
一种减速机箱体铸造液及其浇筑减速机箱体的方法.pdf

骊蓉****23

1/8

2/8

3/8
4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种减速机箱体铸造液及其浇筑减速机箱体的方法.pdf
本发明是一种减速机箱体铸造液及其浇筑减速机箱体的方法,铸造液的具体组成成分及质量百分比如下:废铁10‑20%;生铁15‑20%;废钢30‑40%;硅铁1‑2%;锰铁1‑2%;增碳剂3‑5%;铬0.75‑0.85%;钒0.05‑0.1%;回炉料20‑30%;球化剂1‑2%。浇筑减速机箱体的方法为:以型砂和芯砂为造型材料制成铸型;选择铸造配料,并将铸造配料进行火焰烘烤,生成铸造液;向合模之后的铸型内浇筑铸造液;保温冷却后取出铸件,然后去除浇冒口,淬火;将处理后的铸件经喷丸清理和机械加工得到减速机箱体,并检验入
一种减速机箱体铸造工艺.pdf
一种减速机箱体铸造工艺为,先将10%的废铁加入电炉内熔化成钢水,再投入3.7%的添碳剂,待电炉内温度升至1100‑1200℃时,在加入0.75‑0.85%的铬、0.05‑0.09%的钒、20%的生铁、50%的废钢和30%的回炉料,之后电炉内升温至1530℃‑1540℃,加入1.2%的球化剂,反应时间在45s‑80s之间,之后出铁,出铁后进行浇注,浇注温度控制在1345℃‑1395℃之间,浇注时间在5min‑8min之间,之后取出铸件退火去应力,待其冷却至室温喷丸清理、机械加工,检验后入库,得到减速机机箱;
一种减速机箱体铸造用模具.pdf
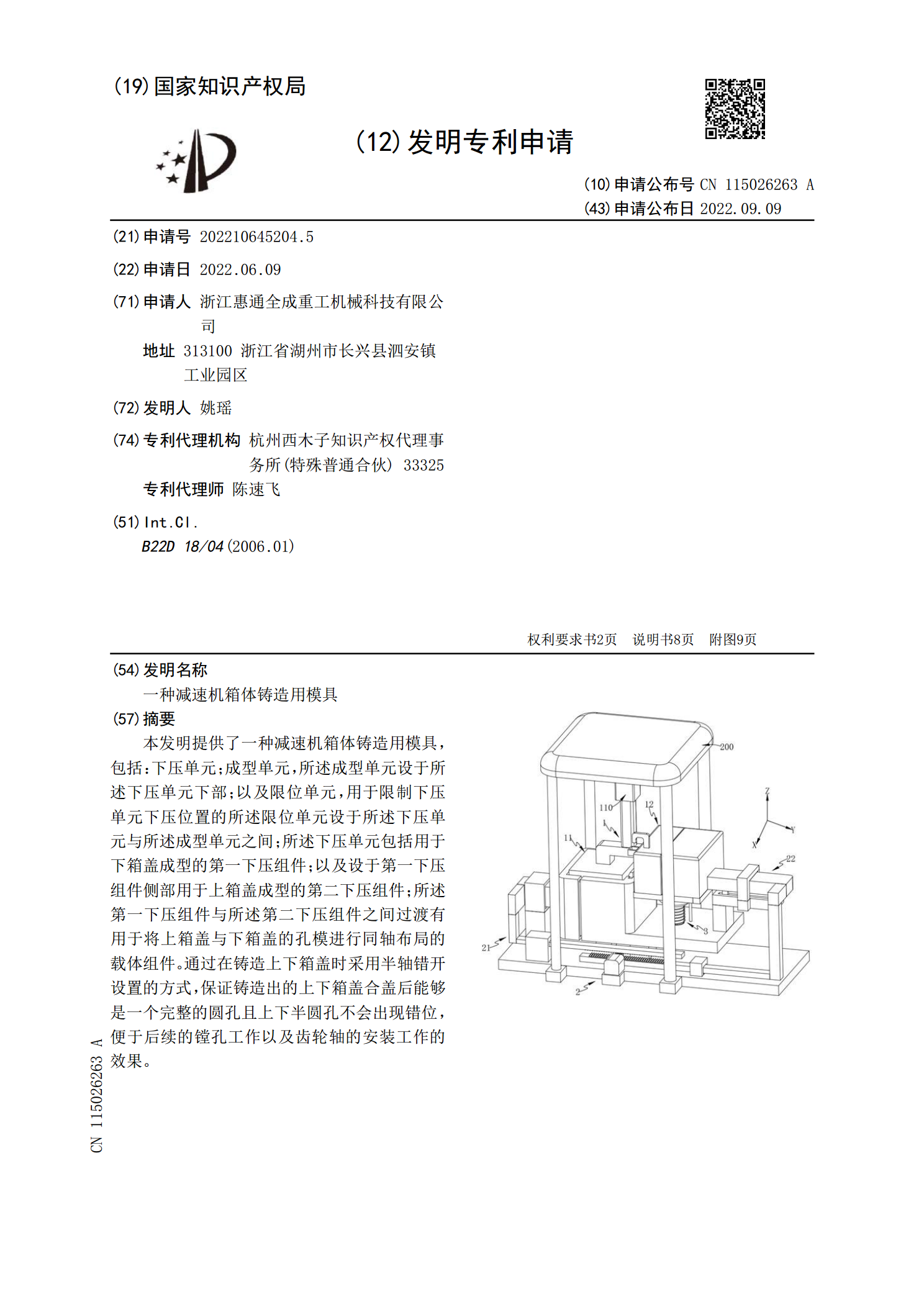
本发明提供了一种减速机箱体铸造用模具,包括:下压单元;成型单元,所述成型单元设于所述下压单元下部;以及限位单元,用于限制下压单元下压位置的所述限位单元设于所述下压单元与所述