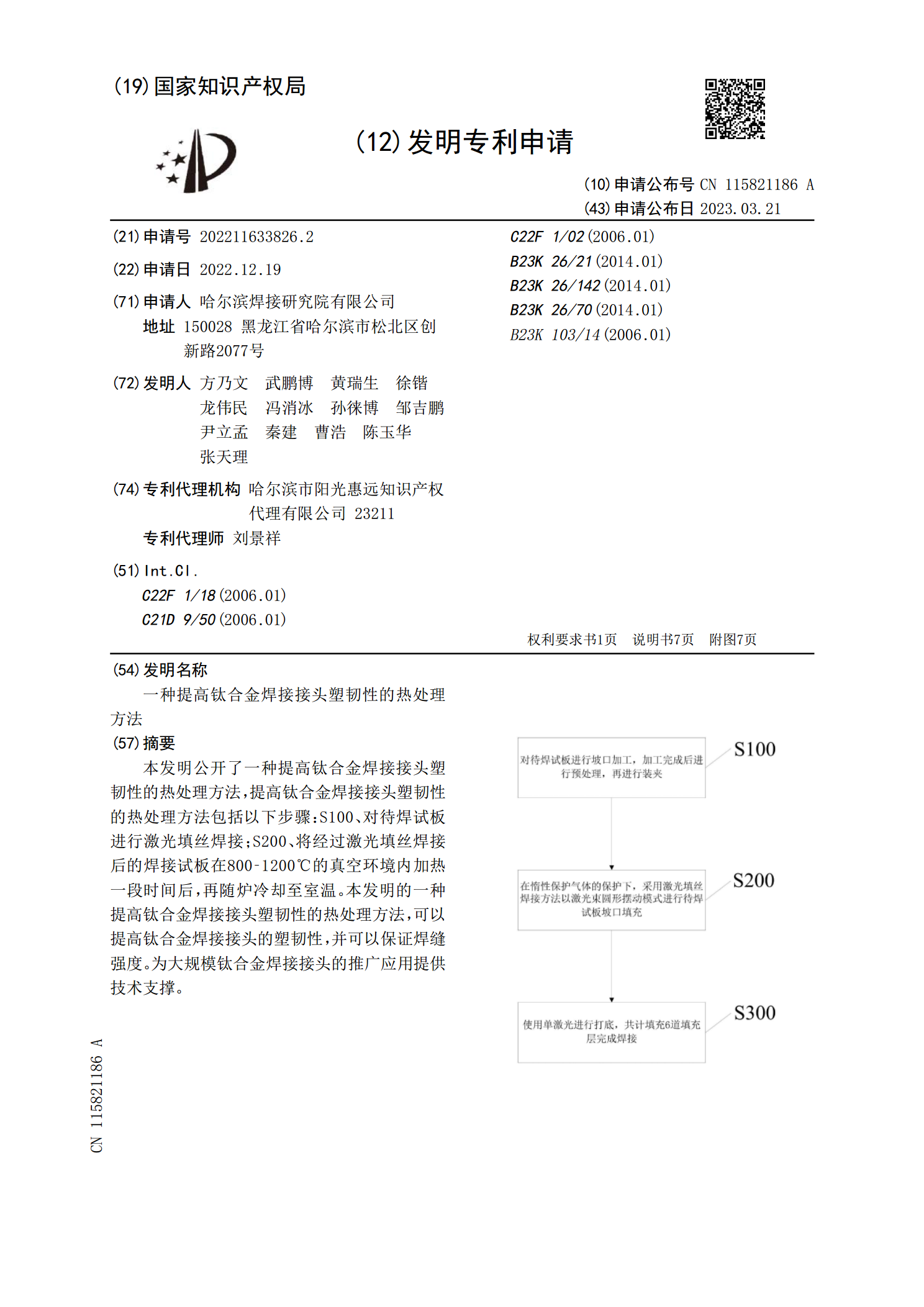
本发明公开了一种提高钛合金焊接接头塑韧性的热处理方法,提高钛合金焊接接头塑韧性的热处理方法包括以下步骤:S100、对待焊试板进行激光填丝焊接;S200、将经过激光填丝焊接后的焊接试板在800‑1200℃的真空环境内加热一段时间后,再随炉冷却至室温。本发明的一种提高钛合金焊接接头塑韧性的热处理方法,可以提高钛合金焊接接头的塑韧性,并可以保证焊缝强度。为大规模钛合金焊接接头的推广应用提供技术支撑。

提高高强度焊接接头低温韧性的热处理方法.pdf
本发明涉及提高高强度焊接接头低温韧性的热处理方法,可有效解决提高高强度钢焊接接头的低温韧性问题,方法是,采用电加热装置,将低合金高强钢的焊接接头置于电加热装置内,完全遮盖住焊接接头,通过调节电流和电加热装置的模块,以40‑60℃/h的速度从室温加热至550‑650℃,停留60‑100分钟,然后以40‑60℃/h的速度冷却至150‑250℃以下,提升接头‑20℃冲击功,实现连续对高强度钢焊接接头的热处理。本发明方法新颖独特,简单,易操作,工作效率高,产品质量好,节能环保,经济和社会效益巨大。
