
一种阀门铸件的熔模铸造的生产工艺及阀门铸件.pdf

俊英****22

1/10
2/10
3/10
4/10
5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种阀门铸件的熔模铸造的生产工艺及阀门铸件.pdf
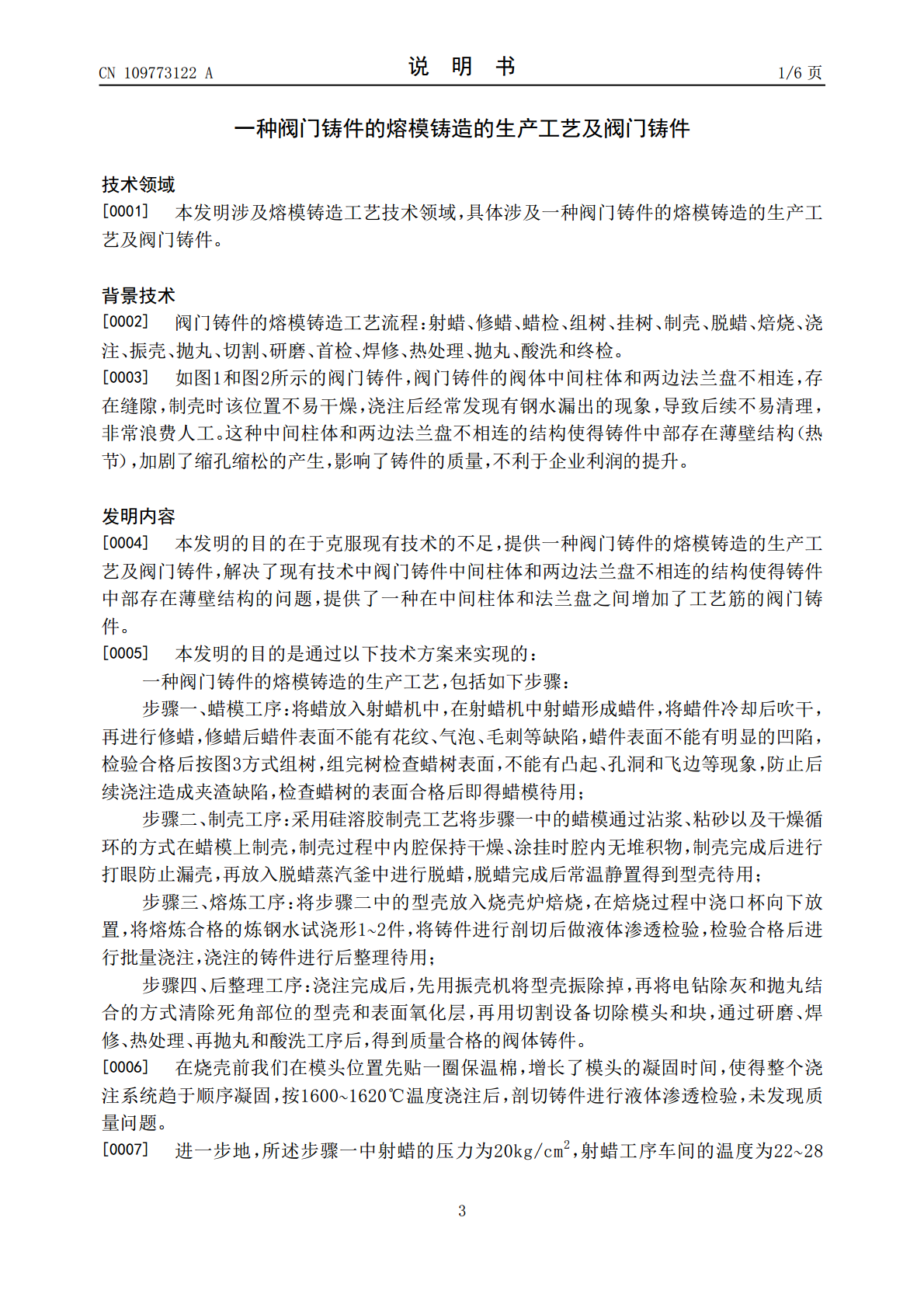
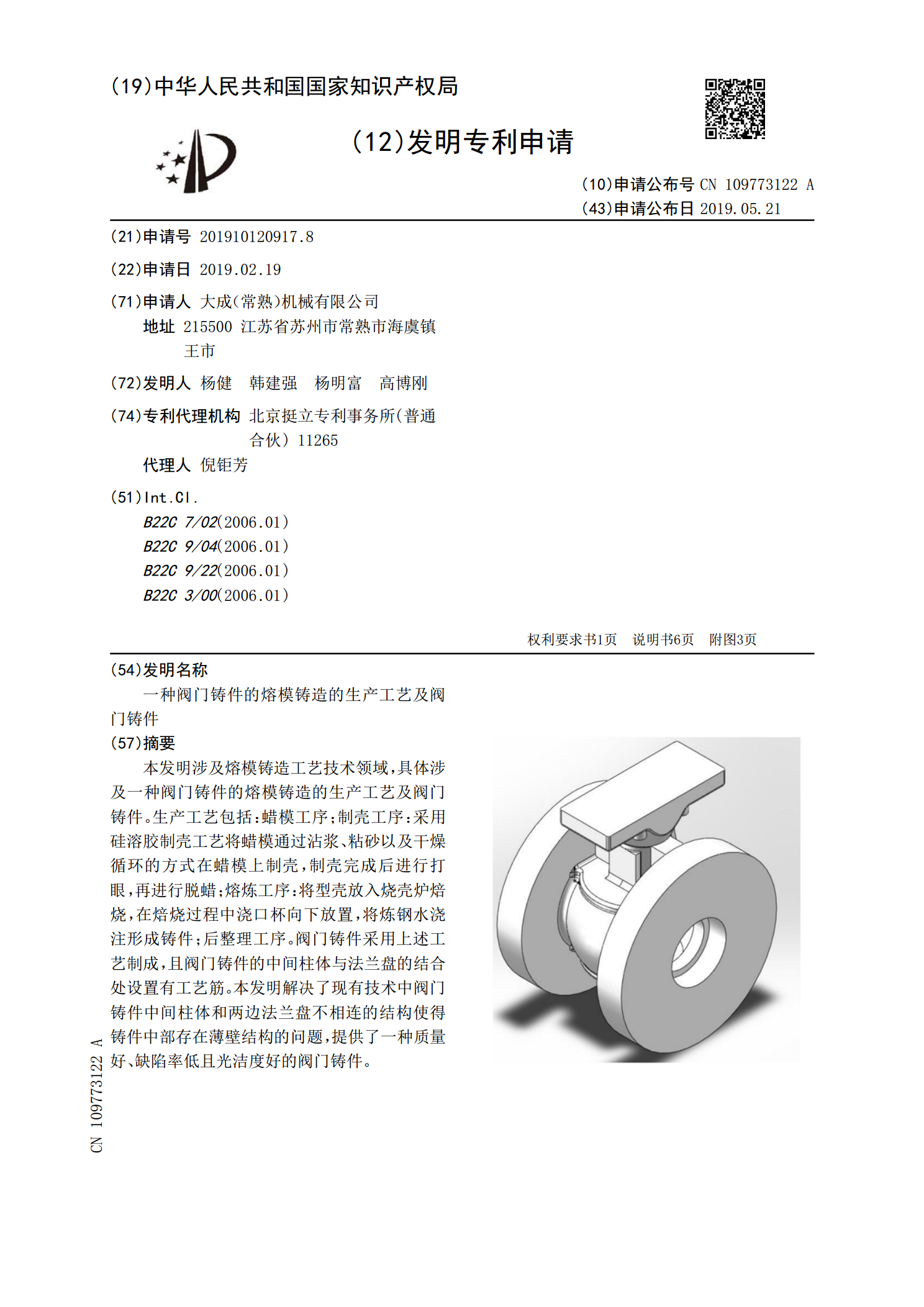
本发明涉及熔模铸造工艺技术领域,具体涉及一种阀门铸件的熔模铸造的生产工艺及阀门铸件。