
一种大断面连铸圆坯的棒材轧制成型方法.pdf

Ch****75

1/10

2/10

3/10
4/10
5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种大断面连铸圆坯的棒材轧制成型方法.pdf
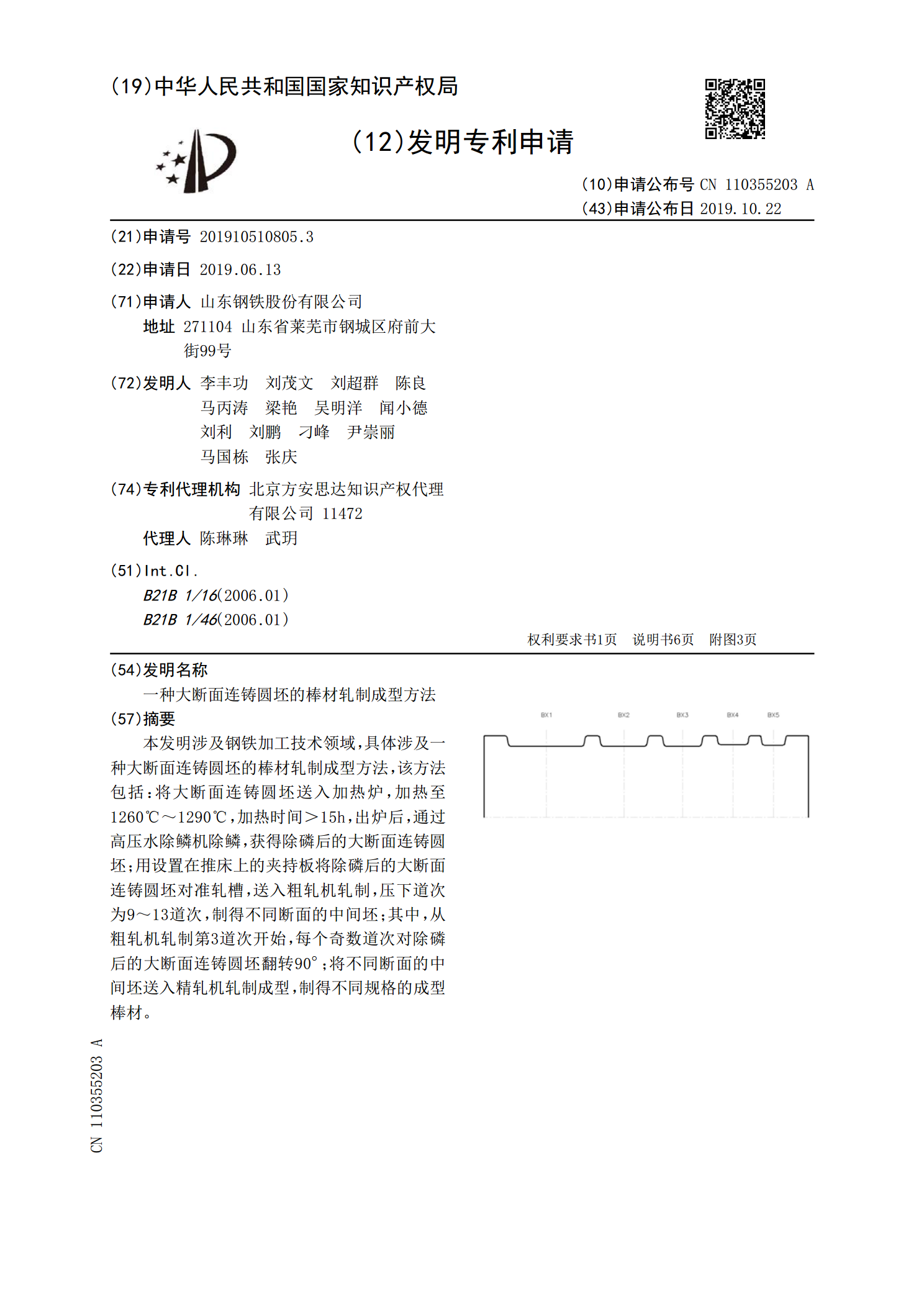
本发明涉及钢铁加工技术领域,具体涉及一种大断面连铸圆坯的棒材轧制成型方法,该方法包括:将大断面连铸圆坯送入加热炉,加热至1260℃~1290℃,加热时间>15h,出炉后,通过高压水除鳞机除鳞,获得除磷后的大断面连铸圆坯;用设置在推床上的夹持板将除磷后的大断面连铸圆坯对准轧槽,送入粗轧机轧制,压下道次为9~13道次,制得不同断面的中间坯;其中,从粗轧机轧制第3道次开始,每个奇数道次对除磷后的大断面连铸圆坯翻转90°;将不同断面的中间坯送入精轧机轧制成型,制得不同规格的成型棒材。
二火轧制坯和大断面连铸坯相邻装炉的加热方法.pdf
本发明涉及冶金技术领域,具体而言,涉及二火轧制坯和大断面连铸坯相邻装炉的加热方法,包括:在二火非调钢轧制坯后续接大断面连铸坯相邻装炉;其中,在大断面连铸坯进入