
一种不锈钢中厚板在线固溶处理方法.pdf

猫巷****松臣

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种不锈钢中厚板在线固溶处理方法.pdf
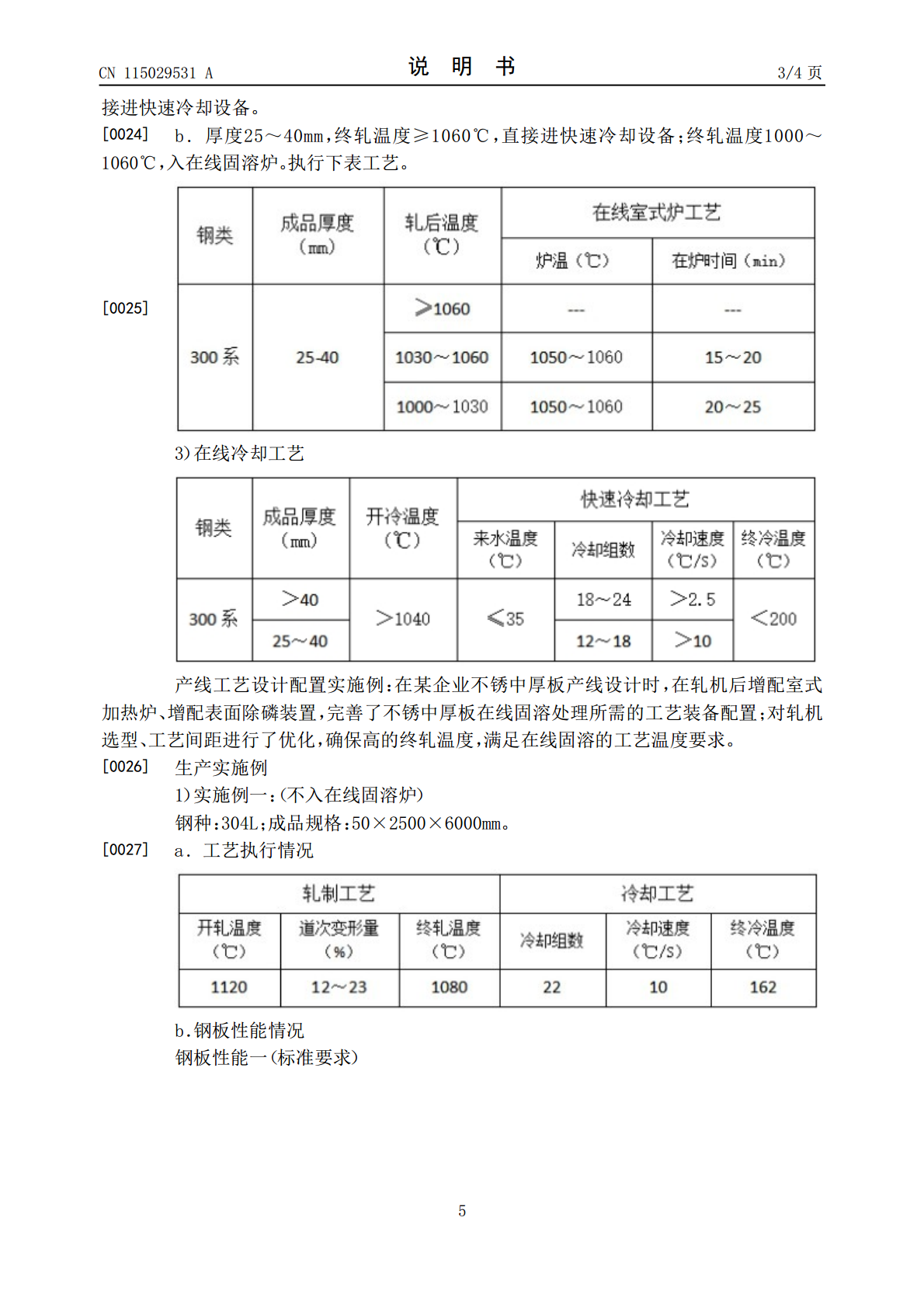
本发明涉及不锈钢中厚板在线固溶工艺流程设计、不锈中厚板生产工艺领域。一种不锈钢中厚板在线固溶处理方法,包括以下两种工艺流程:首选工艺流程:终轧温度大于终轧工艺要求时采用,钢板抢温快轧→入在线设备快速冷却;备选工艺流程:终轧温度低于终轧工艺要求时采用,钢板抢温快轧→入在线固溶炉短时间保温→表面除磷→入在线设备快速冷却。