成型单元之间;所述下压单元包括用于下箱盖成型的第一下压组件;以及设于第一下压组件侧部用于上箱盖成型的第二下压组件;所述第一下压组件与所述第二下压组件之间过渡有用于将上箱盖与下箱盖的孔模进行同轴布局的载体组件。通过在铸造上下箱盖时采用半轴错开设置的方式,保证铸造出的上下箱盖合盖后能够是一个完整的圆孔且上下半圆孔不会出现错位,便于后续的镗孔
一种齿轮减速机箱体.pdf
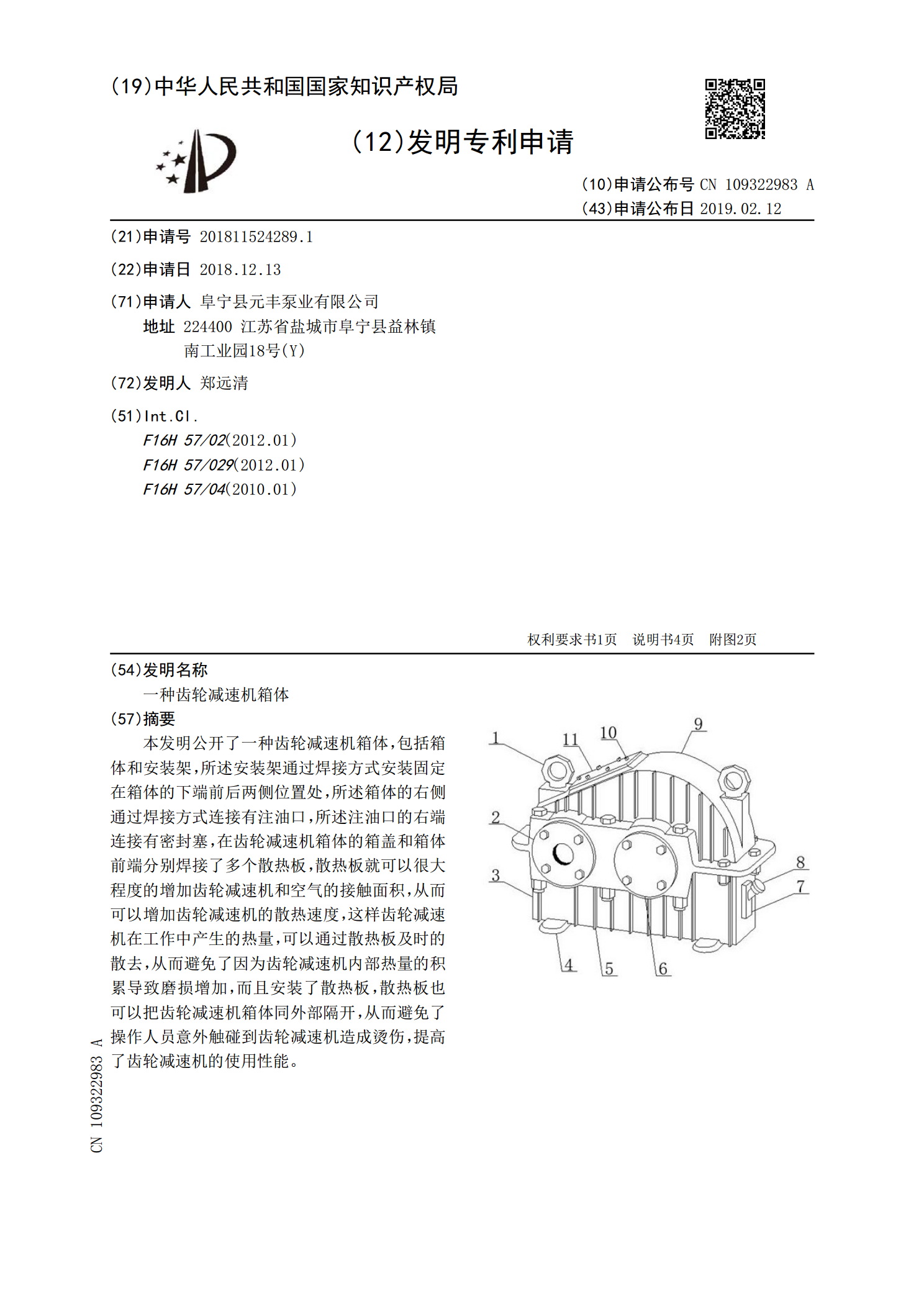
本发明公开了一种齿轮减速机箱体,包括箱体和安装架,所述安装架通过焊接方式安装固定在箱体的下端前后两侧位置处,所述箱体的右侧通过焊接方式连接有注油口,所述注油口的右端连接有密封塞,在齿轮减速机箱体的箱盖和箱体前端分别焊接了多个散热板,散热板就可以很大程度的增加齿轮减速机和空气的接触面积,从而可以增加齿轮减速机的散热速度,这样齿轮减速机在工作中产生的热量,可