一加热段前,使一加热段的炉温按照大断面连铸坯在预热段的温度工艺要求控制;大断面在预热段加上一加热段的时间控制要求按其在预热段的工艺要求时间控制;大断面连铸坯进入二加热段前,使二加热段的炉温按照大断面连铸坯在一加热段的温度工艺要求控制;大断面连铸坯在二加热段的时间按照一加热段的工艺要求时间控制;大断面连铸坯在均热段的温度和时间按照其在高温段的工艺要求控
大断面圆坯管线钢连铸坯保护渣.pdf
本发明公开了一种大断面圆坯管线钢连铸坯保护渣,其成分有玻璃粉、萤石粉、工业纯碱、N220灯黑、高品位碳粉、鳞片石墨粉、硅灰石粉、石灰石粉、轻烧镁砂粉、高炉水渣粉,其重量百分比分别是14%、12%、2%、2%、2%、2%、20%、8%、9%、29%。在结晶器内,铺展性良好,化渣均匀,液面稳定的情况下,渣圈生长缓慢,不用挑渣条,液渣层9~12mm,渣耗量0.62kg/t,铸坯表面质量合格率达98%以上,同时未发生粘结及漏钢现象,满足了¢700~800mm断面圆坯管线钢连铸对保护渣性能的要求。
一种大断面连铸圆坯生产高碳锰铬钢的方法.pdf
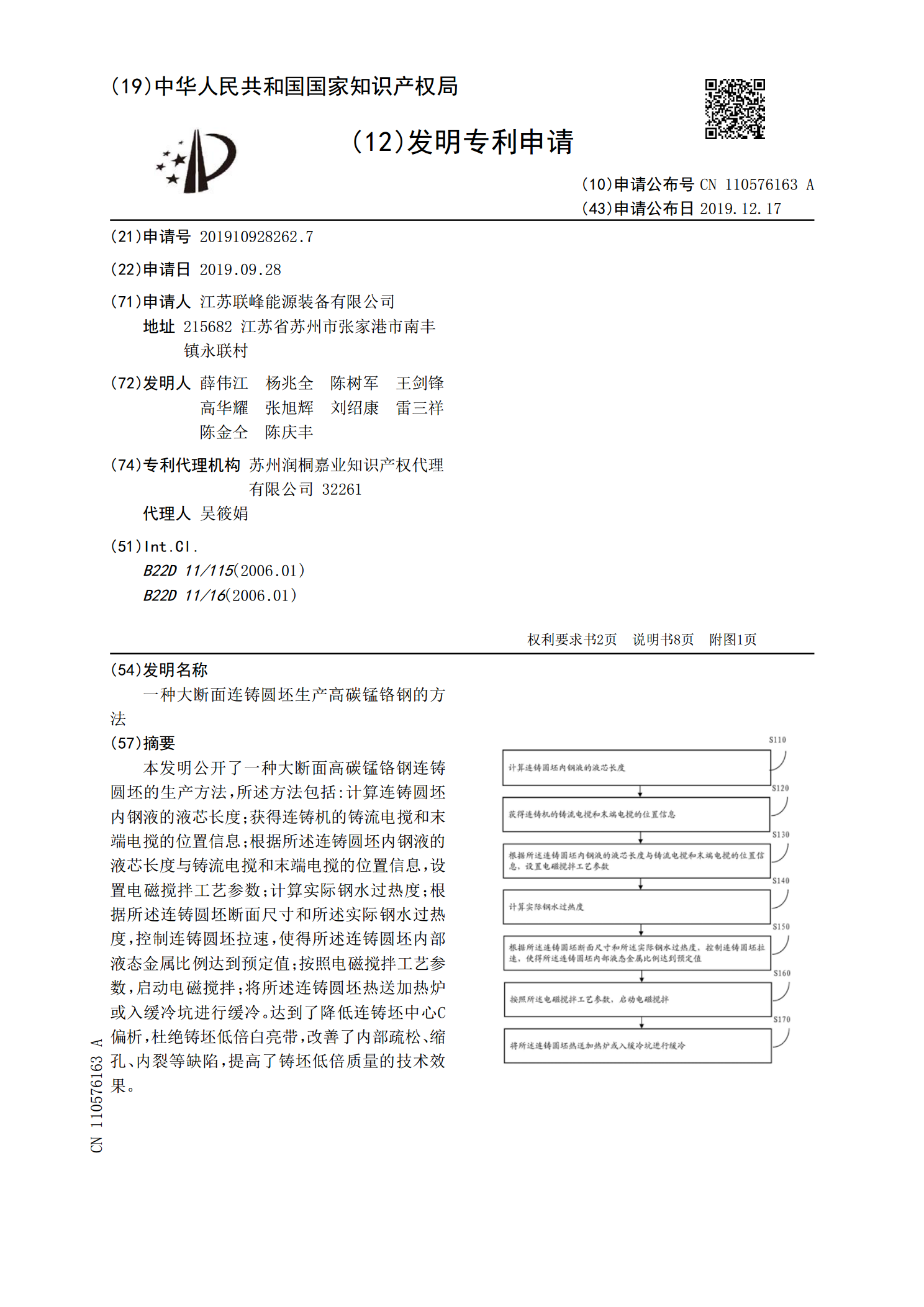
