
一种1500MPa级低氢致延迟开裂敏感性热成形钢及生产方法.pdf

是你****枝呀

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种1500MPa级低氢致延迟开裂敏感性热成形钢及生产方法.pdf
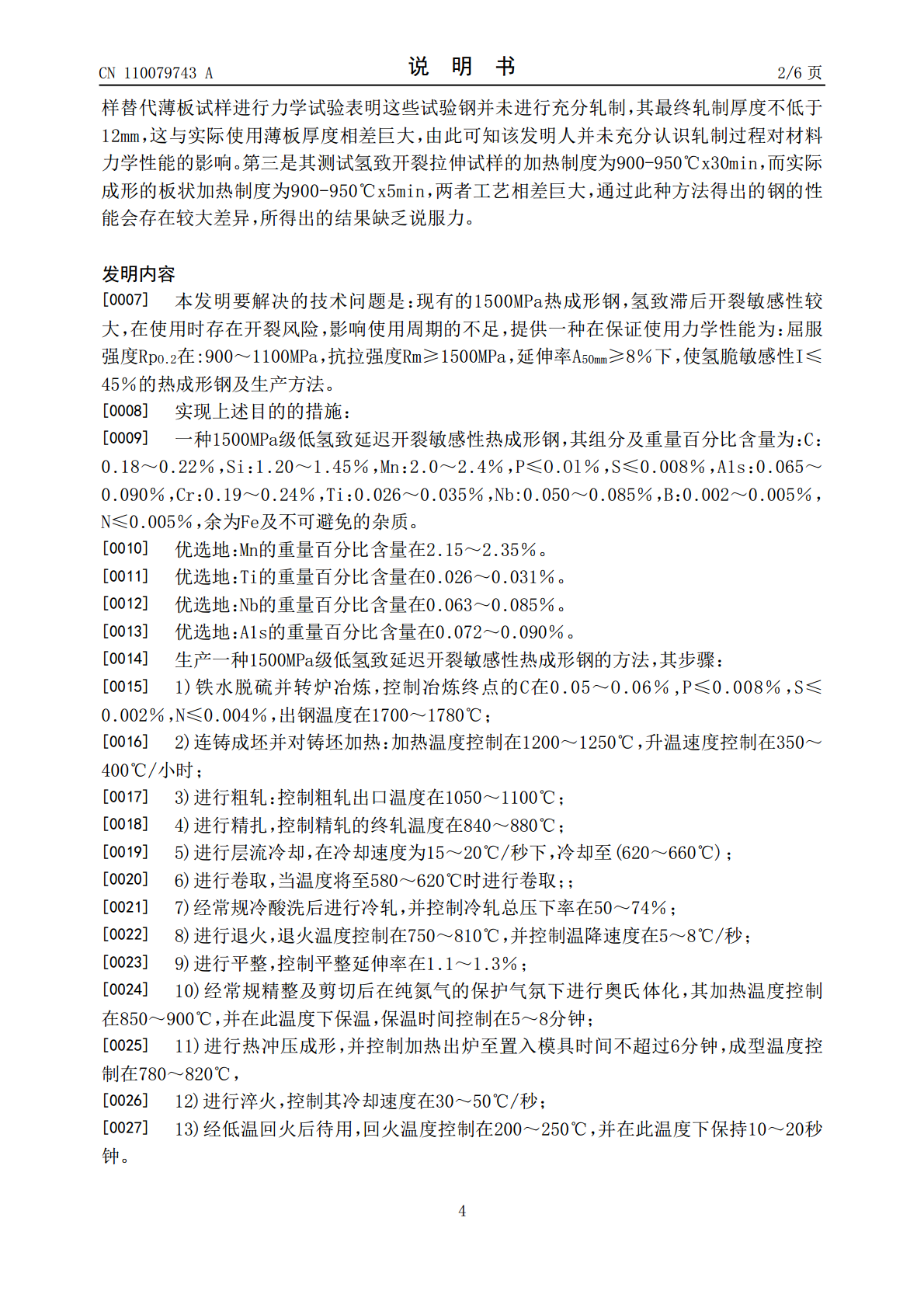
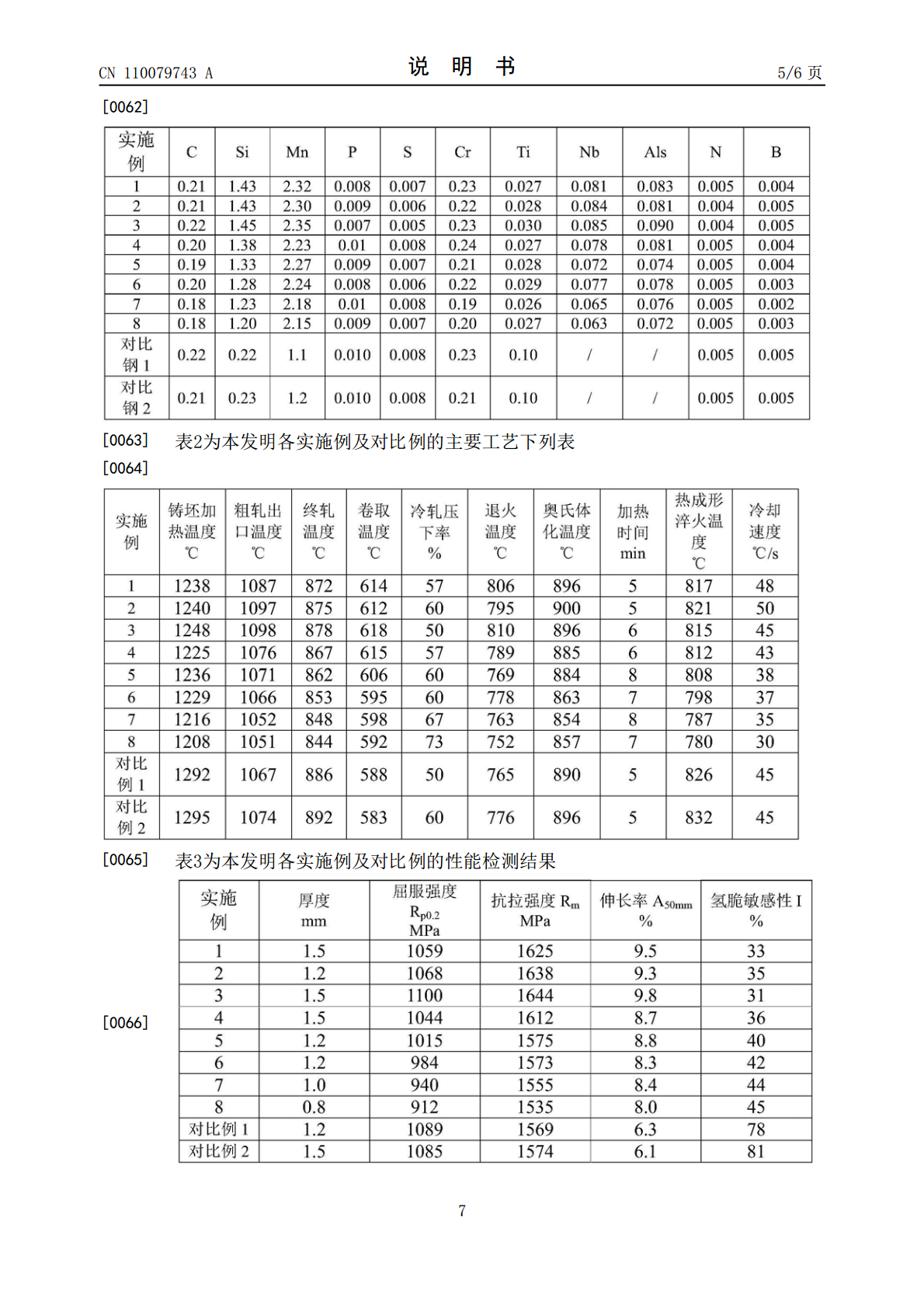
一种1500MPa级低氢致延迟开裂敏感性热成形钢,其组分及wt%为:C:0.18~0.22%,Si:1.20~1.45%,Mn:2.0~2.4%,P≤O.Ol%,S≤0.008%,A1s:0.065~0.090%,Cr:0.19~0.24%,Ti:0.026~0.035%,Nb:0.050~0.085%,B:0.002~0.005%,N≤0.005%;生产工艺:铁水脱硫并转炉冶炼;铸坯加热;粗轧;精轧;层流冷却;卷取;经常规冷酸洗后冷轧;退火;平整;经常规精整及剪切后在纯氮气的保护气氛下奥氏体化;热冲压成
一种1300MPa级低氢致延迟开裂敏感性热成形钢及生产方法.pdf
