
一种阀门锻件的生产工艺.pdf

是秋****写意

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种阀门锻件的生产工艺.pdf
本发明涉及一种阀门锻件的生产工艺,其特征在于,包括以下步骤,合金配方按重分量计如下:铜88%、锌10%、铅1%、助熔剂1%,熔炼,成型,根据阀门尺寸,对合金棒进行切割,将加热后的铜合金棒通过加热炉加热,将加热后的小段铜合金棒放入到红冲模具进行热锻红冲,本发明提出的一次性制成阀门锻件,将红冲后的阀门锻件在24小时以内放入到封闭的热处理炉内,将热处理炉抽真空后,再通入惰性气体并进行加热退火,保温,随炉冷却,出炉,通过将铜合金棒通过切割、热锻红冲制得阀门锻件,铜合金致密度高、抗蚀能力好,且无需或仅需少量切削,表
一种铜合金阀门锻件的生产工艺及生产设备.pdf
本发明公开了一种铜合金阀门锻件的生产工艺及生产设备,所述生产工艺包括如第一阶段铜合金冶炼后制成铜合金棒:在电弧炉冶炼过程中、经过LF炉精炼、用真空脱气炉进行脱气、氩气保护模铸成铜合金棒、两次退货热处理;第二阶段阀门锻件的加工:锯切下料后坯料加热、热锻红冲、退火、保温、随炉冷却、出炉。