生产工艺包括:蜡模工序;制壳工序:采用硅溶胶制壳工艺将蜡模通过沾浆、粘砂以及干燥循环的方式在蜡模上制壳,制壳完成后进行打眼,再进行脱蜡;熔炼工序:将型壳放入烧壳炉焙烧,在焙烧过程中浇口杯向下放置,将炼钢水浇注形成铸件;后整理工序。阀门铸件采用上述工艺制成,且阀门铸件的中间柱体与法兰盘的结合处设置有工艺筋。本发明解决了现有技术中阀门铸件中间柱体和两边法兰盘不相连的结构使得铸件中部存在薄壁结构的问题,提供了一种质量好、缺陷率低
一种阀门铸件打磨装置.pdf
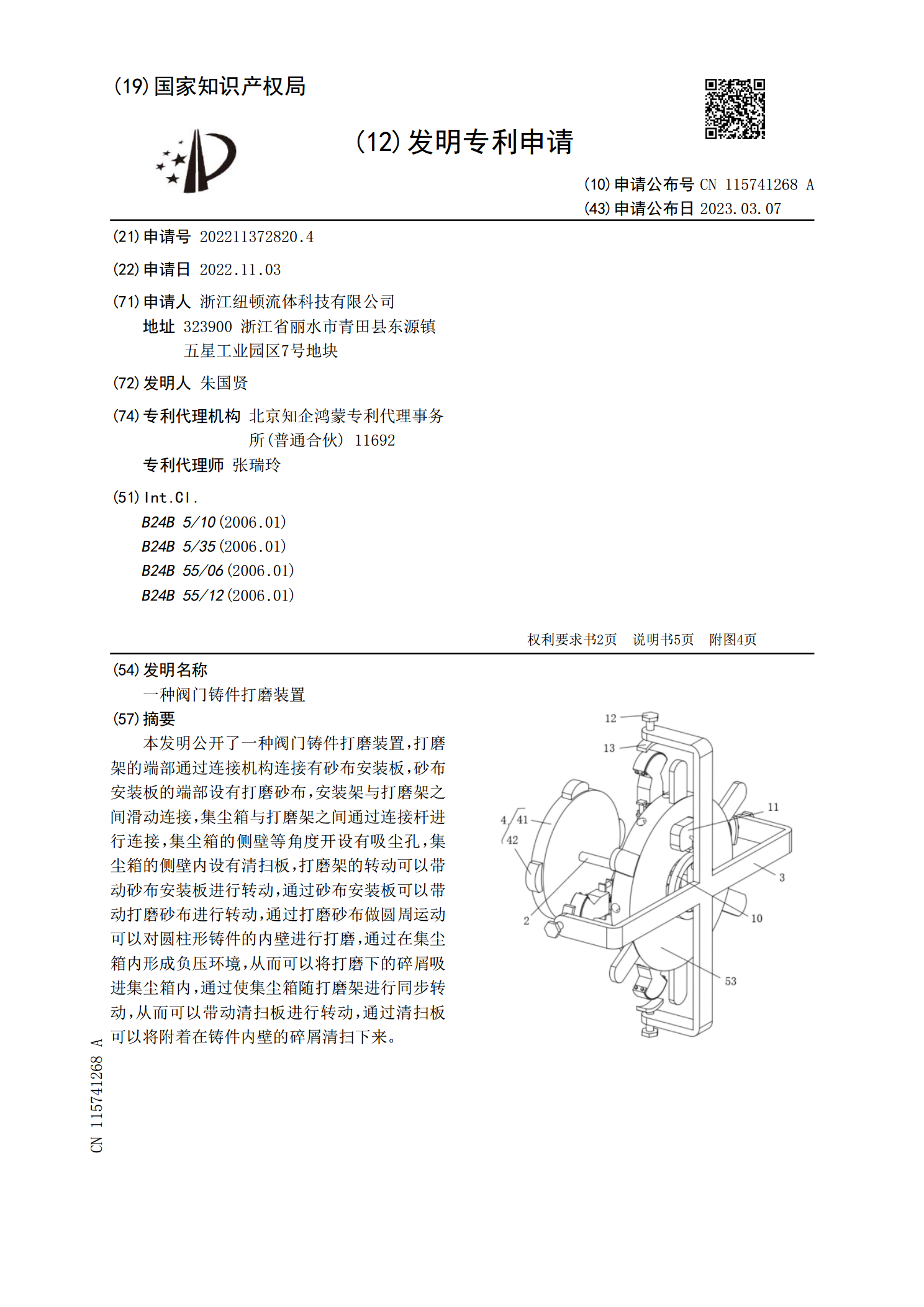