一种1300MPa级低氢致延迟开裂敏感性热成形钢,其组分及wt%为:C:0.14~0.18%,Si:1.10~1.25%,Mn:2.0~2.4%,P≤O.Ol%,S≤0.008%,A1s:0.065~0.090%,Cr:0.19~0.24%,Ti:0.026~0.035%,Nb:0.026~0.035%,B:0.002~0.005%,N≤0.005%;生产工艺:铁水脱硫并转炉冶炼;铸坯加热;粗轧;精轧;层流冷却;卷取;经常规冷酸洗后冷轧;退火;平整;经常规精整及剪切后在纯氮气的保护气氛下奥氏体化;热冲压成
一种1800MPa级低氢致延迟开裂敏感性热成形钢及其生产方法.pdf
本发明公开了1800MPa级低氢致延迟开裂敏感性热成形钢,包括C,Si,Mn,P,S,A1s,Cr,Ni,Ti,Nb,B,N,余为Fe及不可避免的杂质。生产方法,铁水脱硫;转炉冶炼;连铸成坯;进行粗轧;进行精扎;进行层流冷却;进行热轧卷取;进行常规酸洗并冷轧,控制冷轧总压下率在55~65%;进行退火;进行平整;进行去氢处理;进行常规精整及剪切;进行热冲压成形;进行淬火。抗拉强度R
降低1500MPa级热成形钢氢致滞后开裂敏感性的热处理方法.pdf
