
一种7050合金锻件生产工艺.pdf

一条****彩妍

1/10
2/10
3/10
4/10
5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种7050合金锻件生产工艺.pdf
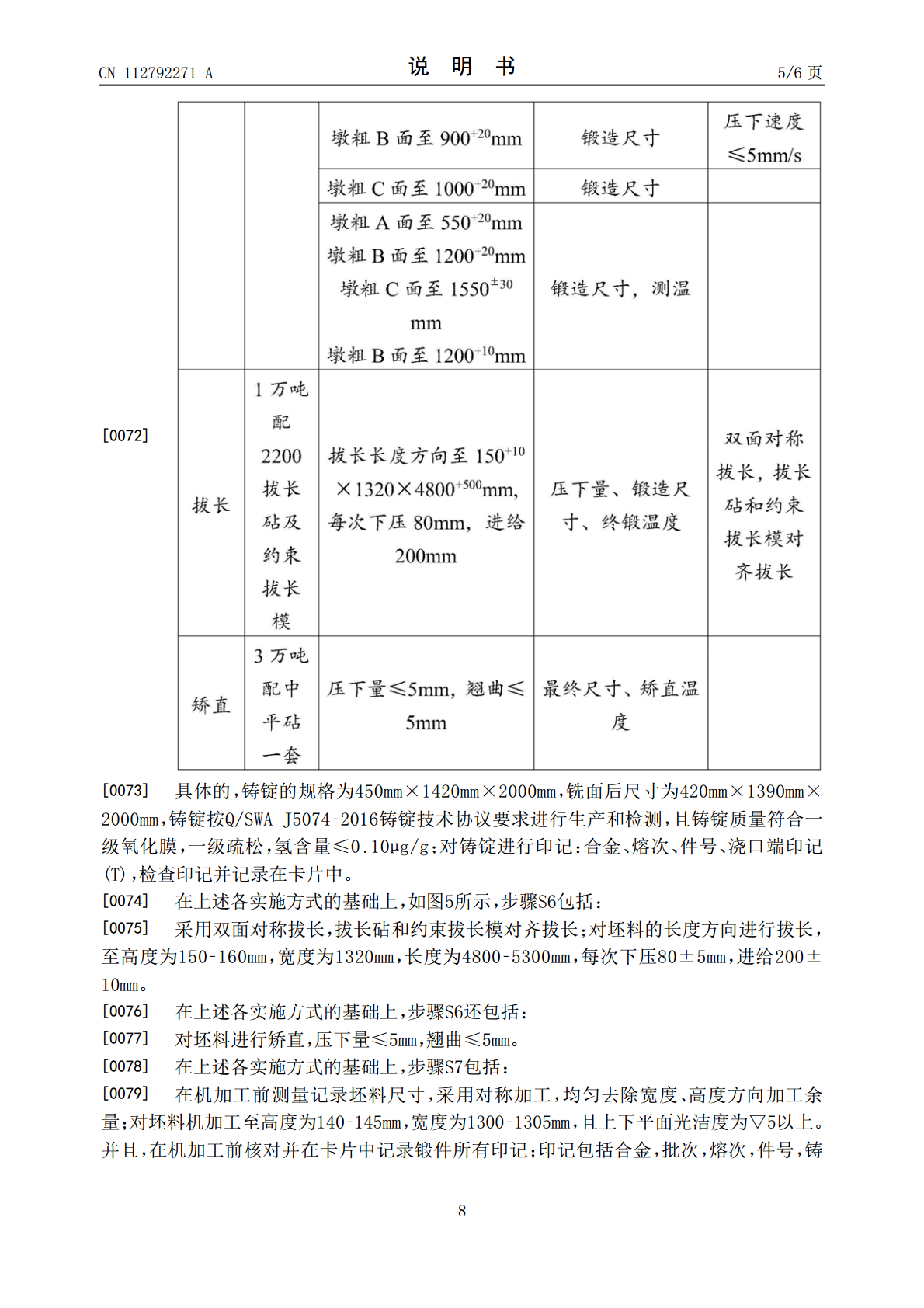
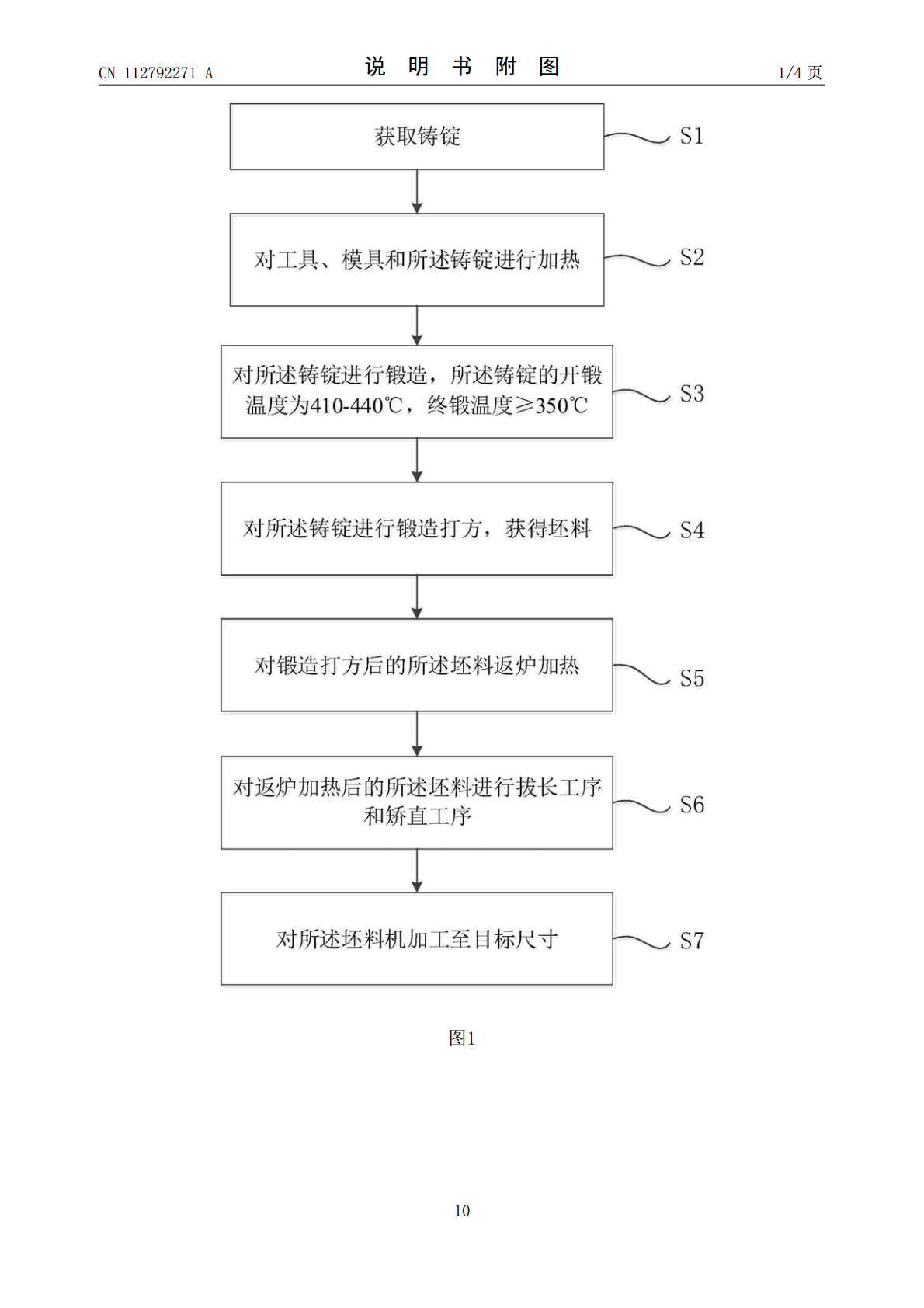
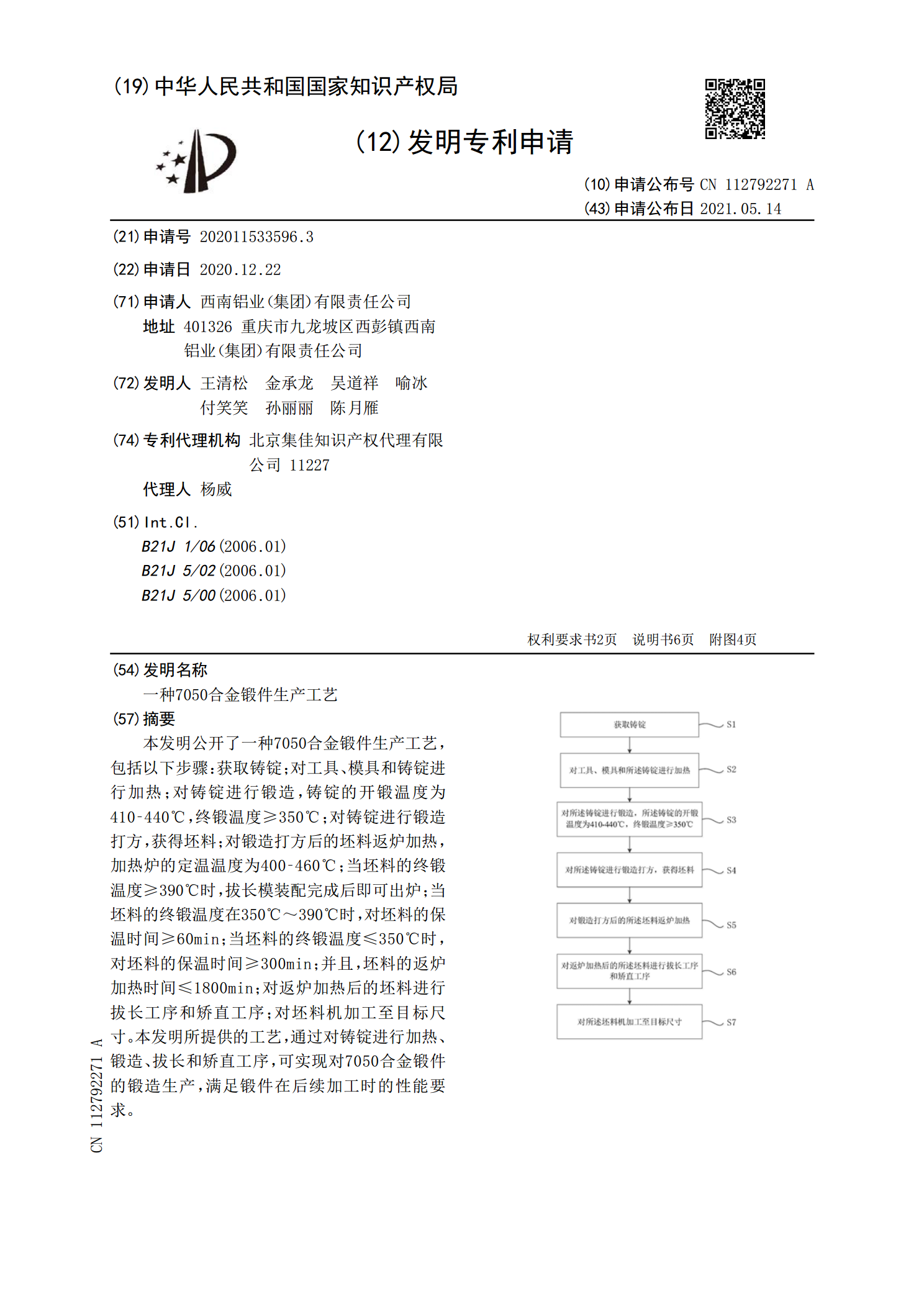
本发明公开了一种7050合金锻件生产工艺,包括以下步骤:获取铸锭;对工具、模具和铸锭进行加热;对铸锭进行锻造,铸锭的开锻温度为410‑440℃,终锻温度≥350℃;对铸锭进行锻造打方,获得坯料;对锻造打方后的坯料返炉加热,加热炉的定温温度为400‑460℃;当坯料的终锻温度≥390℃时,拔长模装配完成后