
一种机筒耐磨套的制作方法.pdf

听容****55


1/10

2/10
3/10

4/10

5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共31页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种机筒耐磨套的制作方法.pdf
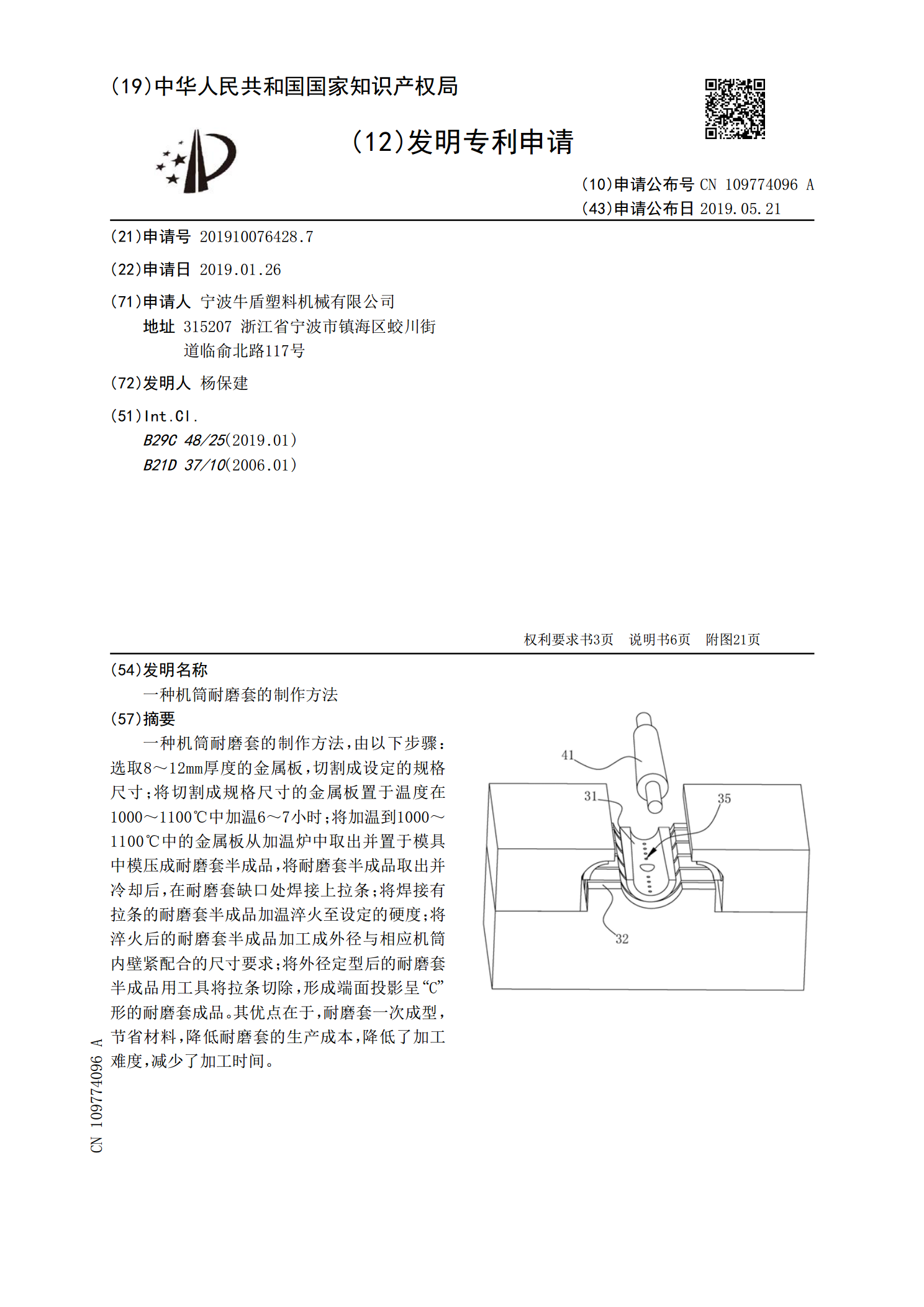
一种机筒耐磨套的制作方法,由以下步骤:选取8~12mm厚度的金属板,切割成设定的规格尺寸;将切割成规格尺寸的金属板置于温度在1000~1