铜合金阀门锻件的生产设备包括加热炉和冲压设备,加热炉为能够实现自动输送、自动控制加热温度和保温时间的隧道炉,包括半封闭式的炉体,该炉体内设置有传送带和设置在传送带上方的若干个加热器,传送带能将由上料口投入的铜合金棒经过加热后传
一种超超临界汽轮机用阀门锻件的制备方法及阀门锻件.pdf
本发明公开的一种超超临界汽轮机用FB2阀门锻件的制备方法,其包括以下步骤:(1)熔炼步骤;(2)锻造步骤;(3)阀门锻件热处理步骤;(4)机加工步骤;(5)热处理步骤。本发明还公开了采用上述超超临界汽轮机用FB2阀门锻件的制备方法所制备的阀门锻件。本发明操作合理、含有效硼,锻件淬透性达标,最终锻件晶粒度≥3级,避免锻件中心出现Y型裂纹的625℃超超临界汽轮机用FB2阀门锻件的制备方法以及FB2阀门锻件。
一种7050合金锻件生产工艺.pdf
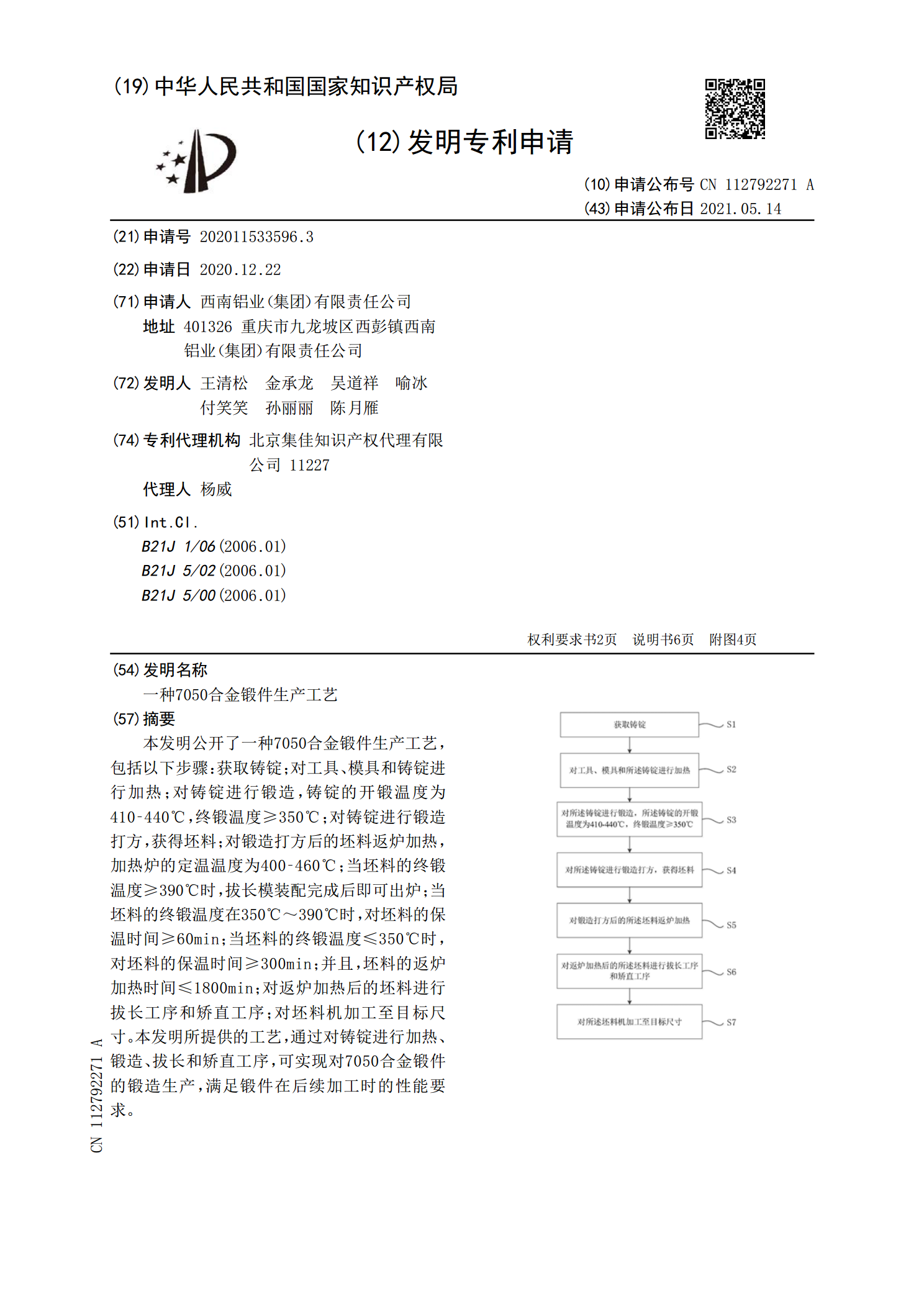
本发明公开了一种7050合金锻件生产工艺,包括以下步骤:获取铸锭;对工具、模具和铸锭进行加热;对铸锭进行锻造,铸锭的开锻温度为410‑440℃,终锻温度≥