本发明公开了一种阀门铸件打磨装置,打磨架的端部通过连接机构连接有砂布安装板,砂布安装板的端部设有打磨砂布,安装架与打磨架之间滑动连接,集尘箱与打磨架之间通过连接杆进行连接,集尘箱的侧壁等角度开设有吸尘孔,集尘箱的侧壁内设有清扫板,打磨架的转动可以带动砂布安装板进行转动,通过砂布安装板可以带动打磨砂布进行转动,通过打磨砂布做圆周运动可以对圆柱形铸件的内壁进行打磨,通过在集尘箱内形成负压环境,从而可以将打磨下的碎屑吸进集尘箱内,通过使集尘箱随打磨架进行同步转动,从而可以带动清扫板进行转动,通过清扫板可以将附着
一种阀门铸件气密检测夹具.pdf
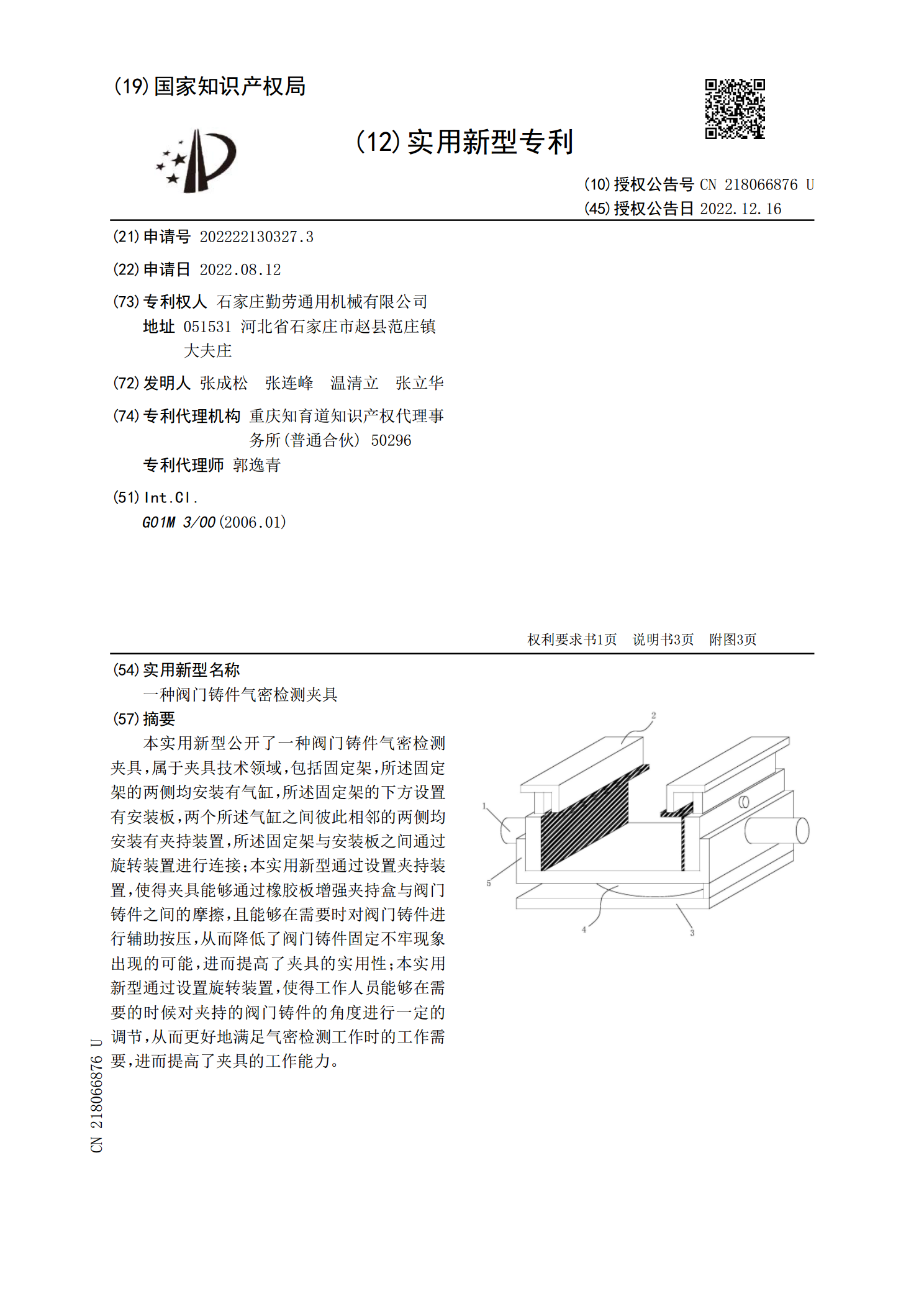
