
一种真空热压炉用石墨模具及其填料脱模方法.pdf

星菱****23

1/10

2/10
3/10
4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种真空热压炉用石墨模具及其填料脱模方法.pdf
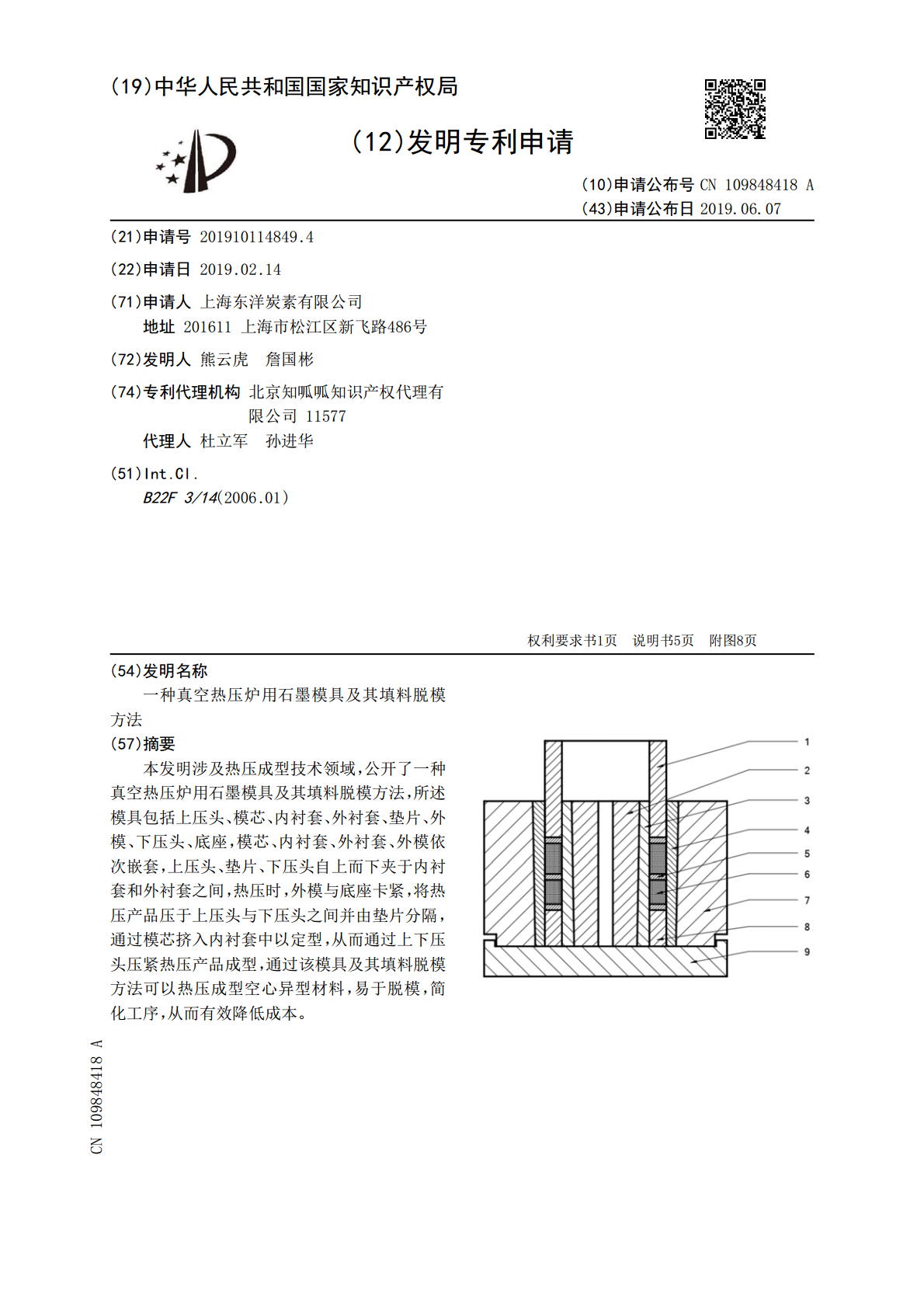
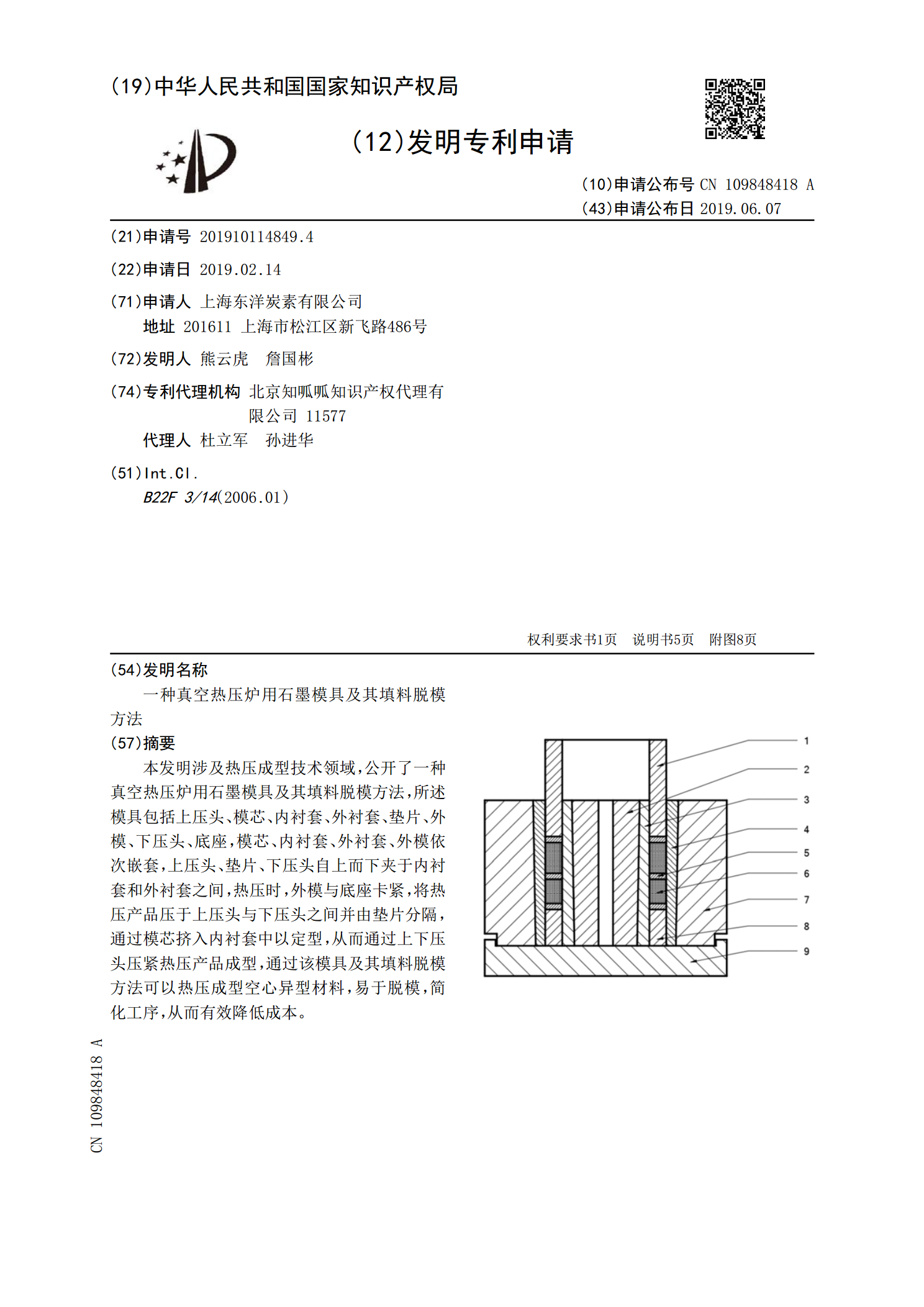
本发明涉及热压成型技术领域,公开了一种真空热压炉用石墨模具及其填料脱模方法,所述模具包括上压头、模芯、内衬套、外衬套、垫片、外模、