350℃;对铸锭进行锻造打方,获得坯料;对锻造打方后的坯料返炉加热,加热炉的定温温度为400‑460℃;当坯料的终锻温度≥390℃时,拔长模装配完成后即可出炉;当坯料的终锻温度在350℃~390℃时,对坯料的保温时间≥60min;当坯料的终锻温度≤350℃时,对坯料的保温时间≥300min;并且,坯料的返炉加热时间≤1800min;对返炉加热后的坯料进行
一种阀门铸件的熔模铸造的生产工艺及阀门铸件.pdf
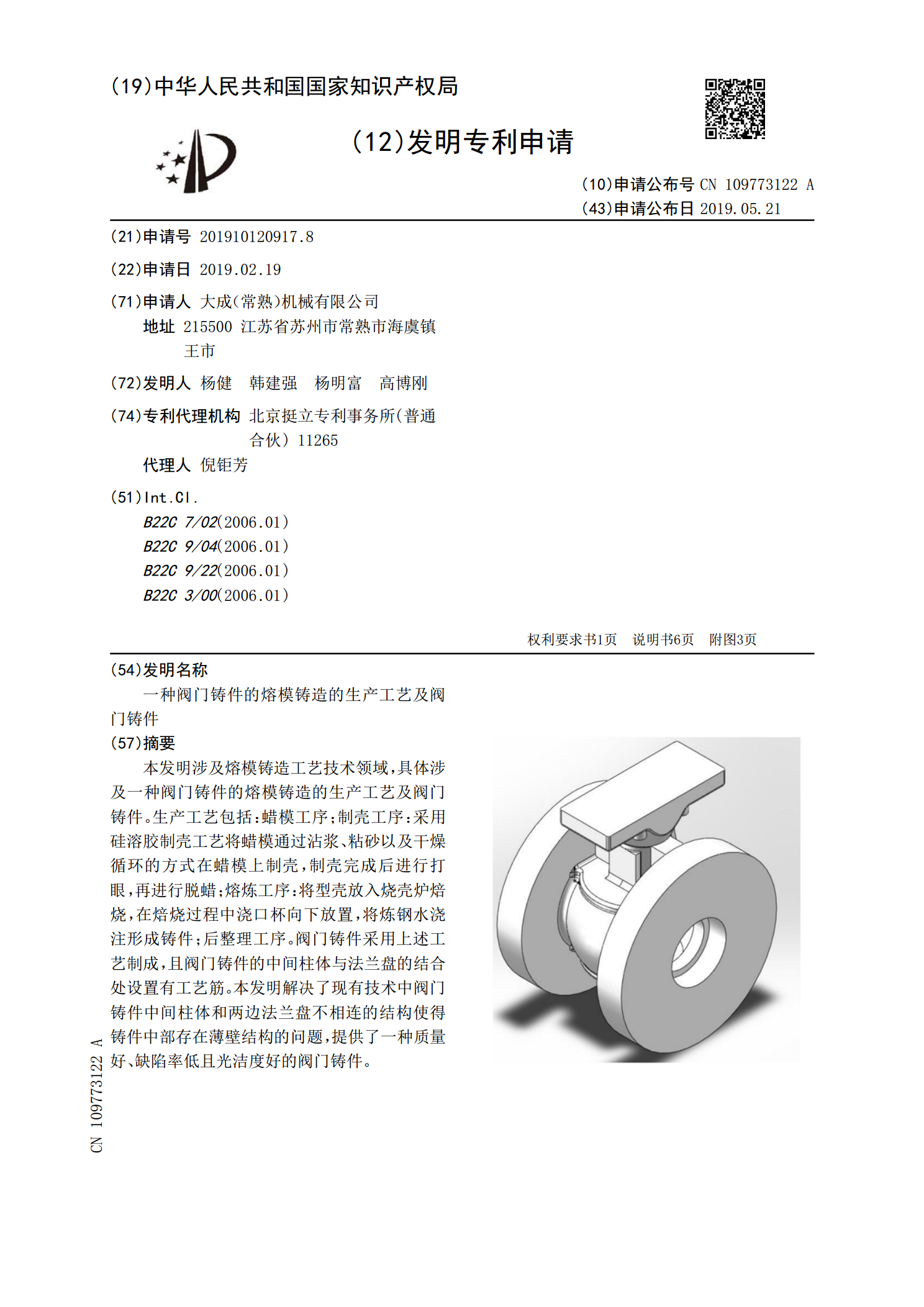
本发明涉及熔模铸造工艺技术领域,具体涉及一种阀门铸件的熔模铸造的生产工艺及阀门铸件。生产工艺包括:蜡模工序;制壳工序:采用硅溶胶制壳工艺将蜡模通过沾浆、粘砂以及干燥循环的方式在蜡模上制壳,制壳完成后进行打眼,再进行脱蜡;熔炼工序:将型壳放入烧壳炉焙烧,在焙烧过程中浇口杯向下放置,将炼钢水浇注形成铸件;后整理工序。阀门铸件采用上述工艺制成,且阀门铸件的中间柱体与法兰盘的结合处设置有工艺筋。本发明解决了现有技术中阀门铸件中间柱体和两边法兰盘不相连的结构使得铸件中部存在薄壁结构的问题,提供了一种质量好、缺陷率低