本实用新型公开了一种阀门铸件气密检测夹具,属于夹具技术领域,包括固定架,所述固定架的两侧均安装有气缸,所述固定架的下方设置有安装板,两个所述气缸之间彼此相邻的两侧均安装有夹持装置,所述固定架与安装板之间通过旋转装置进行连接;本实用新型通过设置夹持装置,使得夹具能够通过橡胶板增强夹持盒与阀门铸件之间的摩擦,且能够在需要时对阀门铸件进行辅助按压,从而降低了阀门铸件固定不牢现象出现的可能,进而提高了夹具的实用性;本实用新型通过设置旋转装置,使得工作人员能够在需要的时候对夹持的阀门铸件的角度进行一定的调节,从而更
一种阀门手轮铸件用抛光脂.pdf
本发明公开了一种阀门手轮铸件用抛光脂,涉及抛光剂技术领域,由如下重量份数的原料制成:石英砂30‑40份、氢化松香12‑17份、石蜡油10‑15份、羧甲基纤维素钠8‑12份、棕榈蜡8‑12份、大豆磷脂6‑10份、改性海泡石粉5‑8份、聚丙烯酰胺4‑6份、纳米氧化铝3‑5份、鲸蜡硬脂醇2‑4份、纳米氧化亚铜1‑2份、聚乙二醇10‑15份、乙醇35‑40份。本发明抛光脂粘度适宜,能均匀涂覆于手轮表面,利于抛光过程的进行和充分提高抛光效果,并且对抛光后的手轮表面具有防锈作用,从而提高手轮表面质量。
一种阀门铸件热处理冷却装置.pdf