以通过散热板及时的散去,从而避免了因为齿轮减速机内部热量的积累导致磨损增加,而且安装了散热板,散热板也可以把齿轮减速机箱体同外部隔开,从而避免了操作人员意
一种斜齿轮减速机的箱体齿轮传动装置及其使用方法.pdf
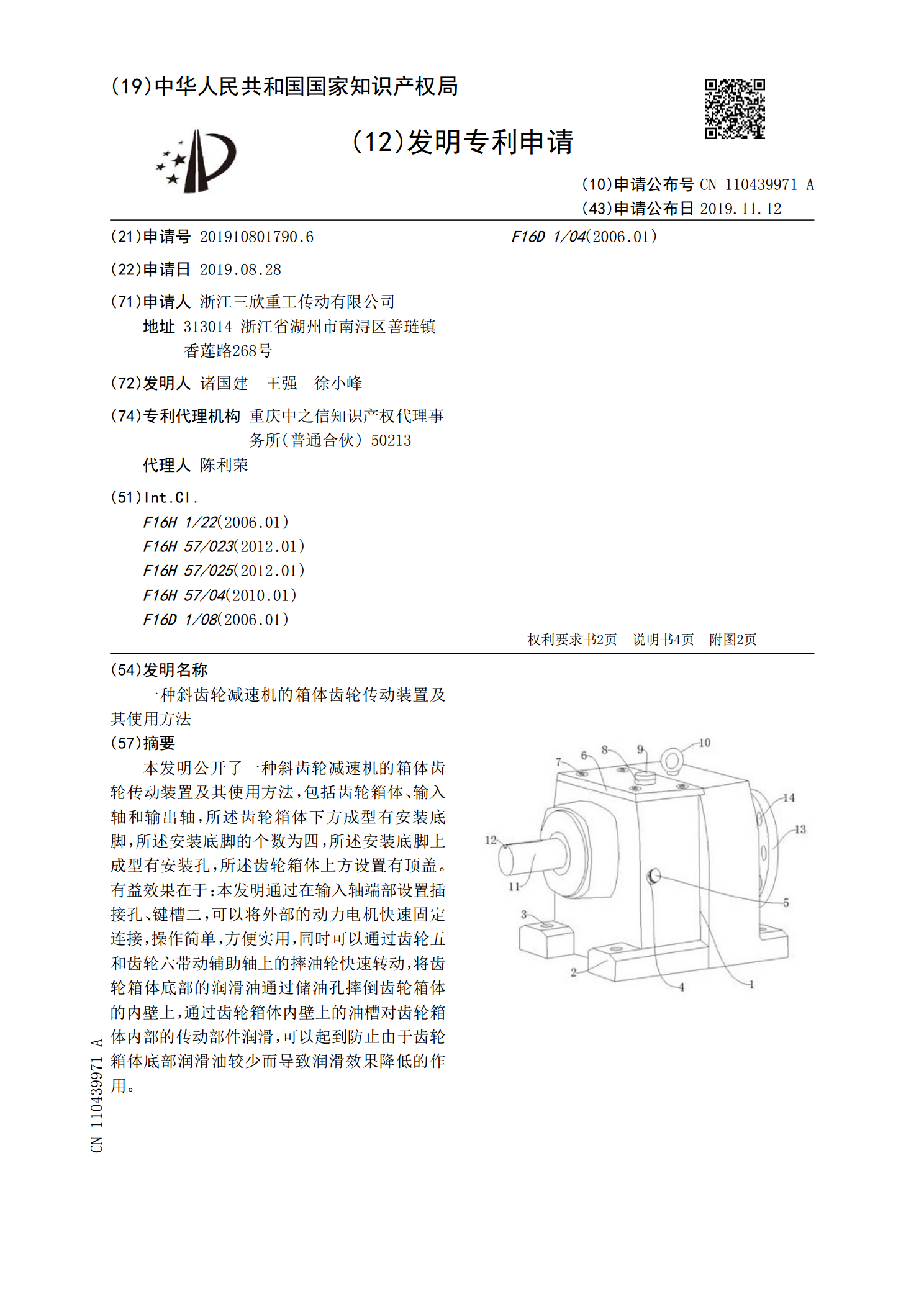
本发明公开了一种斜齿轮减速机的箱体齿轮传动装置及其使用方法,包括齿轮箱体、输入轴和输出轴,所述齿轮箱体下方成型有安装底脚,所述安装底脚的个数为四,所述安装底脚上成型有安装孔,所述齿轮箱体上方设置有顶盖。有益效果在于:本发明通过在输入轴端部设置插接孔、键槽二,可以将外部的动力电机快速固定连接,操作简单,方便实用,同时可以通过齿轮五和齿轮六带动辅助轴上的摔油轮快速转动,将齿轮箱体底部的润滑油通过储油孔摔倒齿轮箱体的内壁上,通过齿轮箱体内壁上的油槽对齿轮箱体内部的传动部件润滑,可以起到防止由于齿轮箱体底部润滑油