
棒线材无加热炉连铸直轧工艺.pdf

一吃****继勇

1/6

2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
棒线材无加热炉连铸直轧工艺.pdf
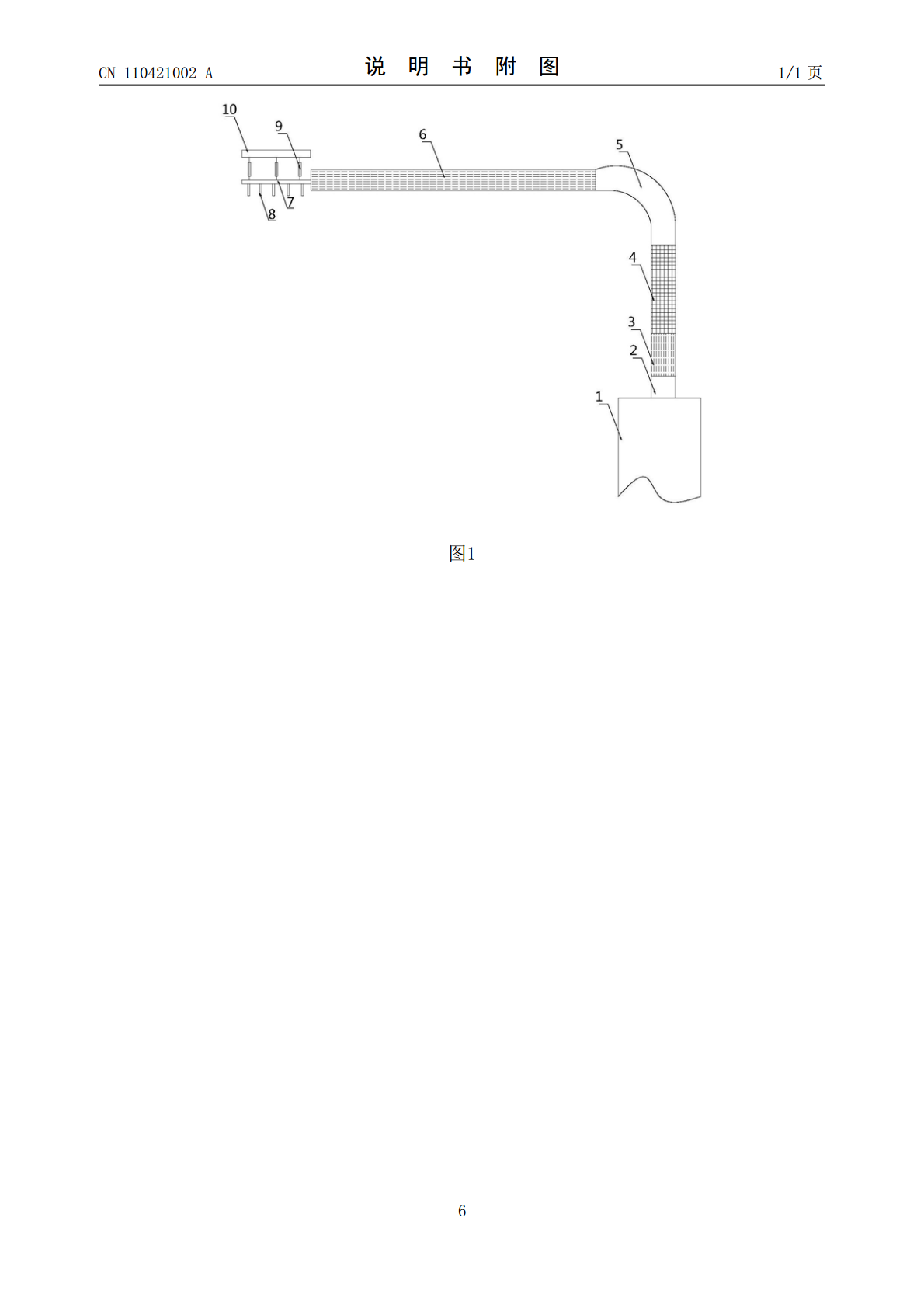
本发明公开了一种棒线材无加热炉连铸直轧工艺,棒线材生产工艺技术领域。本发明采用免加热直接轧制,无加热炉,可节约燃料,降低能耗;采用直接轧制避免了钢坯的二次加热,可至少减少0.6%的氧化烧损;连铸切坯采用液压剪,剪断时间短,降低了铸坯的温度损失减少,同时减少燃气消耗,节约成本;采用保温辊道,降低温度损耗,保证连铸坯进入连铸冷床前表面温度仍在1000℃以上,有利于直轧工艺;采用无加热炉设计,减少加热炉停炉维修时对轧钢生产的影响。

铝线材的连铸连轧技术.docx
铝线材的连铸连轧技术铝线材的连铸连轧技术摘要:连铸连轧是一种重要的铝材生产技术,可用于生产各种规格的铝线材。本文介绍了铝线材的连铸连轧技术原理、设备和工艺,并探讨了该技术在提高铝材质量、降低生产成本和提高生产效率方面的应用。关键词:铝线材、连铸连轧、设备、工艺、质量、成本、效率1.引言铝是一种重要的金属材料,具有优良的导电性能和机械性能,广泛应用于电力、电子、建筑等领域。铝线材是铝材的一种重要形式,其质量对产品最终的使用效果有着重要影响。连铸连轧作为一种先进的生产技术,为铝线材的生产提供了更好的解决方案。
连铸红坯直轧的工艺实践__TR.pdf
总第174期南方金属Sum.1742010年6月SOUTHERNMETALSJune2010文章编号:1009—9700(2010)03—0050—03连铸红坯直轧的工艺实践王世杰,陈宏华(广东省阳江市宏大钢铁有限公司,广东阳江529600)摘要:介绍宏大钢铁连铸红坯直轧的工艺实践,并对试生产情况作简要分析,提出合理的优化工艺思路关键词:连铸坯;直接轧制;二冷段;加热炉中图分类号:TG335.64文献标识码:BDirectrollingpracticeofcontinuouscastbilletsWANG
连铸红坯直轧的工艺实践 (2)__TR.pdf
第9卷第3期湖南冶金职业技术学院学报Vo1.9No.32009年9月JournalofHunanMetallurgicalProfessionalTechnologyCollegeSep.2009连铸红坯直轧的工艺实践王世杰,陈宏华(广东省阳江市宏大钢铁有限公司,广东阳江,529600)摘要:介绍宏大钢铁连铸红坯直轧的工艺实践,并对试生产情况作简要分析,提出合理的优化工艺思路。关键词:连铸红坯直轧;二冷段;加热炉中图分类号:T77文献标识码:A文章编号:1672—7412(2009)03—005—031连

连铸连轧工艺.doc
连铸连轧工艺一、连铸准备二、开浇与脱锭三、中间包钢水温度控制四、拉坯速度的确定五、铸坯冷却的控制六、切割操作七、多炉连浇连铸连轧工艺八、结晶器振动九、连铸连轧的调宽十、连铸过程自动检测1.1连铸钢水的准备?成分、温度、脱氧程度及纯净度都合格的钢水成分、温度、脱氧程度及纯净度都合格的钢水是使得连铸生产稳定高效进行且保证铸坯质量的前提条件。的前提条件。1.1.1钢水的成分?钢水中元素的分类:钢水中元素的分类:合金元素—有意加入钢中有意加入钢中,合金元素有意加入钢中,使其达到规定的成分范围,保证钢的机械性能。的