
热压炉模具破裂探测方法及其装置.pdf

一吃****福乾

1/9

2/9

3/9
4/9

5/9
6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
热压炉模具破裂探测方法及其装置.pdf
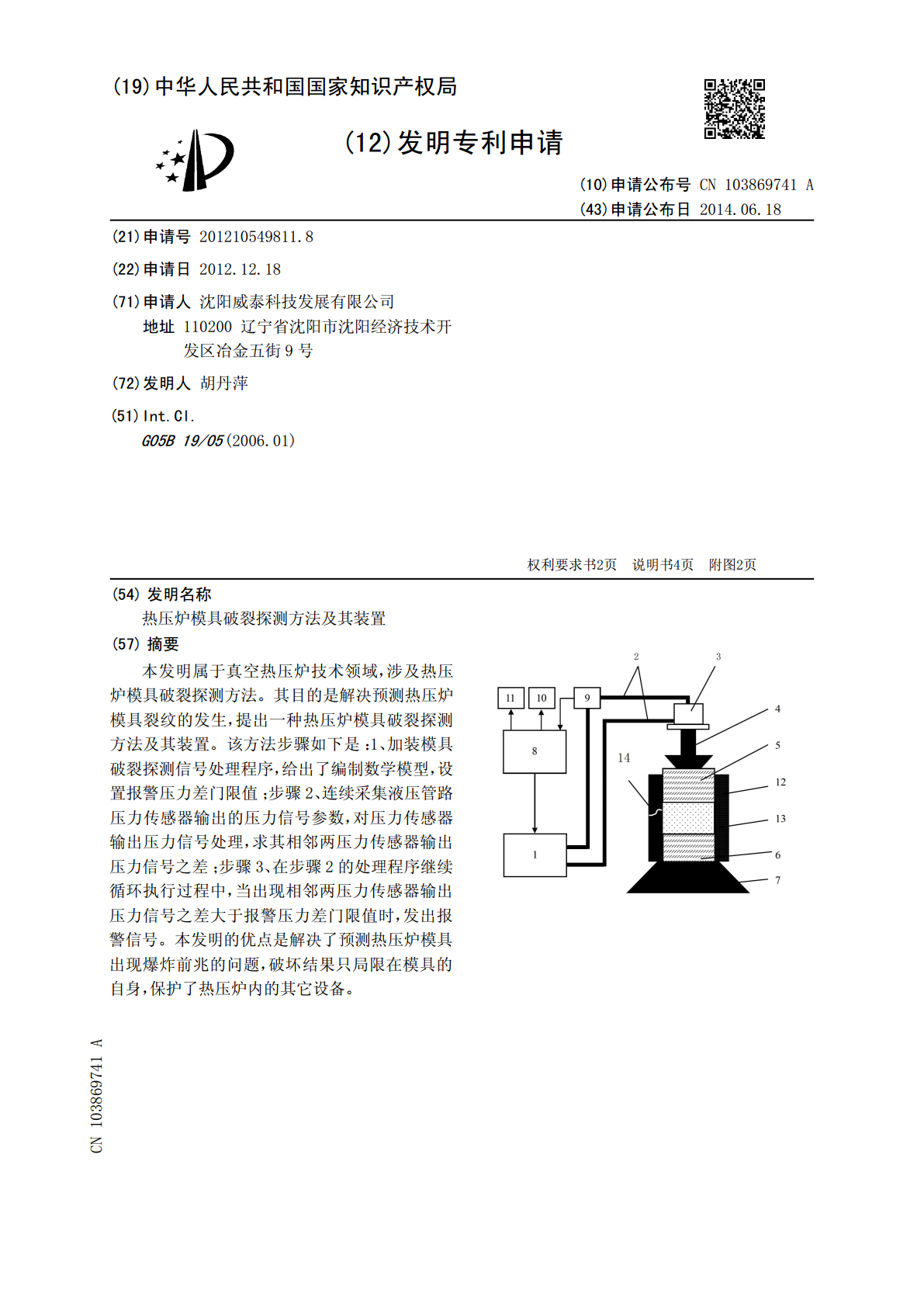
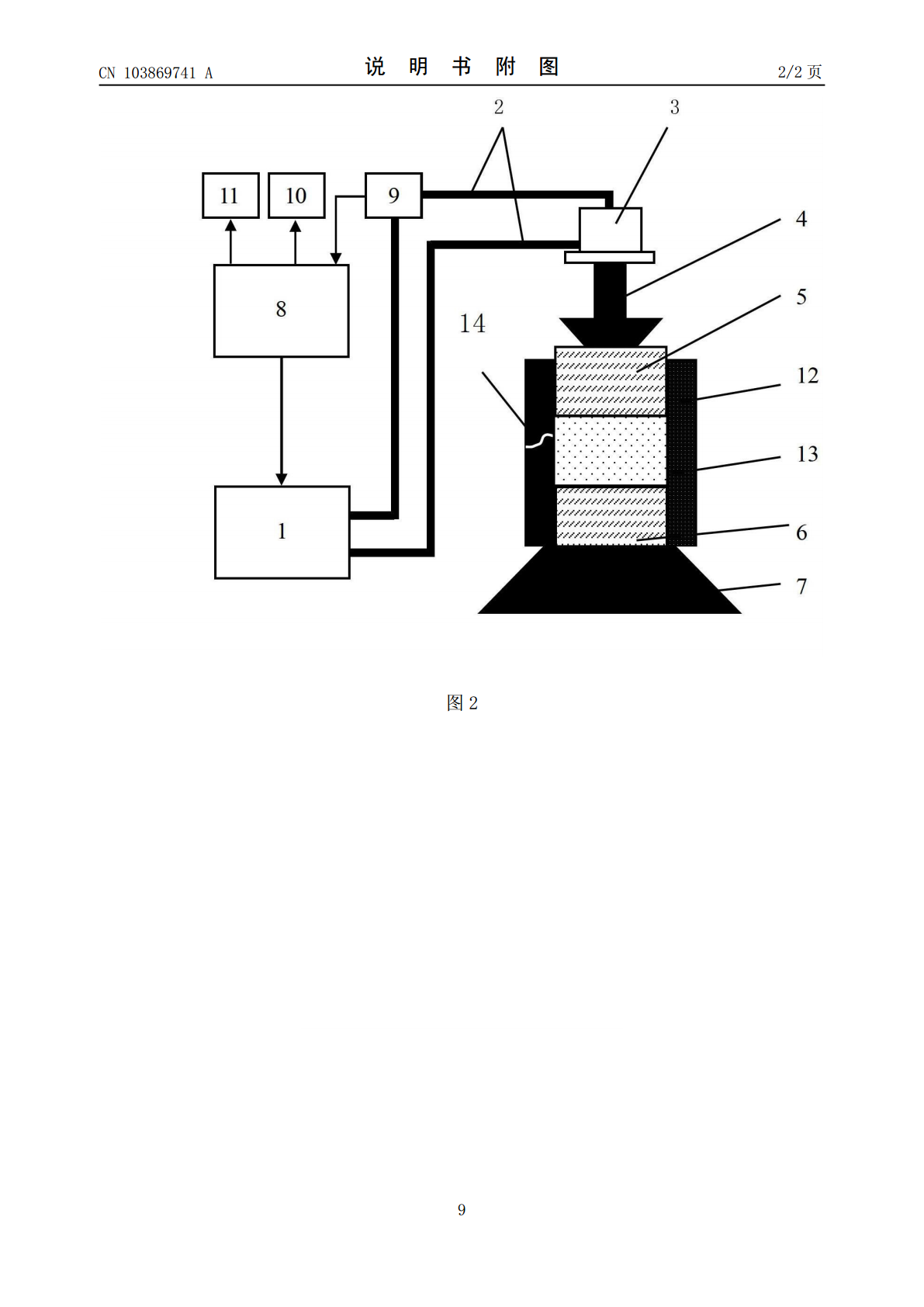
本发明属于真空热压炉技术领域,涉及热压炉模具破裂探测方法。其目的是解决预测热压炉模具裂纹的发生,提出一种热压炉模具破裂探测方法及其装置。