
一种钼与石墨真空热压扩散焊接方法.pdf

甲申****66

1/9
2/9
3/9
4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钼与石墨真空热压扩散焊接方法.pdf
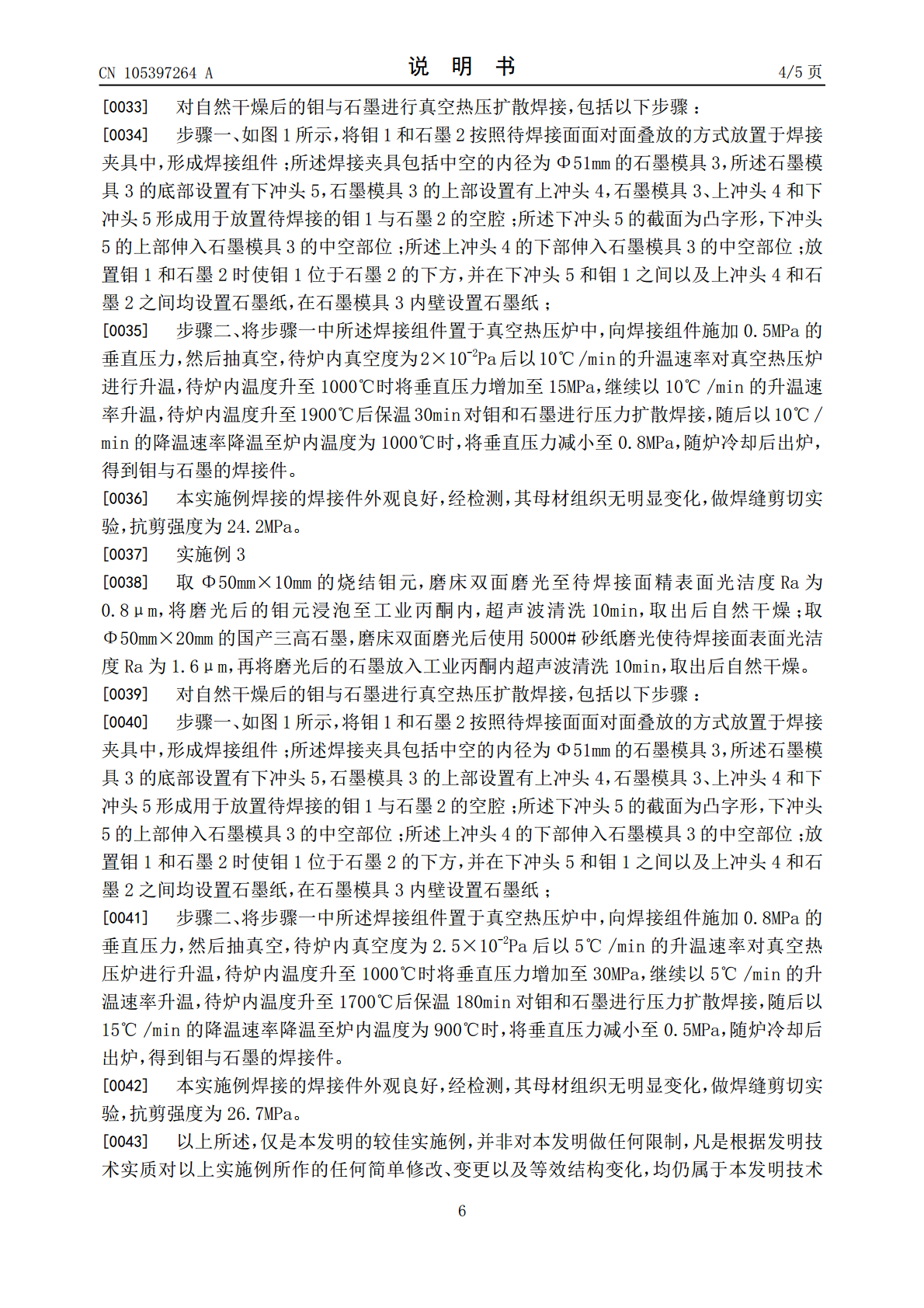
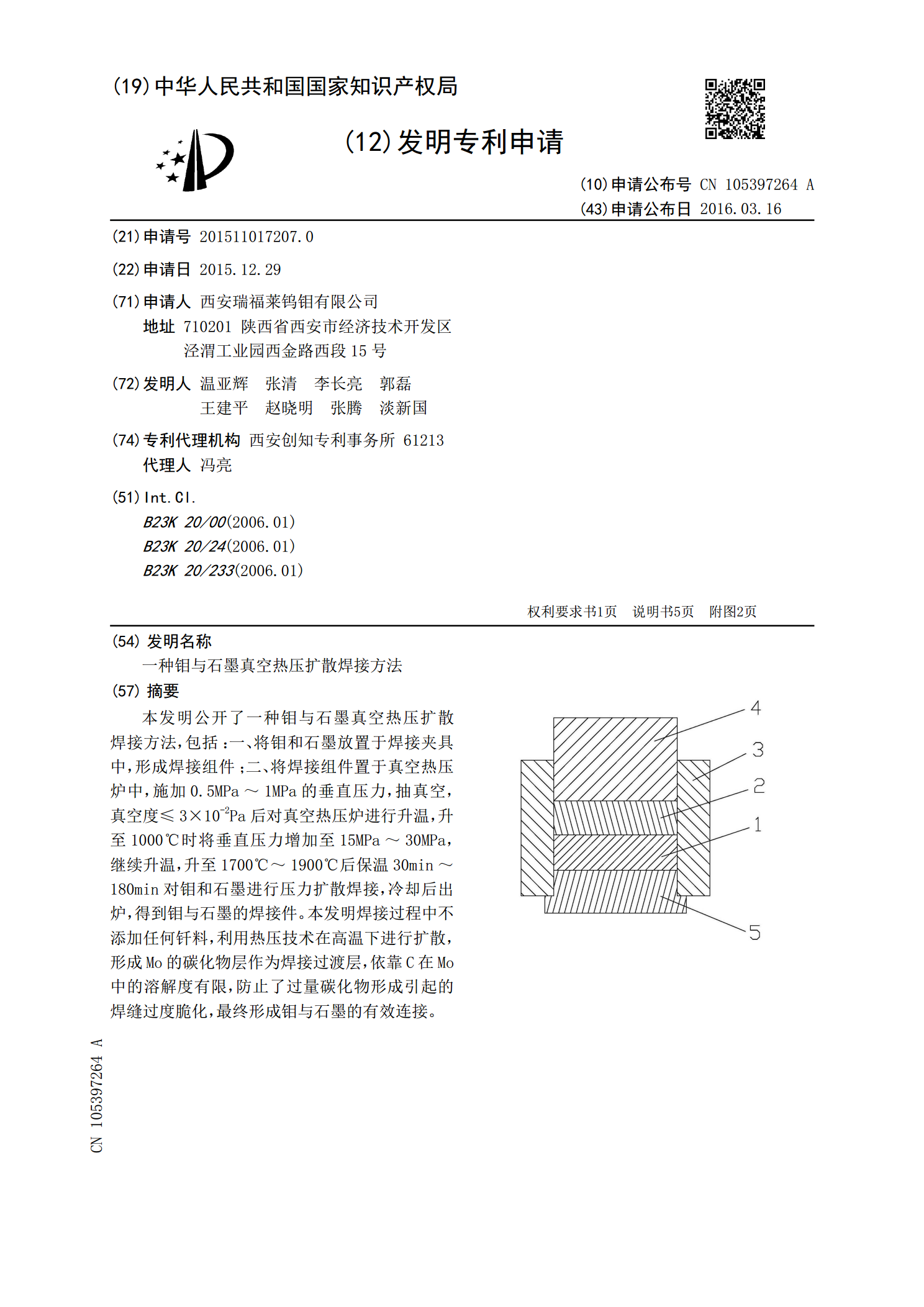
本发明公开了一种钼与石墨真空热压扩散焊接方法,包括:一、将钼和石墨放置于焊接夹具中,形成焊接组件;二、将焊接组件置于真空热压炉中,施加0.5MPa~1MPa的垂直压力,抽真空,真空度≤3×10-2Pa×18对真空热压炉进行升温,升至1000℃时将垂直压力增加至15MPa~30MPa,继续升温,升至1700℃~1900℃×18保温30min~180min对钼和石墨进行压力扩散焊接,冷却×18出炉,得到钼与石墨的焊接件。