即可出炉;当坯料的终锻温度在350℃~390℃时,对坯料的保温时间≥60min;当坯料的终锻温度≤350℃时,对坯料的保温时间≥300min;并且,坯料的返炉加热时间≤1800min;对返炉加热后的坯料进行

7050高强铝合金锻件的热处理工艺.pdf
本发明公开了一种7050高强铝合金锻件的热处理工艺,固溶过程能有效去除锻件成形过程中的残余应力,但淬火过程又会在锻件表面形成较大的拉应力,这与淬火过程中较大的锻件内外温度梯度有关。按照工艺要求,在随后对锻件进行的不同变形程度的冷压缩后发现,3%的压缩量不但能消除锻件表面的应力,还能使锻件残留有非常有益的压应力,从而能够有效地抑制后续处理过程中的裂纹产生。通过研究验证了7050高强铝合金锻件热处理工艺设计的合理性,具有一定的工程参考价值。

7050铝合金模锻件的热处理过程研究.docx
7050铝合金模锻件的热处理过程研究摘要:7050铝合金是一种高强度,高韧性的铝合金,在航空航天工业、陆地交通工具等领域有广泛的应用。本文对7050铝合金模锻件的热处理过程进行了研究,包括时效处理和淬火等工艺。通过实验数据分析和文献综述,总结出合适的热处理工艺和优化方案,为7050铝合金模锻件的生产提供了参考依据。关键词:7050铝合金,模锻件,热处理过程,时效处理,淬火一、引言7050铝合金是一种具有高强度、高韧性和良好耐腐蚀性能的铝合金。它的主要成分为铝、锌、镁和铜等元素,是一种高参数的合金。7050

7050高强铝合金锻件的热处理工艺模拟.docx
7050高强铝合金锻件的热处理工艺模拟热处理是一种通过控制材料在一定的温度范围内进行加热、保温和冷却等一系列工艺操作,以改变材料的组织结构和性能的方法。对于高强铝合金锻件7050来说,选择合适的热处理工艺对其性能的提高具有重要的意义。本文将针对7050高强铝合金锻件的热处理工艺进行模拟分析和探讨。首先,我们需要了解7050高强铝合金锻件的化学成分和特性。7050高强铝合金是一种结合了锆和铜的铝锆合金,具有高强度、耐磨损、耐腐蚀等特点。在航空、汽车等领域有广泛的应用。7050高强铝合金的热处理工艺一般包括固

7050铝合金锻件固溶处理工艺优化研究.docx
7050铝合金锻件固溶处理工艺优化研究7050铝合金是一种高强度、高韧性的铝合金材料,广泛应用于航天、汽车、船舶、军事等领域。针对7050铝合金锻件固溶处理工艺进行优化研究,可以进一步提高该材料的性能和应用范围。一、7050铝合金的特性7050铝合金是一种高强度、高韧性的铝合金材料,具有良好的耐蚀性和可焊性,适用于高温、高压、高负载等复杂环境。该材料的主要特性包括:1、高强度:7050铝合金的抗拉强度可达到超过500MPa,耐疲劳性能、耐蚀性能都比较好。2、高韧性:7050铝合金的机械性能属于中等水平,而