该方法步骤如下是:1、加装模具破裂探测信号处理程序,给出了编制数学模型,设置报警压力差门限值;步骤2、连续采集液压管路压力传感器输出的压力信号参数,对压力传感器输出压力信号处理,求其相邻两压力传感器输出压力信号之差;步骤3、在步骤2的处理程序继续循环执行过程中,当出现相邻两压力传感器输出压力信号之差大于报警压力差门限值时,发出报警信号。本发明的优点是解决了预测热压炉模具出
一种真空热压炉用石墨模具及其填料脱模方法.pdf
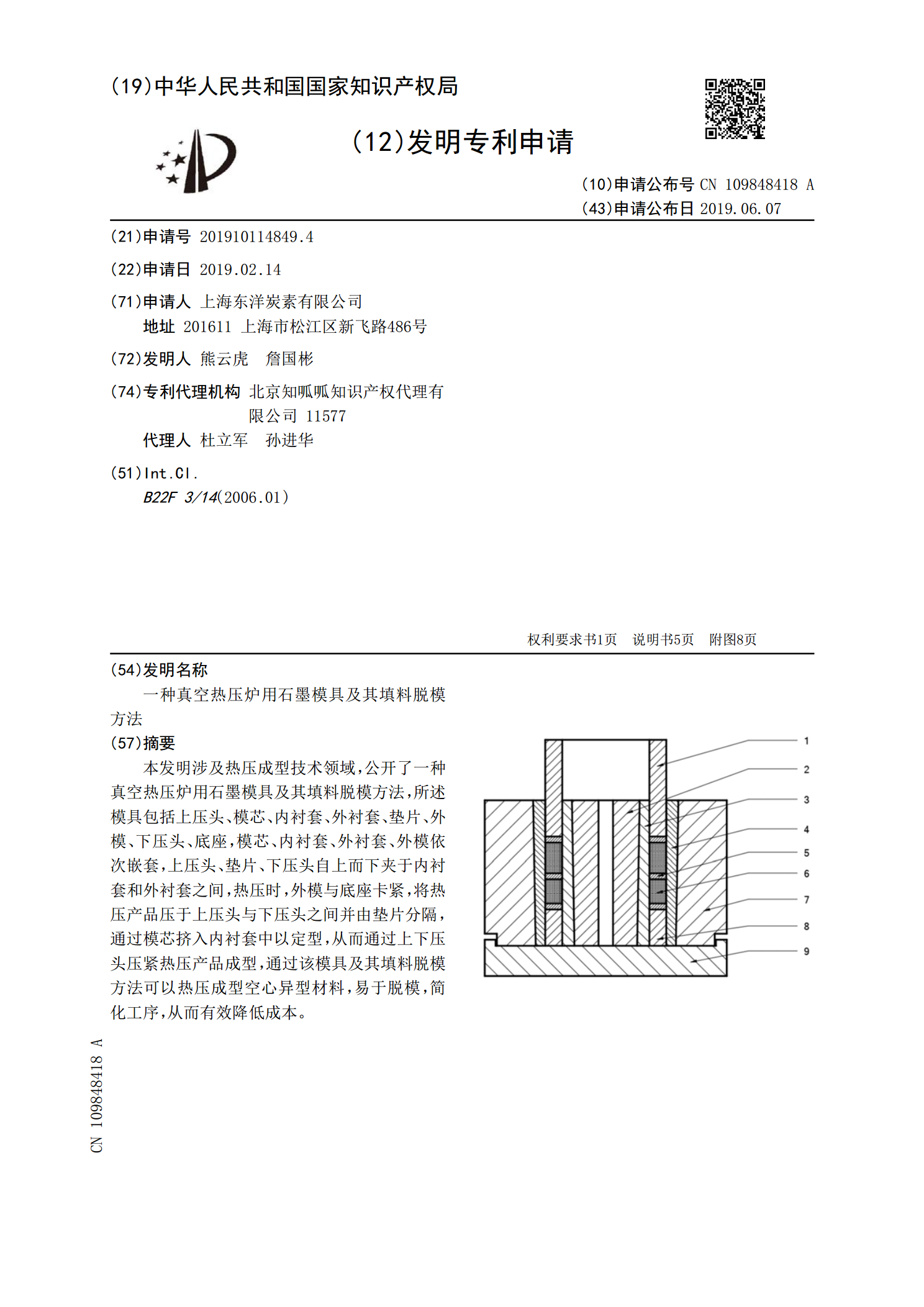
本发明涉及热压成型技术领域,公开了一种真空热压炉用石墨模具及其填料脱模方法,所述模具包括上压头、模芯、内衬套、外衬套、垫片、外模、下压头、底座,模芯、内衬套、外衬套、外模依次嵌套,上压头、垫片、下压头自上而下