
一种适用于柴油发动机缸盖的材料的制备方法.pdf

星星****眨眼

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种适用于柴油发动机缸盖的材料的制备方法.pdf
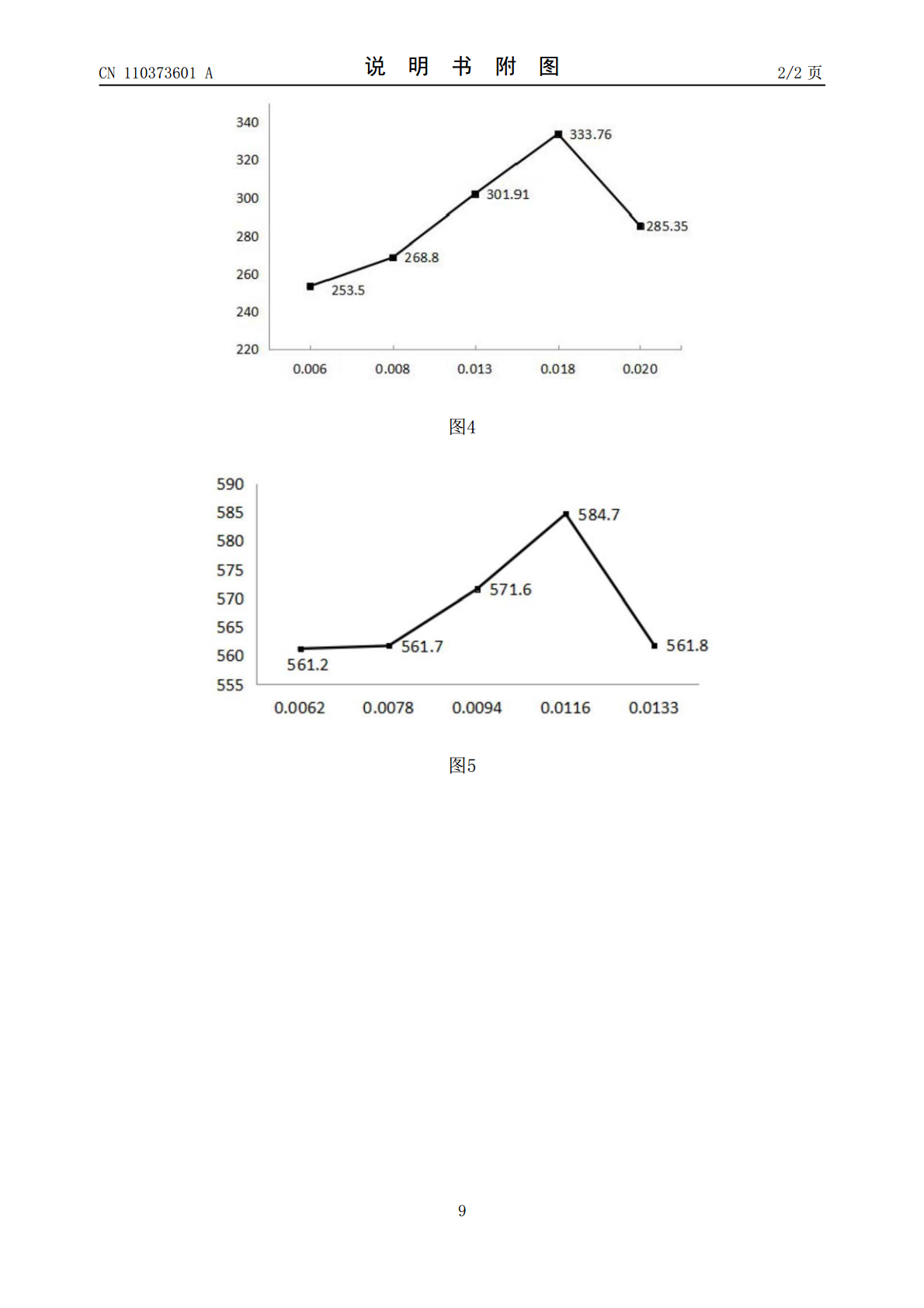
一种适用于柴油发动机缸盖的材料的制备方法,包括如下步骤:(1)炉料采用废钢、回炉铁依次加入中频炉中熔化成铁水,当铁液温度达到1400℃后加入石油焦增碳剂;(2)当铁水温度达到1530‑1560℃加入氮化锰铁,均匀搅拌,保温8‑12分钟后出铁;(3)在铁水包加入一次孕育剂,当铁水包中铁液量占出铁量的三分之一时开始第二次孕育处理,铁水浇注过程加入第三次随流孕育剂;(4)采用铁型覆砂铸型进行浇注得到适合于柴油机气缸盖的灰铸铁材料。本发明通过添加氮元素,减少合金元素含量,提高孕育次数,并结合铁型覆砂工艺铸造,显著

一种柴油发动机的气缸盖.pdf