下压头、底座,模芯、内衬套、外衬套、外模依次嵌套,上压头、垫片、下压头自上而下夹于内衬套和外衬套之间,热压时,外模与底座卡紧,将热压产品压于上压头与下压头之间并由垫片分隔,通过模芯挤入内衬套中以定型,从而通过上下压头压紧热压产品成型,通过该模具及其填料脱模方法可以热压成型空心异型材料,易于脱模,简化工序,从而有效降低成本。
一种真空热压炉用高强度炭/炭热压模具的制备方法.pdf
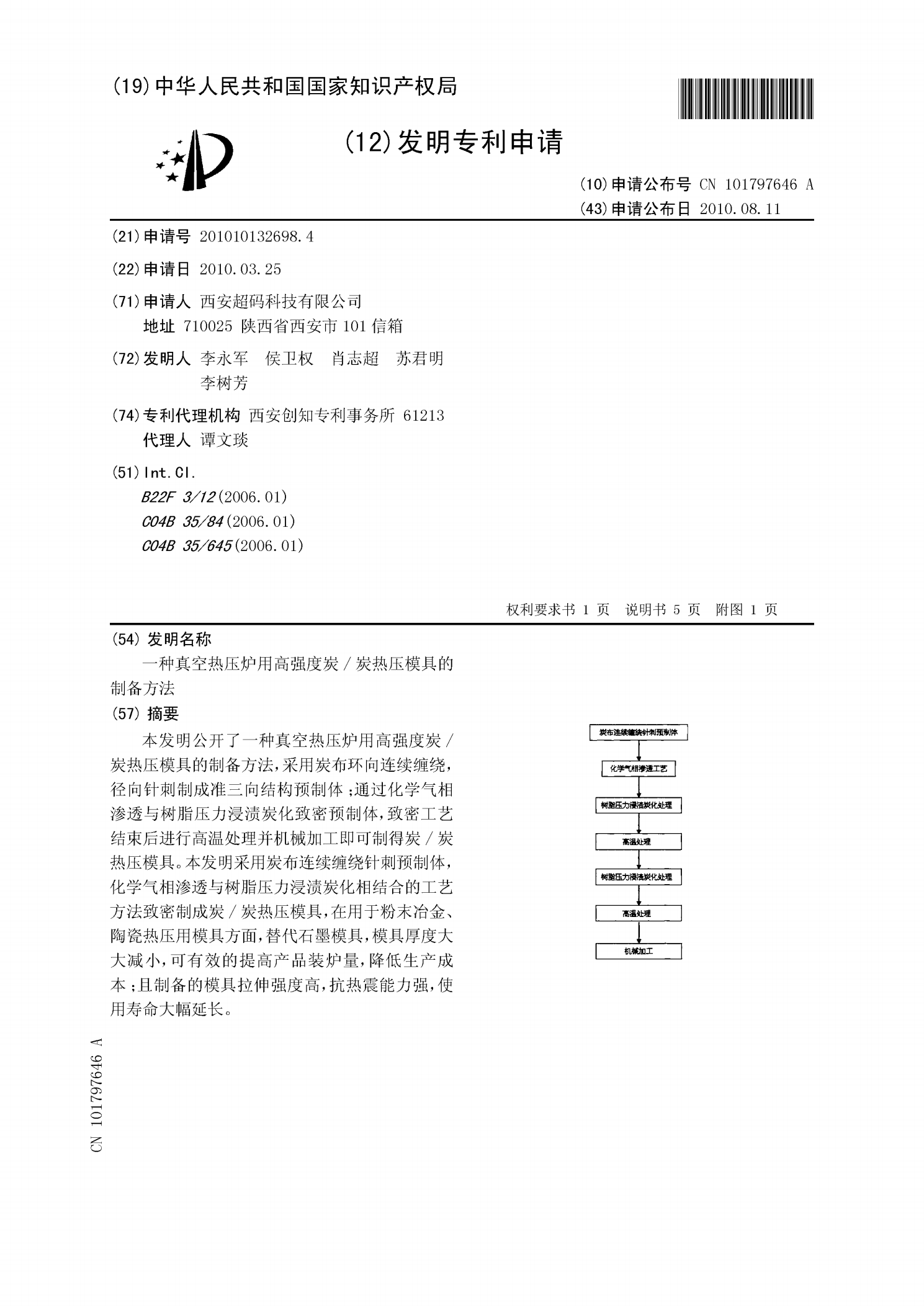
本发明公开了一种真空热压炉用高强度炭/炭热压模具的制备方法,采用炭布环向连续缠绕,径向针刺制