夹于内衬套和外衬套之间,热压时,外模与底座卡紧,将热压产品压于上压头与下压头之间并由垫片分隔,通过模芯挤入内衬套中以定型,从而通过上下压头压紧热压产品成型,通过该模具及其填料脱模方法可以热压成型空心异型材料,易于脱模,简化工序,从而有效降低成本。
立式热压炉及其控制方法.pdf
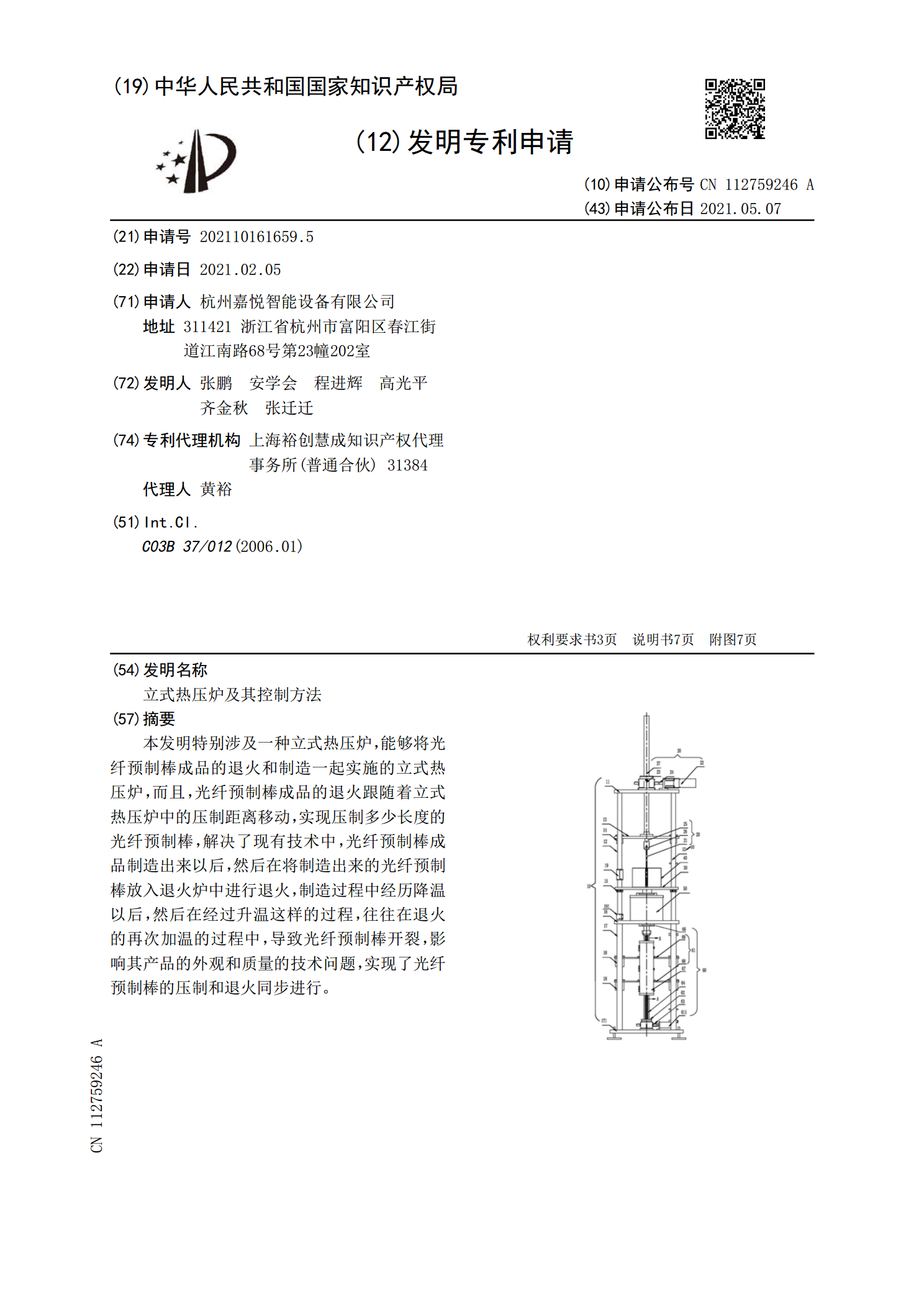
本发明特别涉及一种立式热压炉,能够将光纤预制棒成品的退火和制造一起实施的立式热压炉,而且,光纤预制棒成品的退火跟随着立式热压炉中的压制距离移动,实现压制多少长度的光纤预制棒,解决了现有技术中,光纤预制棒成品制造出来以后,然后在将制造出来的光纤预制棒放入退火炉中进行退火,制造