100℃中加温6~7小时;将加温到1000~1100℃中的金属板从加温炉中取出并置于模具中模压成耐磨套半成品,将耐磨套半成品取出并冷却后,在耐磨套缺口处焊接上拉条;将焊接有拉条的耐磨套半成品加温淬火至设定的硬度;将淬火后的耐磨套半成品加工成外径与相应机筒内壁紧配合的尺寸要求;将外径定型后的耐磨套半成品用工具将拉条切除,形成端面投影呈“C”形的耐磨套成品。其优点在于,耐磨套
一种螺杆机筒耐磨层的制作方法.pdf
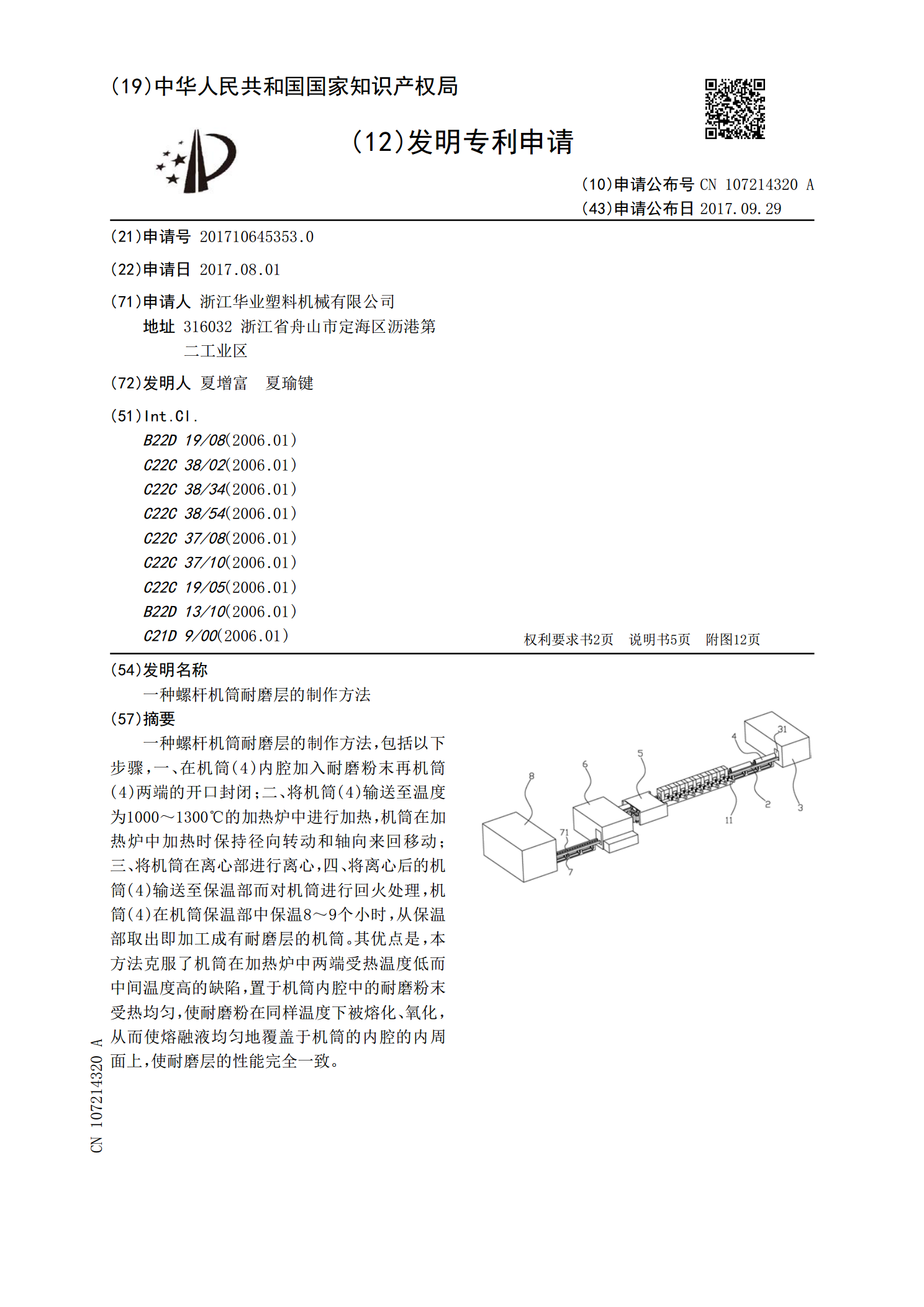
