
承压设备内壁堆焊壳体制造方法.pdf

猫巷****盟主


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

承压设备内壁堆焊壳体制造方法.pdf
承压设备内壁堆焊壳体制造方法,它涉及承压设备壳体制造技术领域。本发明为解决现有承压设备内壁堆焊壳体生产效率低、制造难度大、制造质量较差的问题。制造方法包括下料;壳体成型;环缝坡口加工;堆焊;加工环缝外坡口;检验。本发明用于承压设备内壁堆焊壳体制造。

对压力容器承压壳体内壁攻丝深度的探讨.docx
对压力容器承压壳体内壁攻丝深度的探讨压力容器是现代化生产活动中不可缺少的重要设备,其主要是以承压壳体来承受内部介质的压力,若要保证压力容器的正常工作,就要确保其内部壳体的完整性和安全性,对其设计和制造要求相当高。在压力容器制造中,攻丝是一项非常重要的工序。攻丝可以使得压力容器的密封性更好,也可以确保其内部介质不会泄漏。由于压力容器是用来承担高压力的压力设备,攻丝深度成为了制造过程中一个重要的质量指标,攻丝深度不足将导致容器密封性不好、内部介质容易泄漏,对生产安全会造成危害;而攻丝过深则会造成压力容器钢材损

管道内壁耐磨层自动堆焊设备及其自动堆焊方法.pdf
本发明公开的管道内壁耐磨层自动堆焊设备及其自动堆焊方法,用于实现高耐磨复合输送管道的高效自动化生产。它包括主机、直流气体保护焊接电源、保护气体储罐和内置自动控制装置的控制箱;机座的一端设置有机头、主轴和卡盘及可调滚轮支架;机座的另一端设置有焊枪运行执行装置,该装置包括进退平台、摆动平台、焊枪升降机构、送丝机及焊枪,焊枪的前端装有焊炬,焊丝和保护气体输送管通向焊枪前端;焊接电源正极接焊炬,负极接工件;各运动部份经自动控制装置由步进电机驱动。其操作工艺过程有前期准备、设定参数、焊接过程和停止复位;通过设定各项

承压设备接管凹凸成对设计制造方法.pdf
本发明提供了一种承压设备接管凹凸成对设计制造方法。在满足标准、设计、制造和使用要求的情况下,将以往长期以来承压设备接管单件设计、采购、下料加工的设计结构和制造方法进行创新,发明了接管毛坯成对或套料设计、下料或采购、加工方法。使接管设计和制造技术水平得到创新、优化和提高。具体涉及承压设备接管毛坯成对设计、下料或采购和制造技术方法。
承压设备大直径薄壁圆环的制造方法.pdf
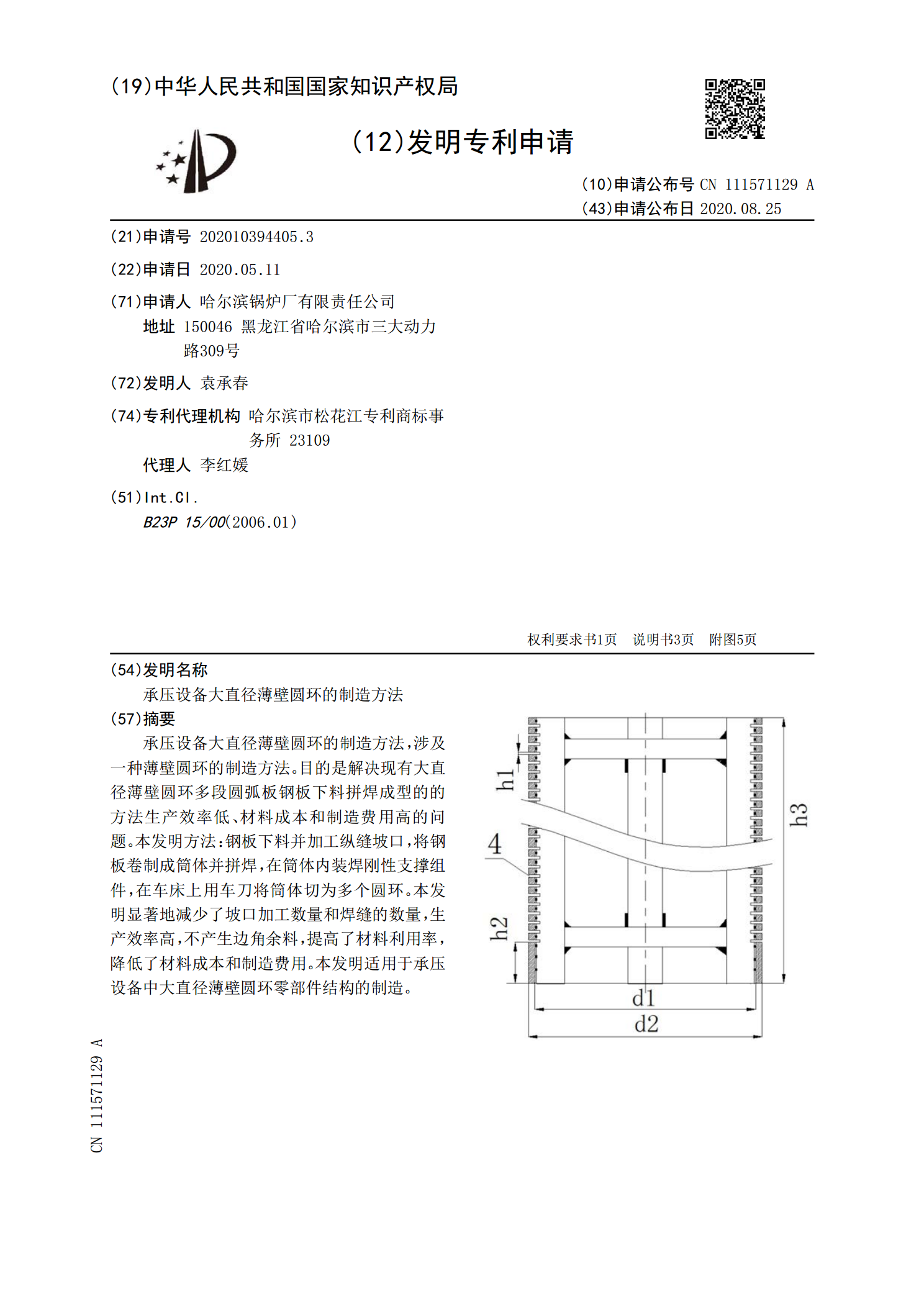
承压设备大直径薄壁圆环的制造方法,涉及一种薄壁圆环的制造方法。目的是解决现有大直径薄壁圆环多段圆弧板钢板下料拼焊成型的的方法生产效率低、材料成本和制造费用高的问题。本发明方法:钢板下料并加工纵缝坡口,将钢板卷制成筒体并拼焊,在筒体内装焊刚性支撑组件,在车床上用车刀将筒体切为多个圆环。本发明显著地减少了坡口加工数量和焊缝的数量,生产效率高,不产生边角余料,提高了材料利用率,降低了材料成本和制造费用。本发明适用于承压设备中大直径薄壁圆环零部件结构的制造。