本发明公开了一种降低1500MPa级热成形钢氢致滞后开裂敏感性的热处理方法,将1500MPa级热成形钢放入在带有氮气保护气氛的加热炉内加热到900~950℃时保温180~300s进行奥氏体化;然后置于带有控温装置的模具内进行冲压热处理成形,淬火冷却速度为20~40℃/s、并控制模具温度使钢板淬火温度在280~320℃之间温度下保温30~300秒,然后水淬至室温。通过在热成形过程中特殊的热处理工艺,使得最终获得的组织不是单一的马氏体而是马氏体和一定量的残余奥氏体,奥氏体含量在2~5%,既不降低材料的抗拉强度
降低1500MPa薄板热成形钢氢致滞后开裂的方法.pdf
本发明公开了一种降低1500MPa薄板热成形钢氢致滞后开裂的方法,将1500MPa级热成形钢放入在带有氮气保护气氛的加热炉内加热到900~950℃时保温180~300s进行奥氏体化;然后置于带有控温装置的模具内进行冲压热处理成形,淬火冷却速度为20~40℃/s、并控制模具温度使钢板淬火温度在350~400℃之间温度下保温30~300秒,然后水淬至室温。通过在热成形过程中特殊的热处理工艺,使得最终获得的组织不是单一的马氏体而是马氏体和一定量的残余奥氏体,奥氏体含量在6~12%,既不降低材料的抗拉强度,又极大