本发明的有益效果是:在线固溶产品力学性能、硬度、冲击性能、晶粒度、耐蚀性、金相组织、表面质量等完全满足标准要求,与常规离线处理水平相当或略优。
一种奥氏体不锈钢钢带的固溶处理方法.pdf
本发明公开了一种奥氏体不锈钢钢带的固溶处理方法,用静电喷塑机于不锈钢钢带表面均匀地喷涂一层氧化锌粉末,再通过1050~1080℃固溶处理炉处理后,快速用碱浴冷却至室温,然后通过氢氧化钠溶液除去不锈钢钢带表面的氧化锌膜层即可。本发明通过在不锈钢钢带的表面喷涂氧化锌层,能够使不锈钢带受热更加均匀,并起到保温的效果,使不锈钢钢带在恒温段的温度波动更小,进而使碳化物彻底溶解于奥氏体中,同时氧化锌层能够隔离Fe元素和其他元素的反应,无需在固溶处理炉中充氢气作为保护气体,处理成本低、安全系数高。
一种不锈钢线材在线固溶的方法及设备.pdf
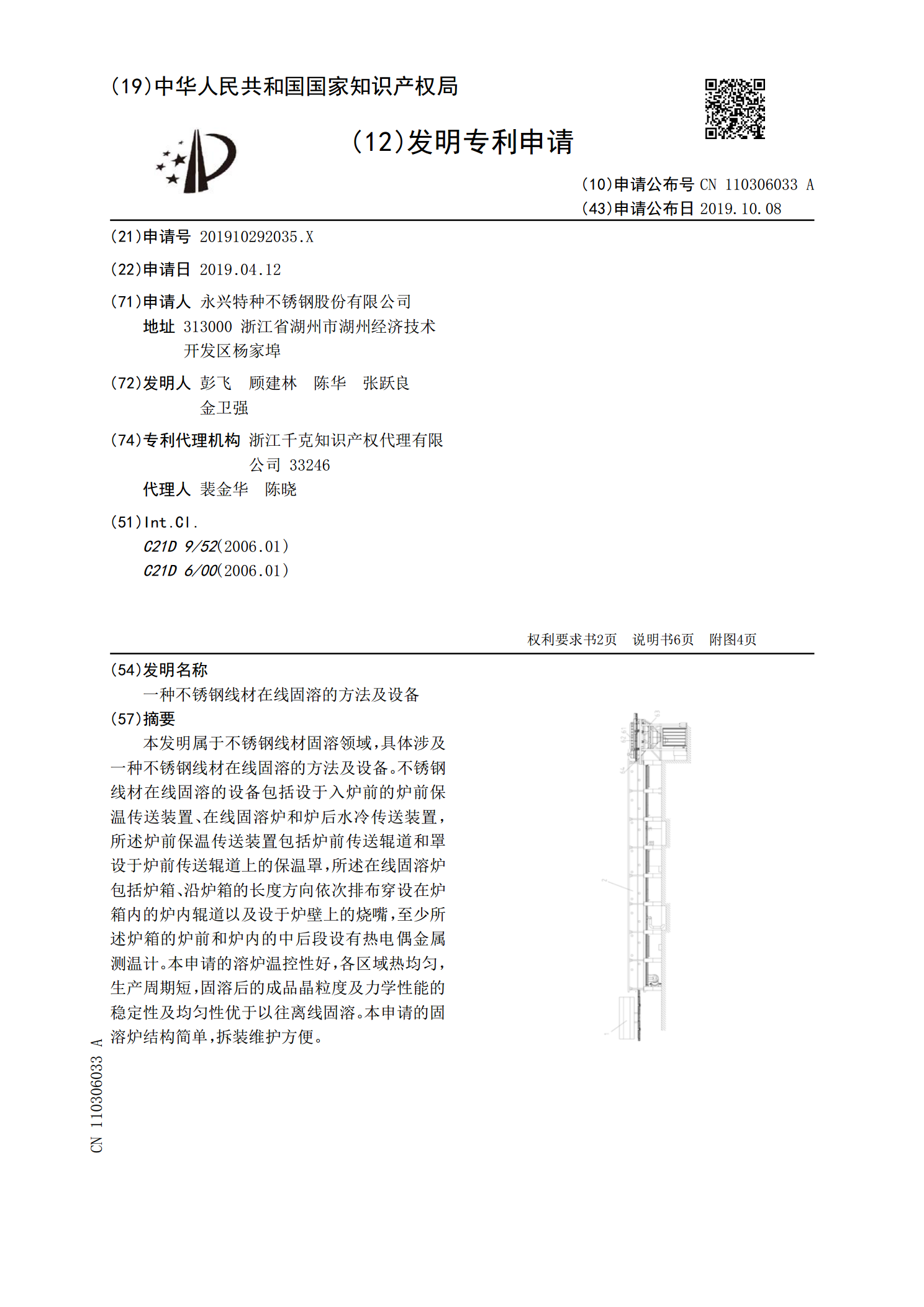
本发明属于不锈钢线材固溶领域,具体涉及一种不锈钢线材在线固溶的方法及设备。不锈钢线材在线固溶的设备包括设于入炉前的炉前保温传送装置、在线固溶炉和炉后水冷传送装置,所述炉前保温传送装置包括炉前传送辊道和罩设于炉前传送辊道上的保温罩,所述在线固溶炉包括炉箱、沿炉箱的长度方向依次排布穿设在炉箱内的炉内辊道以及设于炉壁上的烧嘴,至少所述炉箱的炉前和炉内的中后段设有热电偶金属测温计。本申请的溶炉温控性好,各区域热均匀,生产周期短,固溶后的成品晶粒度及力学性能的稳定性及均匀性优于以往离线固溶。本申请的固溶炉结构简单,