成准三向结构预制体;通过化学气相渗透与树脂压力浸渍炭化致密预制体,致密工艺结束后进行高温处理并机械加工即可制得炭/炭热压模具。本发明采用炭布连续缠绕针刺预制体,化学气相渗透与树脂压力浸渍炭化相结合的工艺方法致密制成炭/炭热压模具,在用于粉末冶金、陶瓷热压用模具方面,替代石墨模具,模具厚度大大减小,可有效的提高产品装炉量,降低生产成本;且制备的模具拉伸强度高,抗热震能力强,使用寿命大幅延长。
一种中频炉真空冶炼用石墨坩埚及其制备方法.pdf
本发明属于技术领域,提出了一种中频炉真空冶炼用石墨坩埚及其制备方法。一种中频炉真空冶炼用石墨坩埚,包括以下重量份的组分:粒度为4~6mm的针状焦7~9份,粒度为2~4mm的针状焦8~10份,粒度为0~2mm的针状焦20~25份,针状焦粉26~35份,石墨7~12份,改性沥青15~25份;改性沥青由以下重量份的组分组成:沥青60~80份,纳米二氧化硅10~15份,氧化铬2~7份,聚乙烯醇1~5份,油酸钠0.5~3份。石墨坩埚的制备方法中采用先将粒度为4~6mm的针状焦、粒度为2~4mm的针状焦、粒度为0~2
热压炉模具破裂探测方法及其装置.pdf
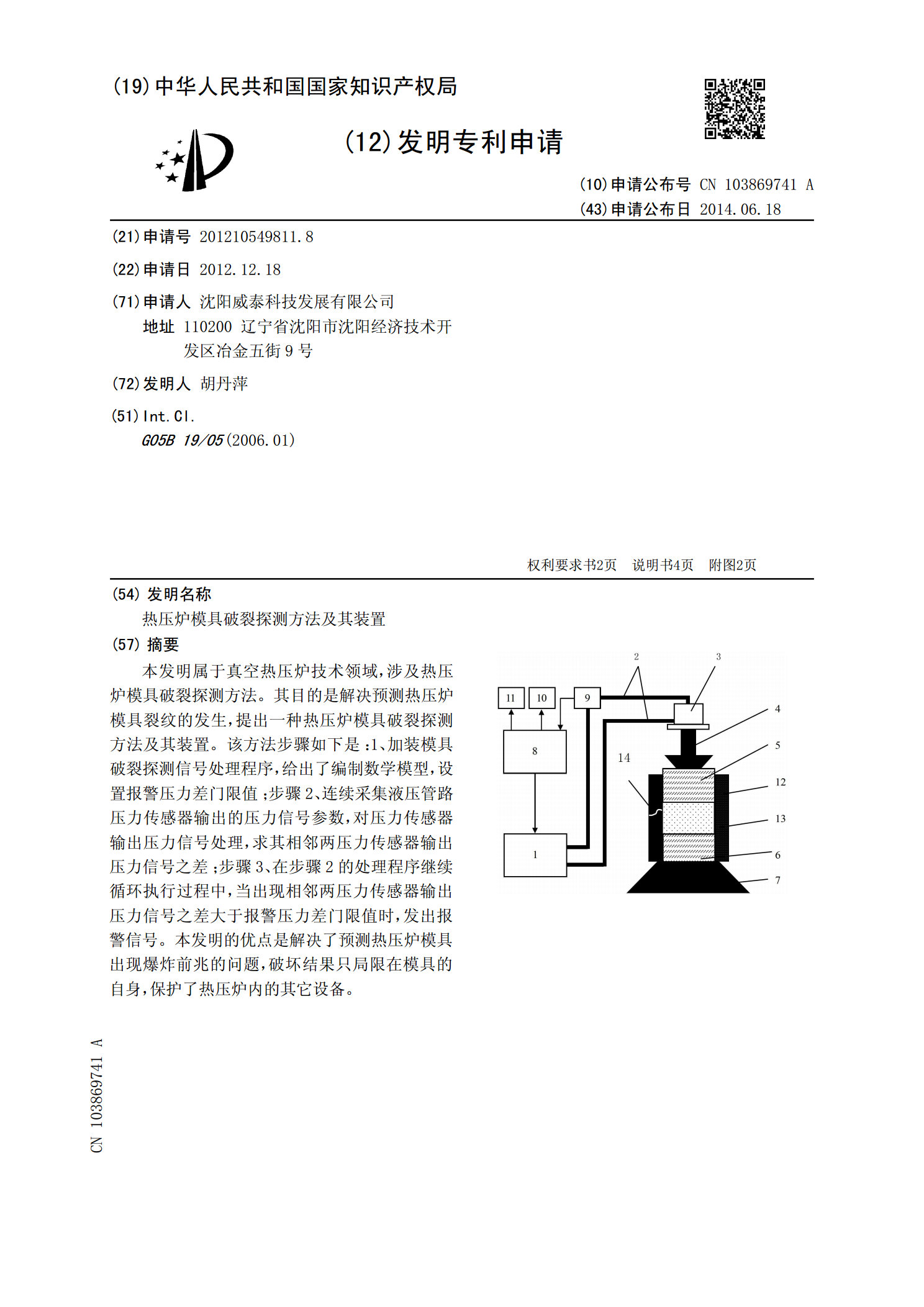
