
一种不锈钢线材在线固溶的方法及设备.pdf

一条****彩妍

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种不锈钢线材在线固溶的方法及设备.pdf
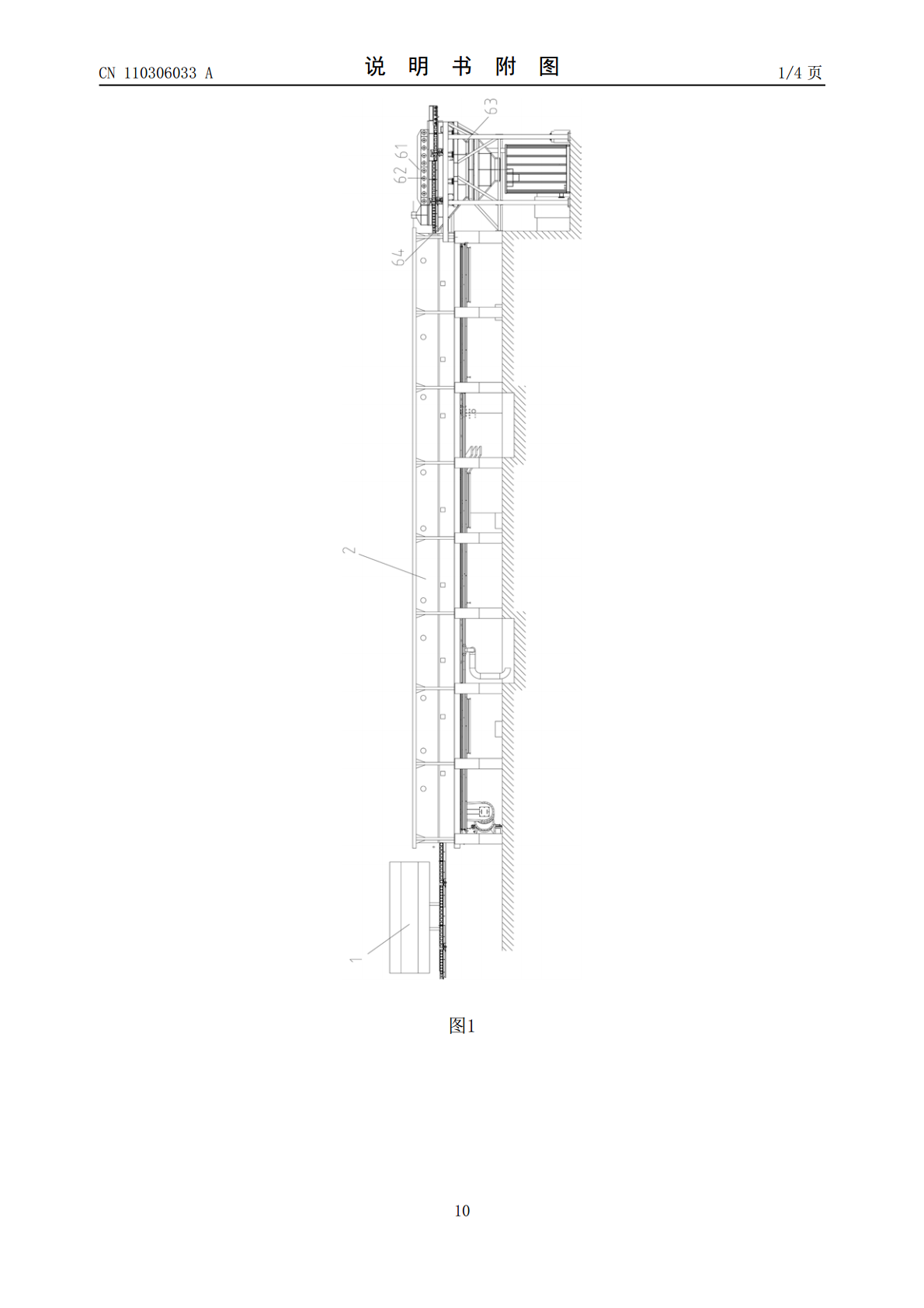
本发明属于不锈钢线材固溶领域,具体涉及一种不锈钢线材在线固溶的方法及设备。不锈钢线材在线固溶的设备包括设于入炉前的炉前保温传送装置、在线固溶炉和炉后水冷传送装置,所述炉前保温传送装置包括炉前传送辊道和罩设于炉前传送辊道上的保温罩,所述在线固溶炉包括炉箱、沿炉箱的长度方向依次排布穿设在炉箱内的炉内辊道以及设于炉壁上的烧嘴,至少所述炉箱的炉前和炉内的中后段设有热电偶金属测温计。本申请的溶炉温控性好,各区域热均匀,生产周期短,固溶后的成品晶粒度及力学性能的稳定性及均匀性优于以往离线固溶。本申请的固溶炉结构简单,