不锈钢板固溶处理装置.pdf
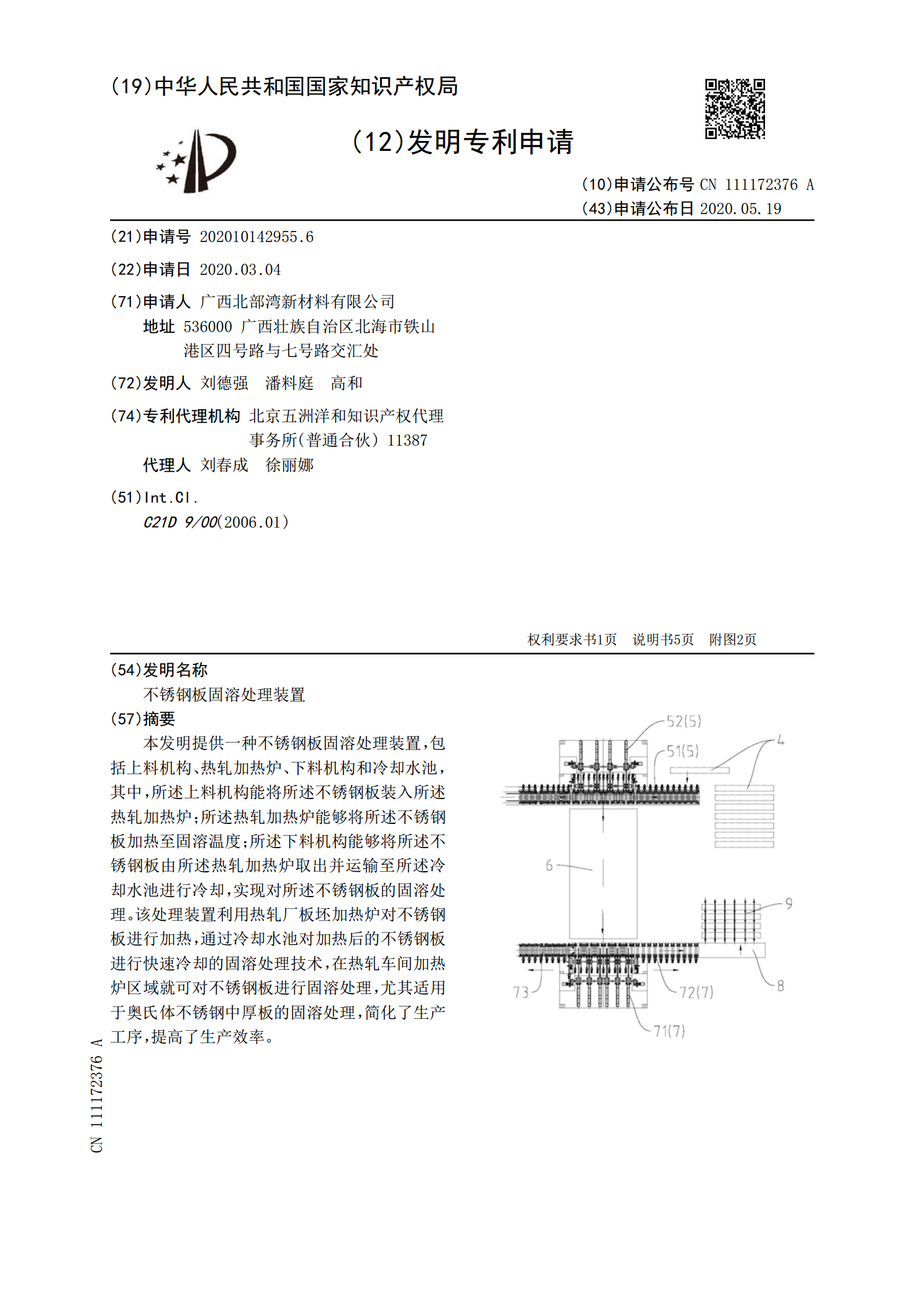
本发明提供一种不锈钢板固溶处理装置,包括上料机构、热轧加热炉、下料机构和冷却水池,其中,所述上料机构能将所述不锈钢板装入所述热轧加热炉;所述热轧加热炉能够将所述不锈钢板加热至固溶温度;所述下料机构能够将所述不锈钢板由所述热轧加热炉取出并运输至所述冷却水池进行冷却,实现对所述不锈钢板的固溶处理。该处理装置利用热轧厂板坯加热炉对不锈钢板进行加热,通过冷却水池对加热后的不锈钢板进行快速冷却的固溶处理技术,在热轧车间加热炉区域就可对不锈钢板进行固溶处理,尤其适用于奥氏体不锈钢中厚板的固溶处理,简化了生产工序,提高