一种提高高强塑积中锰钢激光焊接接头塑性的热处理方法.pdf
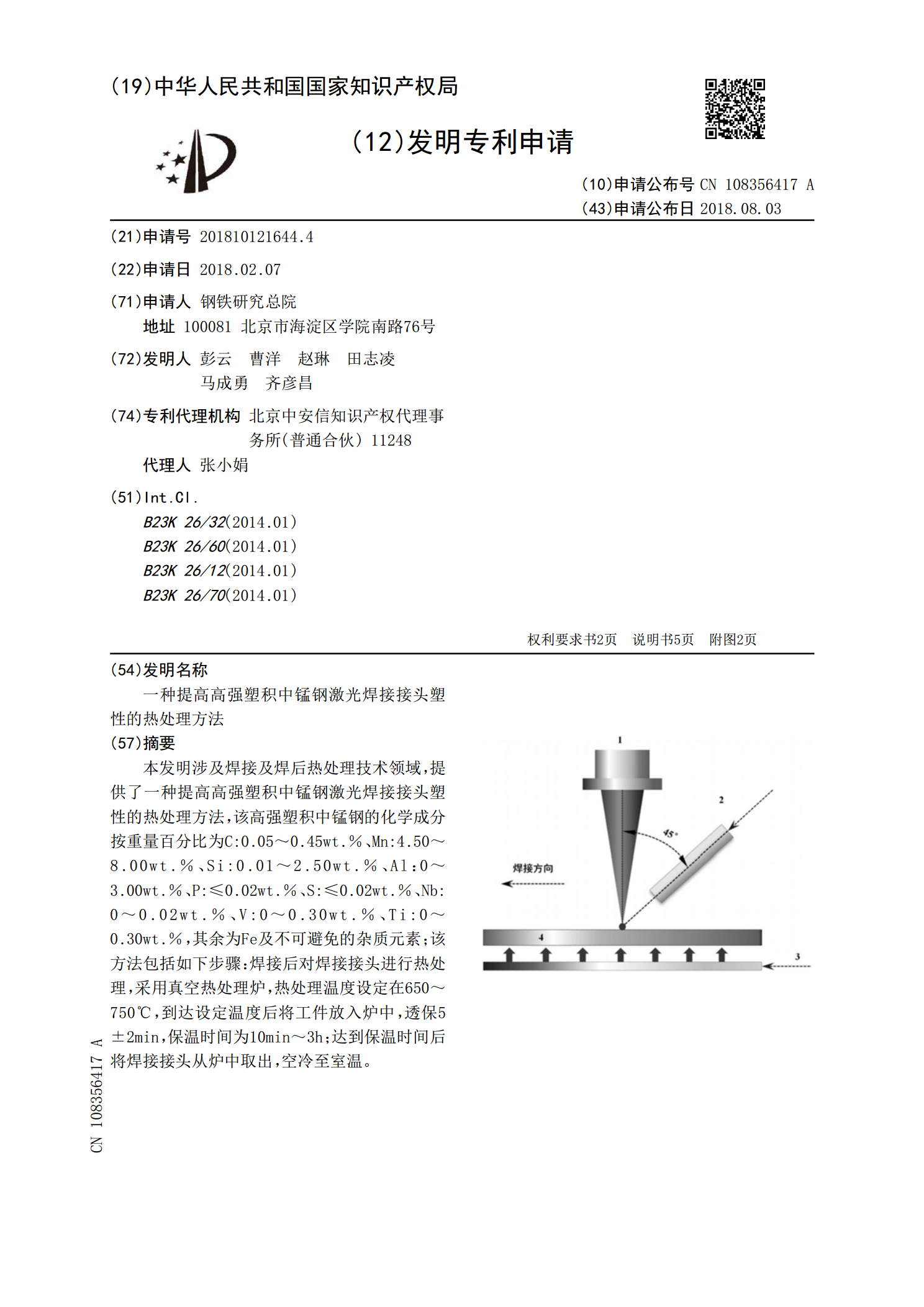
本发明涉及焊接及焊后热处理技术领域,提供了一种提高高强塑积中锰钢激光焊接接头塑性的热处理方法,该高强塑积中锰钢的化学成分按重量百分比为C:0.05~0.45wt.%、Mn:4.50~8.00wt.%、Si:0.01~2.50wt.%、Al:0~3.00wt.%、P:≤0.02wt.%、S:≤0.02wt.%、Nb:0~0.02wt.%、V:0~0.30wt.%、Ti:0~0.30wt.%,其余为Fe及不可避免的杂质元素;该方法包括如下步骤:焊接后对焊接接头进行热处理,采用真空热处理炉,热处理温度设定在65
一种优化钛合金线性摩擦焊接头显微硬度的热处理方法.pdf
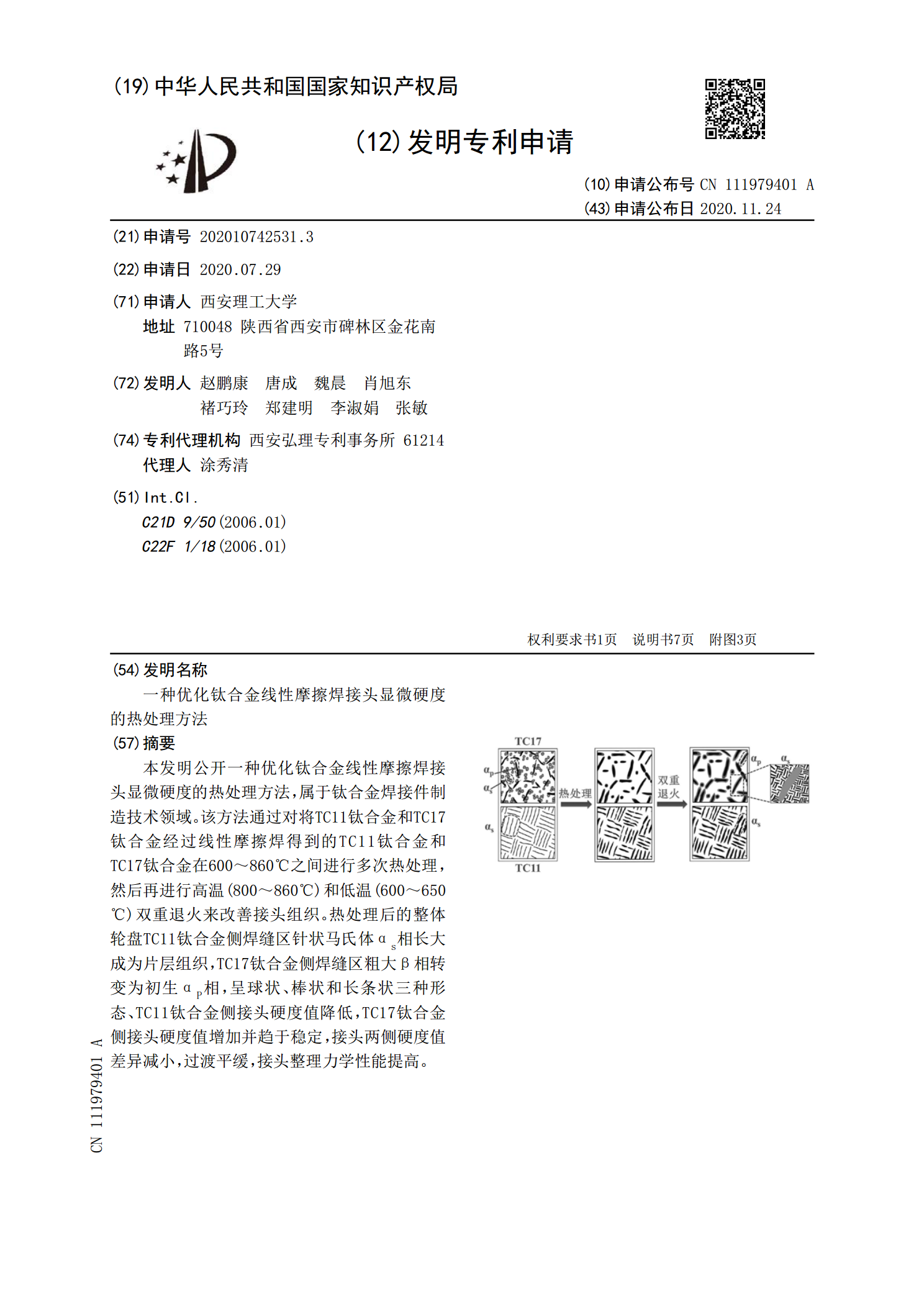
本发明公开一种优化钛合金线性摩擦焊接头显微硬度的热处理方法,属于钛合金焊接件制造技术领域。该方法通过对将TC11钛合金和TC17钛合金经过线性摩擦焊得到的TC11钛合金和TC17钛合金在600~860℃之间进行多次热处理,然后再进行高温(800~860℃)和低温(600~650℃)双重退火来改善接头组织。热处理后的整体轮盘TC11钛合金侧焊缝区针状马氏体α

一种用于改善钛合金焊接接头热影响区冲击韧性的方法.pdf
本发明属于钛合金焊接技术领域,公开了一种用于改善钛合金焊接接头热影响区冲击韧性的方法,首先对待焊钛合金工件的坡口及其附近区域进行清理;然后对坡口表面使用手工TIG电弧进行摆动预热处理,使坡口表面温度为963℃~1668℃;待坡口表面温度随空气中冷却至室温后,进行常规焊接作业。本发明形成的组织与原预热形成的交错互锁的组织实现缠结,保留下来部分手工TIG摆动预热的组织特征,该组织特征实现了焊接接头热影响区位置冲击韧性的提升,有效解决了传统单一电子束焊、等离子焊、激光焊、窄间隙熔化极焊等焊接方法下,钛合金热影响