一种螺杆机筒耐磨层的制作方法,包括以下步骤,一、在机筒(4)内腔加入耐磨粉末再机筒(4)两端的开口封闭;二、将机筒(4)输送至温度为1000~1300℃的加热炉中进行加热,机筒在加热炉中加热时保持径向转动和轴向来回移动;三、将机筒在离心部进行离心,四、将离心后的机筒(4)输送至保温部而对机筒进行回火处理,机筒(4)在机筒保温部中保温8~9个小时,从保温部取出即加工成有耐磨层的机筒。其优点是,本方法克服了机筒在加热炉中两端受热温度低而中间温度高的缺陷,置于机筒内腔中的耐磨粉末受热均匀,使耐磨粉在同样温度下被
一种机筒耐磨层的制备方法.pdf
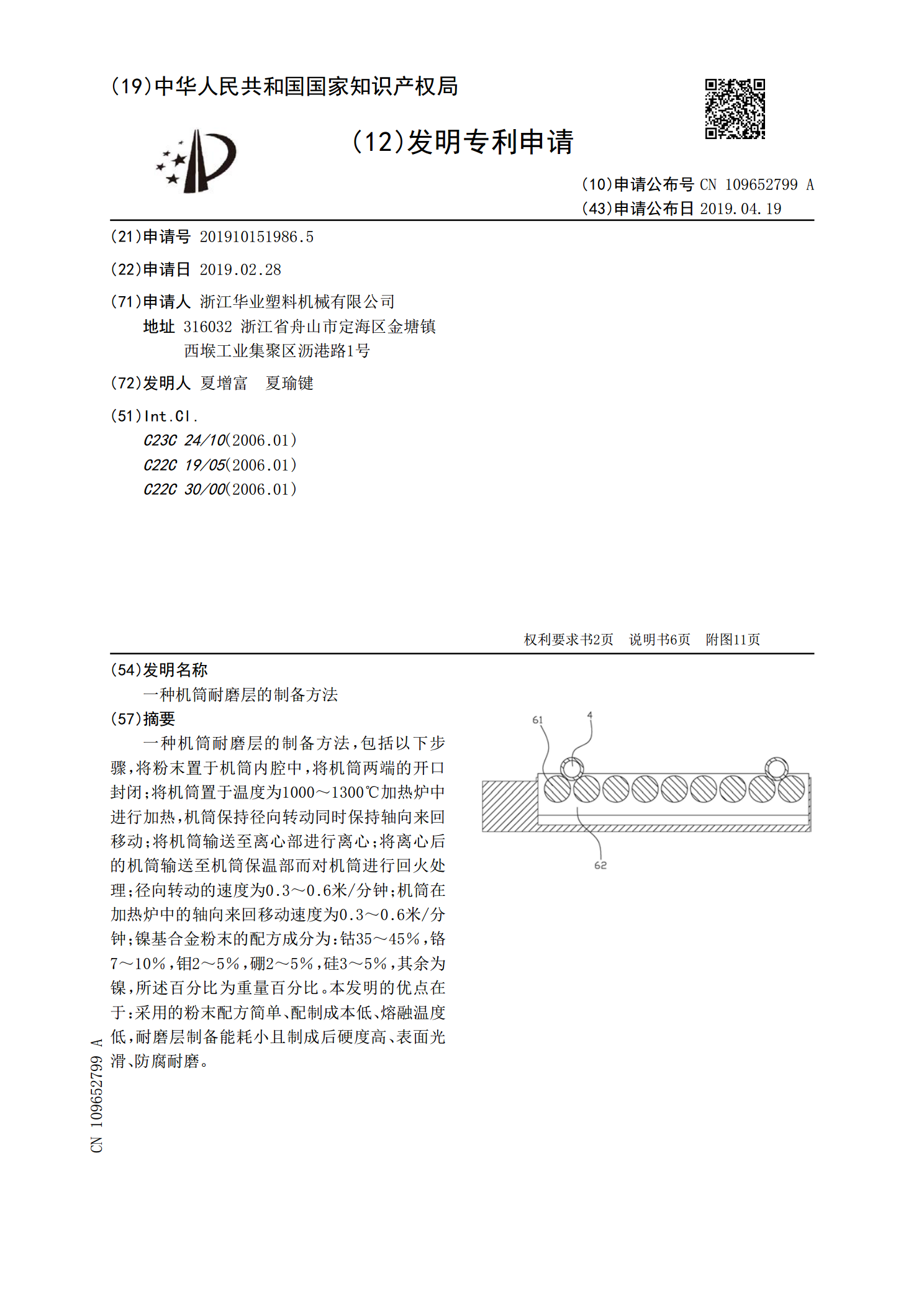