本发明涉及一种柴油发动机的气缸盖,气缸盖本体具有润滑油回油孔、排气道、进气道与冷却水出水口,在气缸盖本体上一体铸造有凸轮轴轴承下座与节温器座,凸轮轴轴承下座一体铸造在气缸盖本体的顶端面,且凸轮轴轴承下座在气缸盖本体的顶端面上呈筋状凸起;节温器座一体铸造在气缸盖本体的顶端前部且位于排气道的一侧位置,且节温器座的内部空间与所述的冷却水出水口相连通。本发明既能满足凸轮轴的安装要求,又简化了零部件的安装及加工工序,而且提高了凸轮轴孔的同轴度,有利于提高发动机的整机性能要求。不但省略了安装工序,节约了成本,而且结构
一种发动机缸盖及其制备方法.pdf
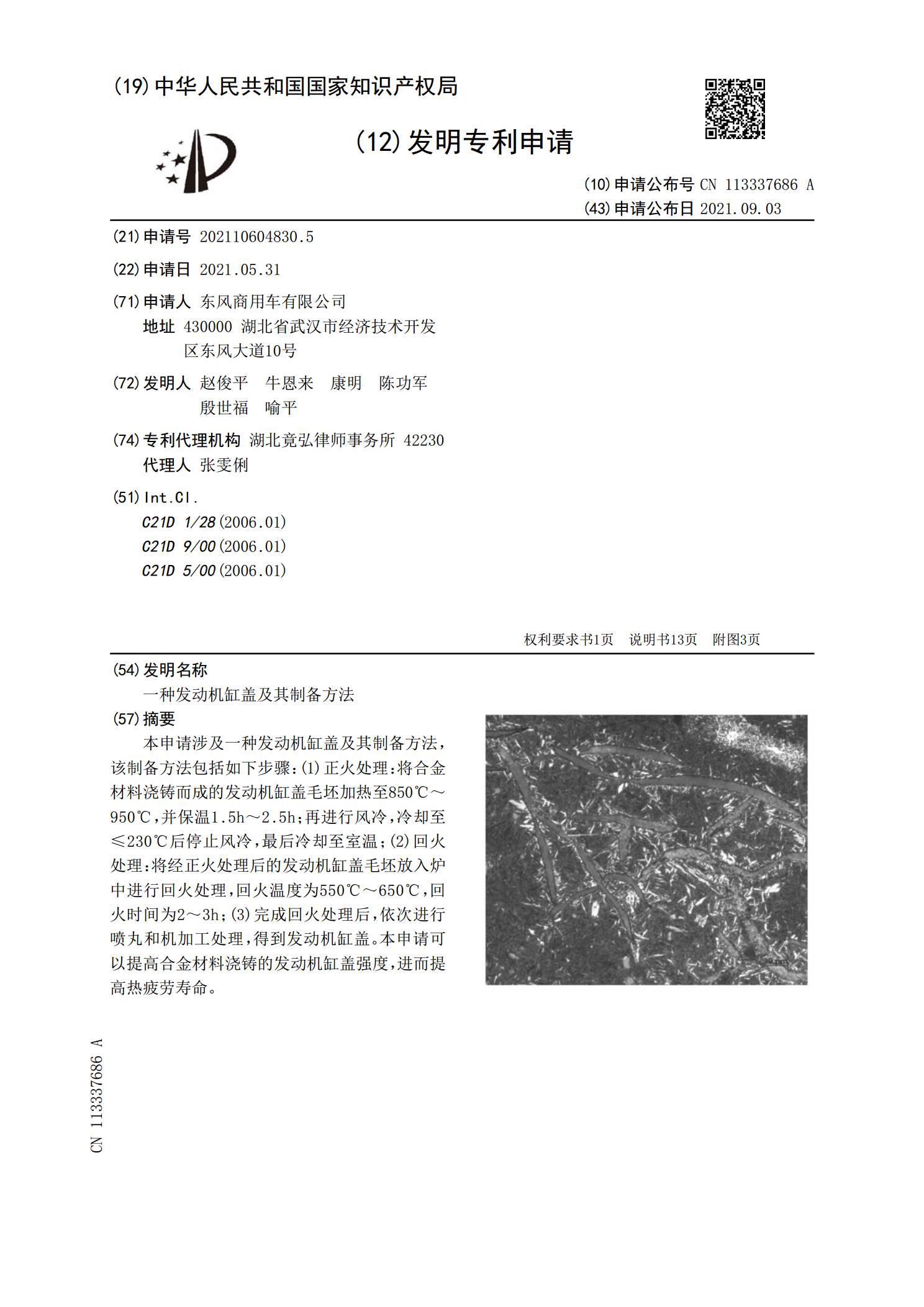
本申请涉及一种发动机缸盖及其制备方法,该制备方法包括如下步骤:(1)正火处理:将合金材料浇铸而成的发动机缸盖毛坯加热至850℃~950℃,并保温1.5h~2.5h;再进行风冷,冷却至≤230℃后停止风冷,最后冷却至室温;(2)回火处理:将经正火处理后的发动机缸盖毛坯放入炉中进行回火处理,回火温度为550℃~650℃,回火时间为2~3h;(3)完成回火处理后,依次进行喷丸和机加工处理,得到发动机缸盖。本申请可以提高合金材料浇铸的发动机缸盖强度,进而提高热疲劳寿命。