一种不锈钢中厚板在线固溶处理方法.pdf
本发明涉及不锈钢中厚板在线固溶工艺流程设计、不锈中厚板生产工艺领域。一种不锈钢中厚板在线固溶处理方法,包括以下两种工艺流程:首选工艺流程:终轧温度大于终轧工艺要求时采用,钢板抢温快轧→入在线设备快速冷却;备选工艺流程:终轧温度低于终轧工艺要求时采用,钢板抢温快轧→入在线固溶炉短时间保温→表面除磷→入在线设备快速冷却。本发明的有益效果是:在线固溶产品力学性能、硬度、冲击性能、晶粒度、耐蚀性、金相组织、表面质量等完全满足标准要求,与常规离线处理水平相当或略优。
双相不锈钢直接在线固溶工艺.pdf
本发明公开了一种双相不锈钢直接在线固溶工艺,具体如下:将经过吐丝机卷取后的高温线材直接送进热处理炉退火,红钢的吐丝温度为880~950℃,吐丝机至热处理炉间有15米的保温辊道,红钢在保温辊道里完成堆积,堆积速度为180~280kg/m,而后送进热处理炉,热处理炉长45米,炉内辊道线速度4.8~6m/s,炉内温度控制在1000~1100℃,出热处理炉后红钢在喷淋固溶装置中经上下冷却水喷淋固溶,水压4.5~5kg/cm
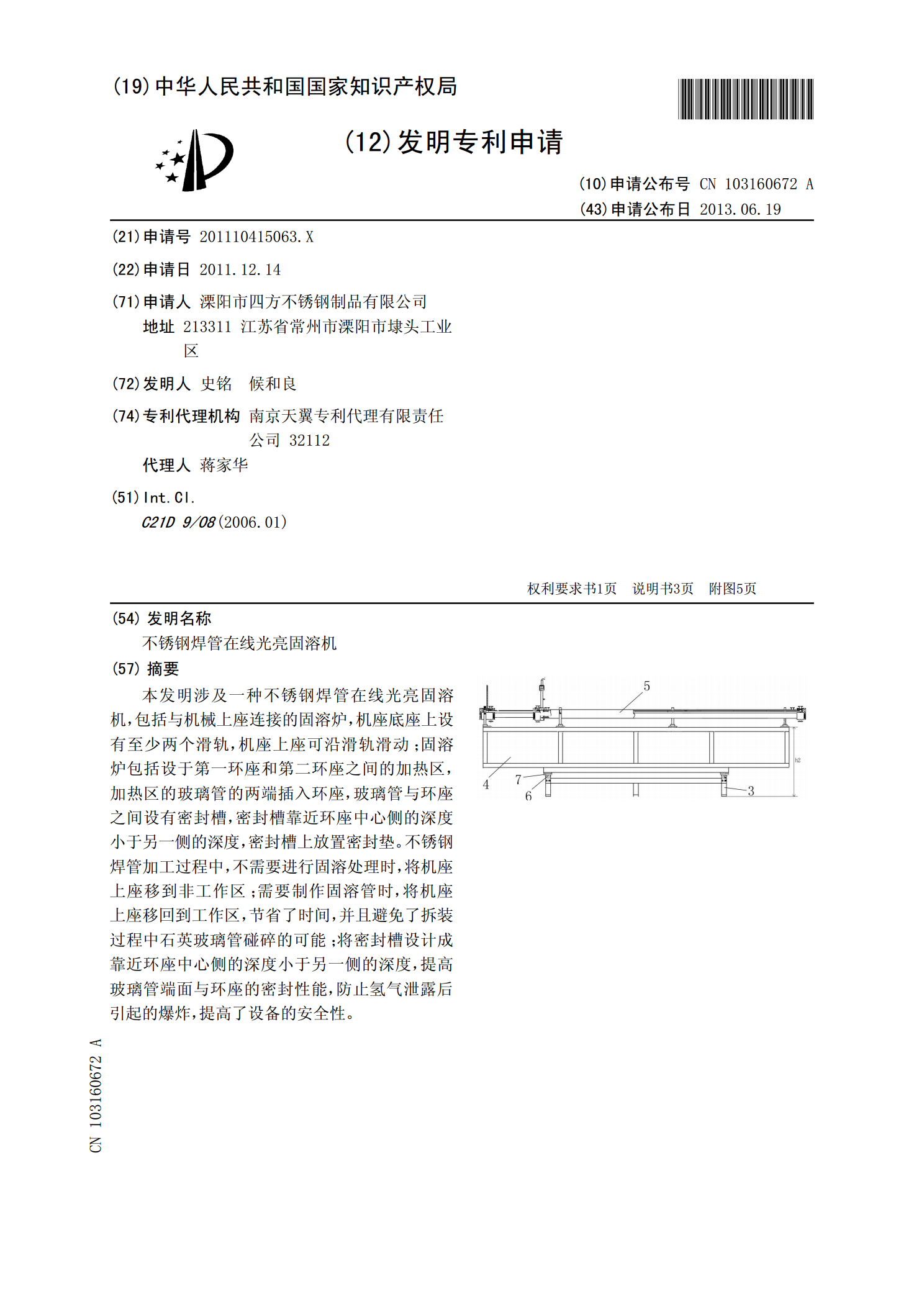
不锈钢焊管在线光亮固溶机.pdf
本发明涉及一种不锈钢焊管在线光亮固溶机,包括与机械上座连接的固溶炉,机座底座上设有至少两个滑轨,机座上座可沿滑轨滑动;固溶炉包括设于第一环座和第二环座之间的加热区,加热区的玻璃管的两端插入环座,玻璃管与环座之间设有密封槽,密封槽靠近环座中心侧的深度小于另一侧的深度,密封槽上放置密封垫。