一种机筒耐磨层的制备方法,包括以下步骤,将粉末置于机筒内腔中,将机筒两端的开口封闭;将机筒置于温度为1000~1300℃加热炉中进行加热,机筒保持径向转动同时保持轴向来回移动;将机筒输送至离心部进行离心;将离心后的机筒输送至机筒保温部而对机筒进行回火处理;径向转动的速度为0.3~0.6米/分钟;机筒在加热炉中的轴向来回移动速度为0.3~0.6米/分钟;镍基合金粉末的配方成分为:钴35~45%,铬7~10%,钼2~5%,硼2~5%,硅3~5%,其余为镍,所述百分比为重量百分比。本发明的优点在于:采用的粉末配
一种机筒防腐耐磨层的制备方法.pdf
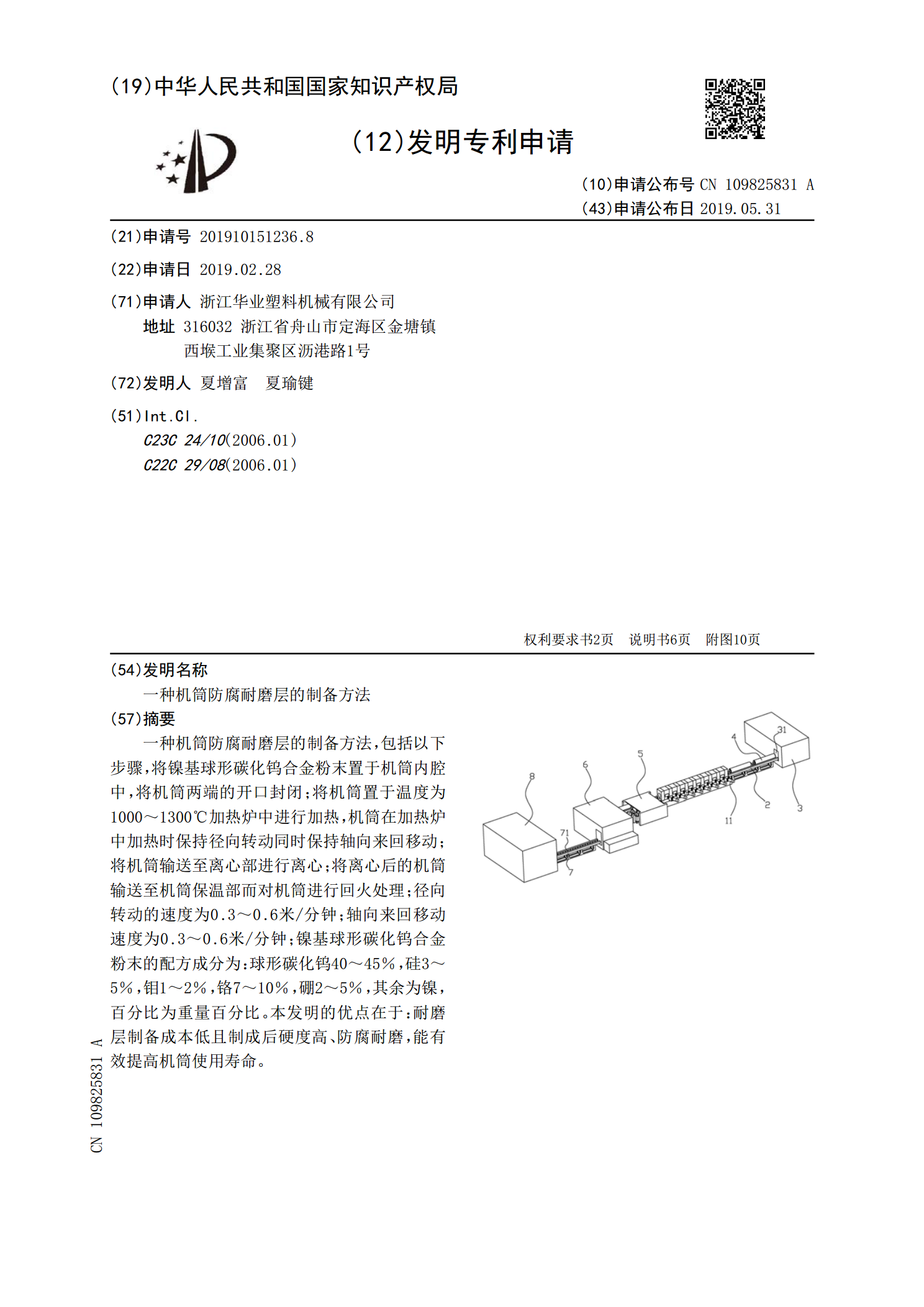