用于生产柴油发动机气缸盖的多元微量合金铸件新材料及制备方法.pdf
本发明公开了一种用于生产柴油发动机气缸盖的多元微量合金铸件新材料及其制备方法。材料的化学元素的组成为:锰0.3%~0.7%,镍0.3~0.6%,钴0.1%~0.3%,铜0.05%~0.15%,锆0.05%~0.15%,钛0.05%~0.15%,剩下是铝。制备方法包括常规生产工艺,特点是:熔炼时,采用铝锭直接加入熔融炉中进行熔炼;合金粉直接加入出炉铝液中。本发明的材料具有较高的耐蚀性和耐热性,并且组织致密、成分均匀;特别适合于生产柴油发动机气缸盖。
发动机缸盖及其制备方法.pdf
本申请涉及一种发动机缸盖及其制备方法,该制备方法包括如下步骤:(1)奥氏体化:将蠕墨铸铁浇铸而成的发动机缸盖毛坯加热至880℃~960℃,并保温1h~2.5h;(2)等温淬火:将完全奥氏体化的发动机缸盖毛坯快速放入盐浴炉中进行等温淬火,等温淬火温度为290℃~360℃,等温淬火时间为1h~2h,之后从盐浴中取出,清洗后空冷至室温;(3)加工:对发动机缸盖毛坯进行机加工,得到发动机缸盖。本申请可以提高蠕墨铸铁浇铸而成的发动机缸盖的强度和热疲劳寿命。