本发明焊接过程中不添加任何钎料,利用热压技术在高温下进行扩散,形成Mo的碳化物层作为焊接过

一种真空扩散焊接方法.pdf
本发明适用于焊接技术领域,提供了一种真空扩散焊接方法,用于焊接回转类零件,将胀芯、分瓣结构的胀瓣以及待焊接的第一焊件和第二焊件相互套接后放入一包套中,第一焊件和第二焊件之间以及零件与包套之间保留一定的间隙,在焊接的过程中,第二焊件受热膨胀,由于其线膨胀系数小于包套的线膨胀系数,在升温过程中包套与第二焊件之间的间隙会逐渐减小直至包套箍住第二焊件,在胀芯上施加压力通过胀瓣传递至第一焊件,通过胀瓣和包套对第一焊件和第二焊件施加的内外两侧的挤压力使第一焊件的外圆面和第二焊件的内孔面实现扩散焊接。本发明对外侧的第二
钼和石墨真空钎焊方法.pdf
一种钼和石墨真空钎焊方法,属于异质材料焊接技术领域。其步骤:预处理,对钼的待焊表面区域进行增大比表面积的预处理,且对石墨的待焊表面区域进行增大比表面积的预处理,得到待焊表面预处理后的钼待焊工件和石墨待焊工件;置入钎料,将钎料置入钼待焊工件的待焊表面与石墨待焊工件的待焊表面之间,得到待钎焊工件;真空钎焊,将待钎焊工件放入真空钎焊炉内,由真空钎焊炉内的加压装置对待钎焊工件施加垂直方向的压力,且对真空钎焊炉抽真空,控制真空度、钎焊温度和控制保温时间,得到钼与石墨焊接件。优点:保障了焊接结合面的受力均匀,残余应力

一种利用热扩散技术连接石墨与钼的方法.pdf
本发明公开了一种利用热扩散技术连接石墨与钼的方法,包括以下步骤:根据石墨与钼连接的技术要求规格,选择不石墨块和钼片,对石墨块和钼片表面表面预处理,制备Ti/Zr钎料薄片,将石墨块、Ti/Zr钎料薄片和钼片由上至下依次铺放装入真空熔炼炉,开启真空熔炼炉,通入氩气进行热扩散连接,完成石墨块与钼片的连接。