不锈钢焊管加工过程中,不需要进行固溶处理时,将机座上座移到非工作区;需要制作固溶管时,将机座上座移回到工作区,节省了时间,并且避免了拆装过程中石英玻璃管碰碎的可能;将密封槽设计成靠近环座中心侧的深度小于另一侧的深度,提高玻璃
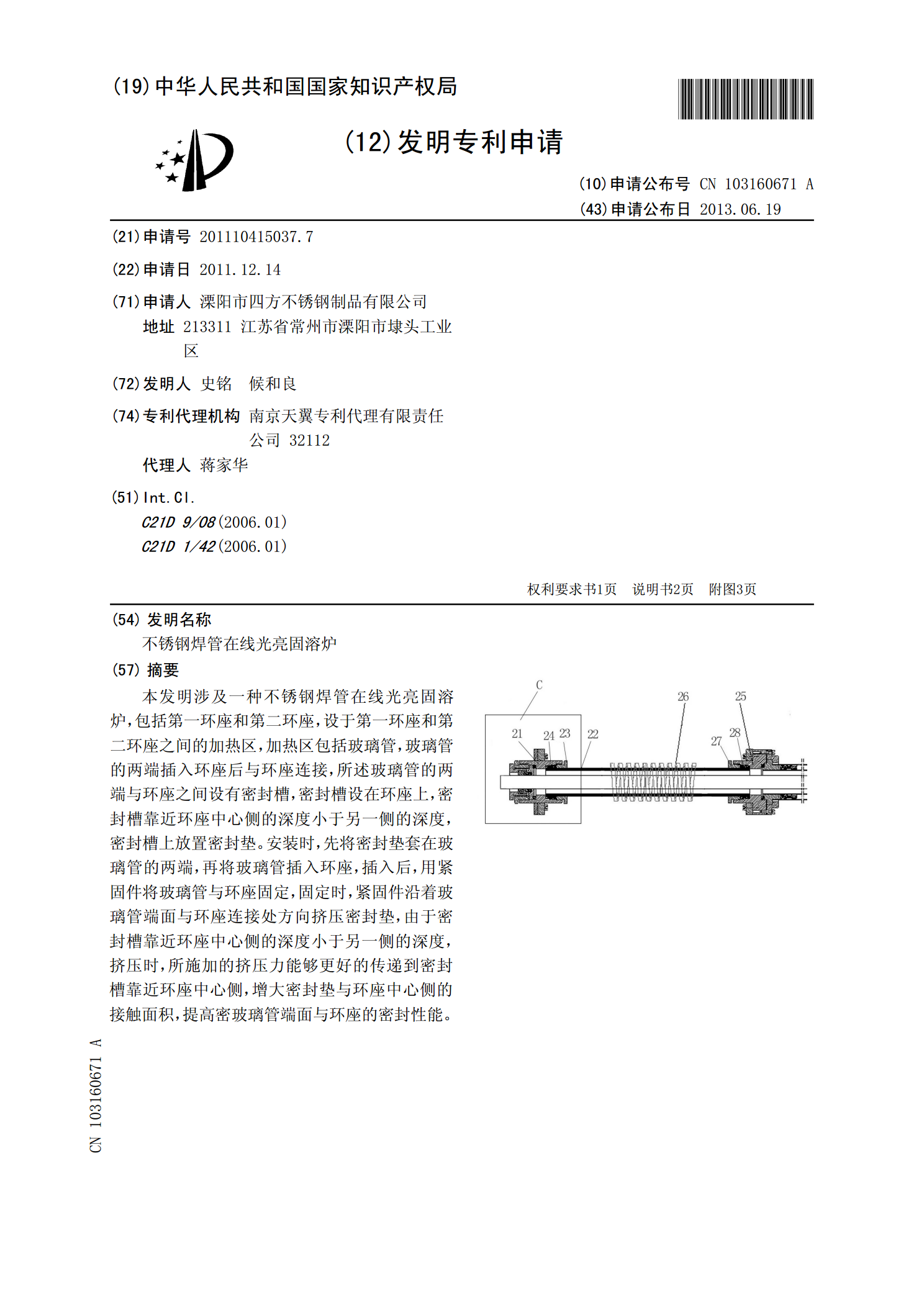
不锈钢焊管在线光亮固溶炉.pdf
本发明涉及一种不锈钢焊管在线光亮固溶炉,包括第一环座和第二环座,设于第一环座和第二环座之间的加热区,加热区包括玻璃管,玻璃管的两端插入环座后与环座连接,所述玻璃管的两端与环座之间设有密封槽,密封槽设在环座上,密封槽靠近环座中心侧的深度小于另一侧的深度,密封槽上放置密封垫。安装时,先将密封垫套在玻璃管的两端,再将玻璃管插入环座,插入后,用紧固件将玻璃管与环座固定,固定时,紧固件沿着玻璃管端面与环座连接处方向挤压密封垫,由于密封槽靠近环座中心侧的深度小于另一侧的深度,挤压时,所施加的挤压力能够更好的传递到密封