过程中经历降温以后,然后在经过升温这样的过程,往往在退火的再次加温的过程中,导致光纤预制棒开裂,影响其产品的外观和质量的技术问题,实现了光纤预制棒的压制和退火同步进行。
一种微波热压炉专用模具的制备方法.pdf
本发明涉及一种微波热压炉专用模具的制备方法,属于模具制造技术领域。该微波热压炉专用模具的制备方法,其步骤包括:将以下质量百分比组分:35%~65%鳞片状石墨、25%~35%碳化硅、3%~8%氧化铝、5%~12%氮化铝和2%~10%石蜡润湿粘接剂以400~550r/min搅拌速度混合6~10h,得到混合均匀的粉料;将得到的粉料在冷压为20~40MPa下成型1~3h,得到冷压生坯;将得到的冷压生坯,在温度为1800~2200℃下烧结3~5h,待自然冷却后取出得到石墨‑碳化硅模具半成品;将得到的石墨‑碳化硅模具

射频探测装置、探测方法和微波炉.pdf
本发明提供了一种射频探测装置、探测方法和微波炉,其中,射频探测装置包括:信号发射模块,用于产生并发射不同频率的多个正向频率探测信号;信号接收器,用于接收由负载反射回来的多个反向频率探测信号;第一检测模块,用于检测对应于每个正向频率探测信号的每个第一参数;第二检测模块,用于检测每个反向频率探测信号的每个第二参数;微控制器,用于根据多个频率和与每个频率对应的第一参数和第二参数,确定负载的状态参数。通过本发明的技术方案,有效地实现了不接触而检测负载的状态参数的目的,提高了检测的便利性和安全性;且本发明的射频探测