本发明能够使金属钼和石墨有效稳定的连接在一起,结合强度不低于石墨基体强度,同时在高温下服役不开裂,具有综合性能稳定、结合强度高、高温下服役不开裂等优点,降低生产成本,节约贵金属资源,不仅延长了钼/石墨复合产品的
一种真空热压炉用石墨模具及其填料脱模方法.pdf
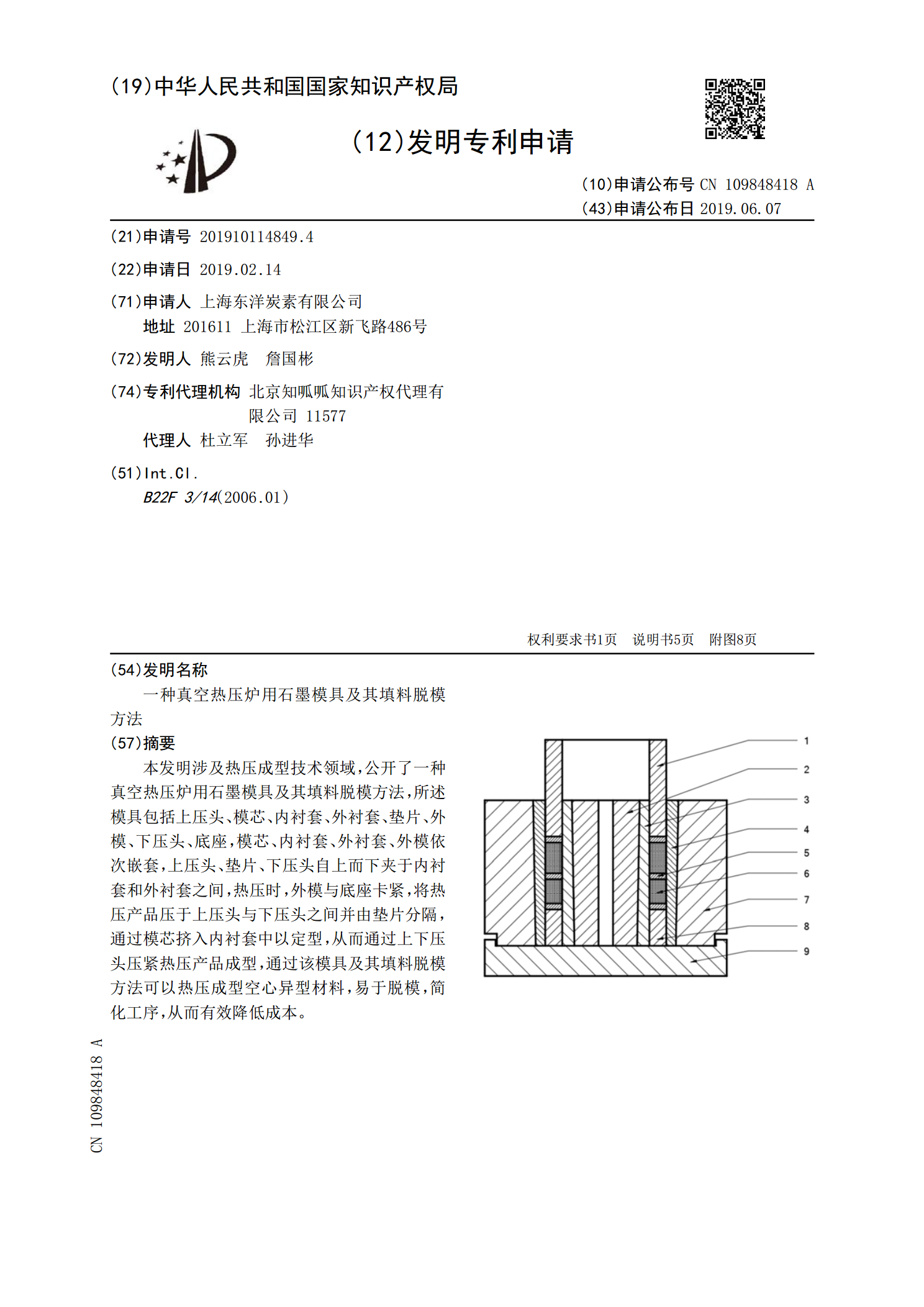
本发明涉及热压成型技术领域,公开了一种真空热压炉用石墨模具及其填料脱模方法,所述模具包括上压头、模芯、内衬套、外衬套、垫片、外模、下压头、底座,模芯、内衬套、外衬套、外模依次嵌套,上压头、垫片、下压头自上而下夹于内衬套和外衬套之间,热压时,外模与底座卡紧,将热压产品压于上压头与下压头之间并由垫片分隔,通过模芯挤入内衬套中以定型,从而通过上下压头压紧热压产品成型,通过该模具及其填料脱模方法可以热压成型空心异型材料,易于脱模,简化工序,从而有效降低成本。