本发明公开了一种大断面高碳锰铬钢连铸圆坯的生产方法,所述方法包括:计算连铸圆坯内钢液的液芯长度;获得连铸机的铸流电搅和末端电搅的位置信息;根据所述连铸圆坯内钢液的液芯长度与铸流电搅和末端电搅的位置信息,设置电磁搅拌工艺参数;计算实际钢水过热度;根据所述连铸圆坯断面尺寸和所述实际钢水过热度,控制连铸圆坯拉速,使得所述连铸圆坯内部液态金属比例达到预定值;按照电磁搅拌工艺参数,启动电磁搅拌;将所述连铸圆坯热送加热炉或入缓冷坑进行缓冷。达到了降低连铸坯中心C偏析,杜绝铸坯低倍白亮带,改善了内部疏松、缩孔、内裂等缺
一种连铸16m方坯直轧棒材的方法.pdf
本申请提供了一种连铸16m方坯直轧棒材的方法,切后传送阶段中,在直轧辊道上安装电磁感应加热装置,将钢坯加热到920℃~940℃,控制电磁感应加热装置的升温速率为7℃/s~10℃/s,且钢坯的通条温差控制在35℃以下;提高直轧辊道的传送速度至4m/s~5m/s,在直轧辊道上设置保温罩,采用保温罩包裹覆盖钢坯,对钢坯进行保温隔热;将钢坯在辊道上的等待位置设置在保温罩内部;本申请通过优化生产工艺,优化工艺步骤与工艺参数等,实现了连铸16m方坯直轧棒材,氧化烧损降低到0.3%,直轧后煤气消耗降为0m³,16米钢坯