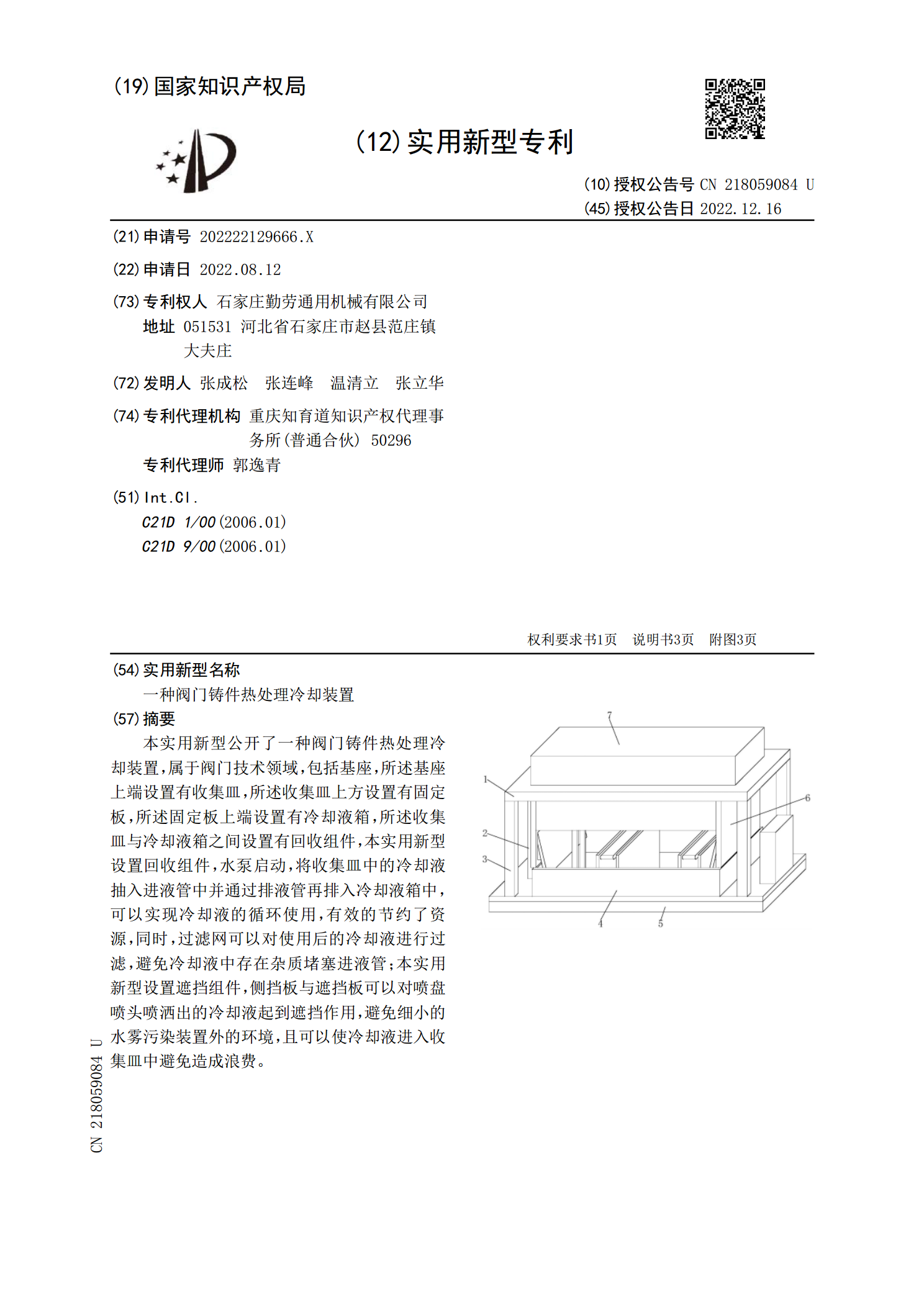
本实用新型公开了一种阀门铸件热处理冷却装置,属于阀门技术领域,包括基座,所述基座上端设置有收集皿,所述收集皿上方设置有固定板,所述固定板上端设置有冷却液箱,所述收集皿与冷却液箱之间设置有回收组件,本实用新型设置回收组件,水泵启动,将收集皿中的冷却液抽入进液管中并通过排液管再排入冷却液箱中,可以实现冷却液的循环使用,有效的节约了资源,同时,过滤网可以对使用后的冷却液进行过滤,避免冷却液中存在杂质堵塞进液管;本实用新型设置遮挡组件,侧挡板与遮挡板可以对喷盘喷头喷洒出的冷却液起到遮挡作用,避免细小的水雾污染装置