一种机筒防腐耐磨层的制备方法,包括以下步骤,将镍基球形碳化钨合金粉末置于机筒内腔中,将机筒两端的开口封闭;将机筒置于温度为1000~1300℃加热炉中进行加热,机筒在加热炉中加热时保持径向转动同时保持轴向来回移动;将机筒输送至离心部进行离心;将离心后的机筒输送至机筒保温部而对机筒进行回火处理;径向转动的速度为0.3~0.6米/分钟;轴向来回移动速度为0.3~0.6米/分钟;镍基球形碳化钨合金粉末的配方成分为:球形碳化钨40~45%,硅3~5%,钼1~2%,铬7~10%,硼2~5%,其余为镍,百分比为重量百
一种机筒耐磨层的加工装置.pdf
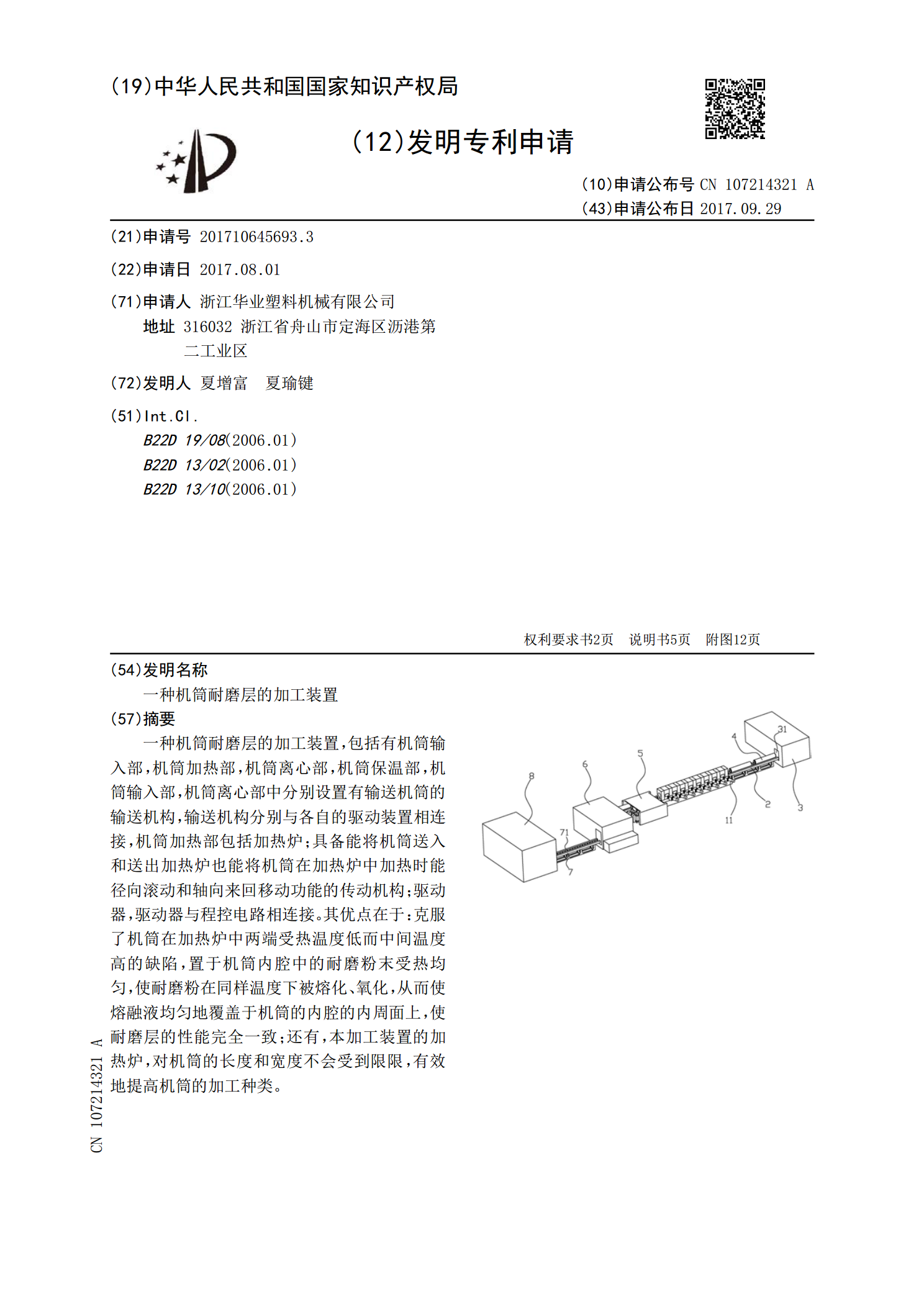
一种机筒耐磨层的加工装置,包括有机筒输入部,机筒加热部,机筒离心部,机筒保温部,机筒输入部,机筒离心部中分别设置有输送机筒的输送机构,输送机构分别与各自的驱动装置相连接,机筒加热部包括加热炉;具备能将机筒送入和送出加热炉也能将机筒在加热炉中加热时能径向滚动和轴向来回移动功能的传动机构;驱动器,驱动器与程控电路相连接。其优点在于:克服了机筒在加热炉中两端受热温度低而中间温度高的缺陷,置于机筒内腔中的耐磨粉末受热均匀,使耐磨粉在同样温度下被熔化、氧化,从而使熔融液均匀地覆盖于机筒的内腔的内周面上,使耐磨层的性