本发明属于真空热压炉技术领域,涉及热压炉模具破裂探测方法。其目的是解决预测热压炉模具裂纹的发生,提出一种热压炉模具破裂探测方法及其装置。该方法步骤如下是:1、加装模具破裂探测信号处理程序,给出了编制数学模型,设置报警压力差门限值;步骤2、连续采集液压管路压力传感器输出的压力信号参数,对压力传感器输出压力信号处理,求其相邻两压力传感器输出压力信号之差;步骤3、在步骤2的处理程序继续循环执行过程中,当出现相邻两压力传感器输出压力信号之差大于报警压力差门限值时,发出报警信号。本发明的优点是解决了预测热压炉模具出
一种钼与石墨真空热压扩散焊接方法.pdf
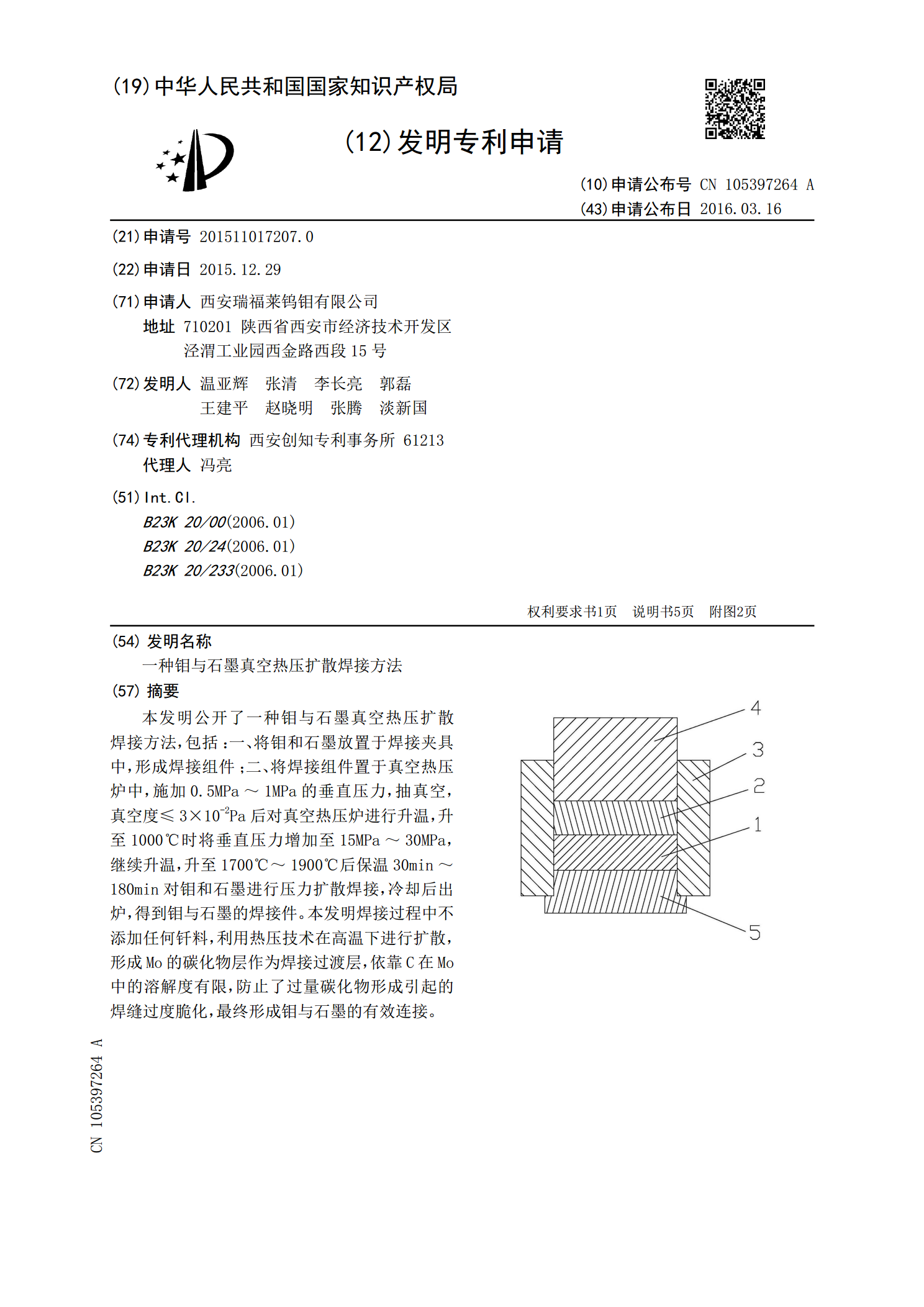
本发明公开了一种钼与石墨真空热压扩散焊接方法,包括:一、将钼和石墨放置于焊接夹具中,形成焊接组件;二、将焊接组件置于真空热压炉中,施加0.5MPa~1MPa的垂直压力,抽真空,真空度≤3×10-2Pa×18对真空热压炉进行升温,升至1000℃时将垂直压力增加至15MPa~30MPa,继续升温,升至1700℃~1900℃×18保温30min~180min对钼和石墨进行压力扩散焊接,冷却×18出炉,得到钼与石墨的焊接件。本发明焊接过程中不添加任何钎料,利用热压技术在高温下进行扩散,形成Mo的碳化物层作为焊接过