一种新型不锈钢固溶热处理炉.pdf
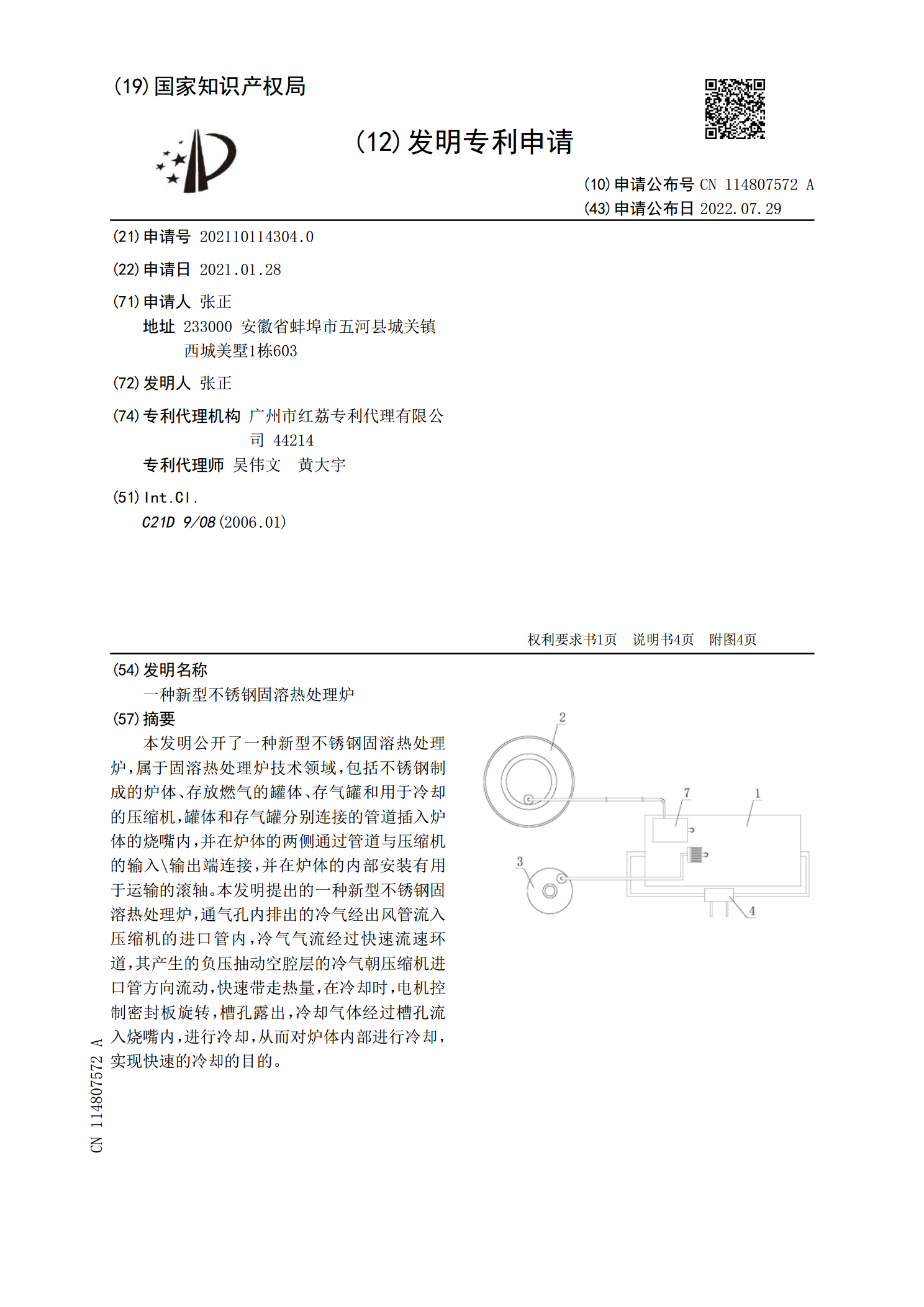
本发明公开了一种新型不锈钢固溶热处理炉,属于固溶热处理炉技术领域,包括不锈钢制成的炉体、存放燃气的罐体、存气罐和用于冷却的压缩机,罐体和存气罐分别连接的管道插入炉体的烧嘴内,并在炉体的两侧通过管道与压缩机的输入\输出端连接,并在炉体的内部安装有用于运输的滚轴。本发明提出的一种新型不锈钢固溶热处理炉,通气孔内排出的冷气经出风管流入压缩机的进口管内,冷气气流经过快速流速环道,其产生的负压抽动空腔层的冷气朝压缩机进口管方向流动,快速带走热量,在冷却时,电机控制密封板旋转,槽孔露出,冷却气体经过槽孔流入烧嘴内,进