
一种120 mm厚铝合金厚板的制备方法.pdf

冷霜****魔王


1/6

2/6
3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种120 mm厚铝合金厚板的制备方法.pdf
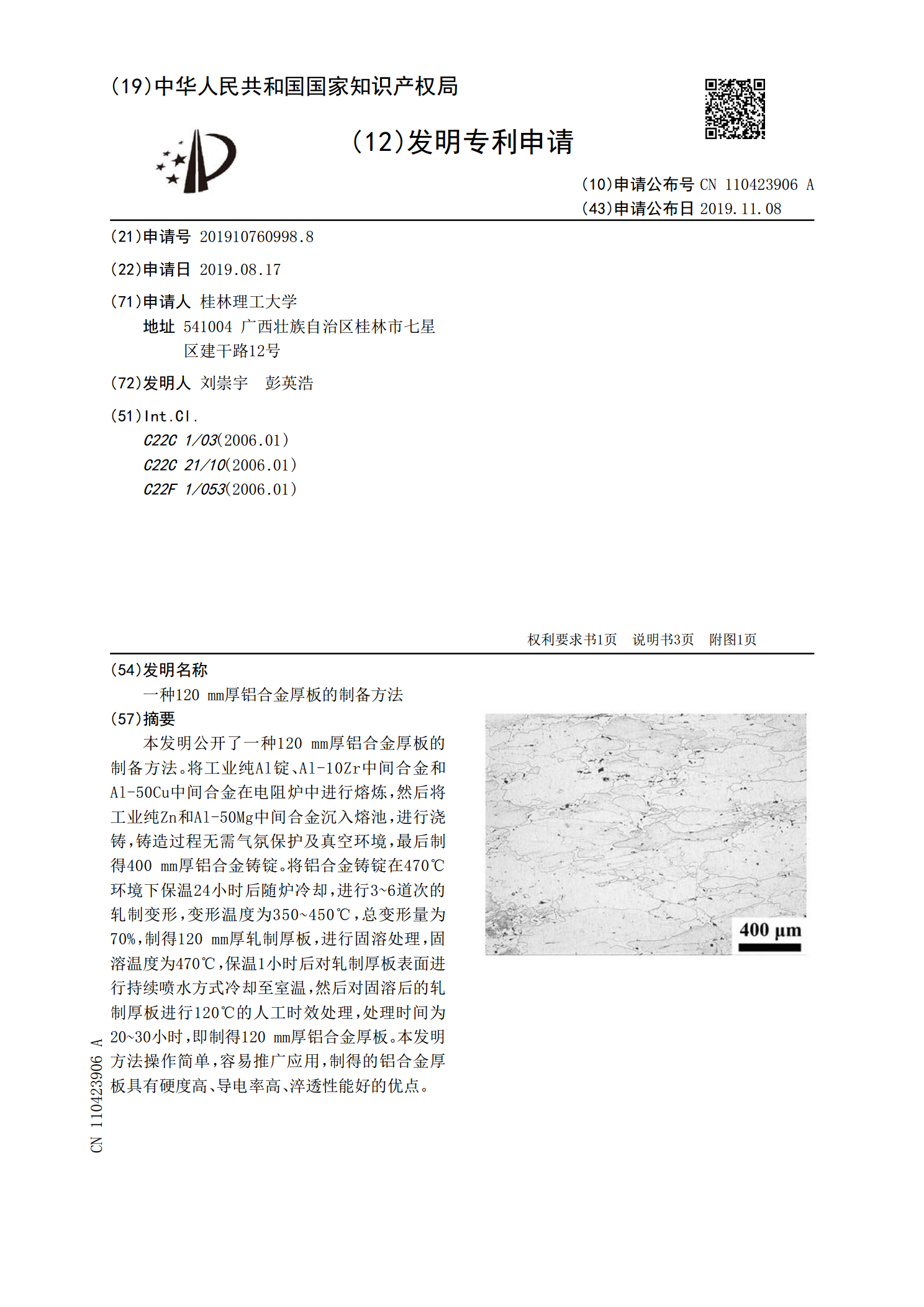
本发明公开了一种120mm厚铝合金厚板的制备方法。将工业纯Al锭、Al‑10Zr中间合金和Al‑50Cu中间合金在电阻炉中进行熔炼,然后将工业纯Zn和Al‑50Mg中间合金沉入熔池,进行浇铸,铸造过程无需气氛保护及真空环境,最后制得400mm厚铝合金铸锭。将铝合金铸锭在470℃环境下保温24小时后随炉冷却,进行3~6道次的轧制变形,变形温度为350~450℃,总变形量为70%,制得120mm厚轧制厚板,进行固溶处理,固溶温度为470℃,保温1小时后对轧制厚板表面进行持续喷水方式冷却至室温,然后对固溶
一种100~120mm Q460D特厚高强钢及其制备方法.pdf
本发明涉及一种100~120mmQ460D特厚高强钢,化学成分按质量百分比计为C:0.10~0.13%,Si:0.30~0.50%,Mn:1.40~1.60%,P:≤0.0070%,S:≤0.0020%,Nb:0.020~0.050%,Ti:0.008~0.020%,Al:0.020~0.040%,Cu:0.10~0.20%,Cr:0.10~0.20%,Ni:0.10~0.20%,余量为Fe及不可避免的杂质元素。生产工艺流程:转炉‑>LF精炼‑>RH真空脱气‑>Ca处理‑>连铸‑
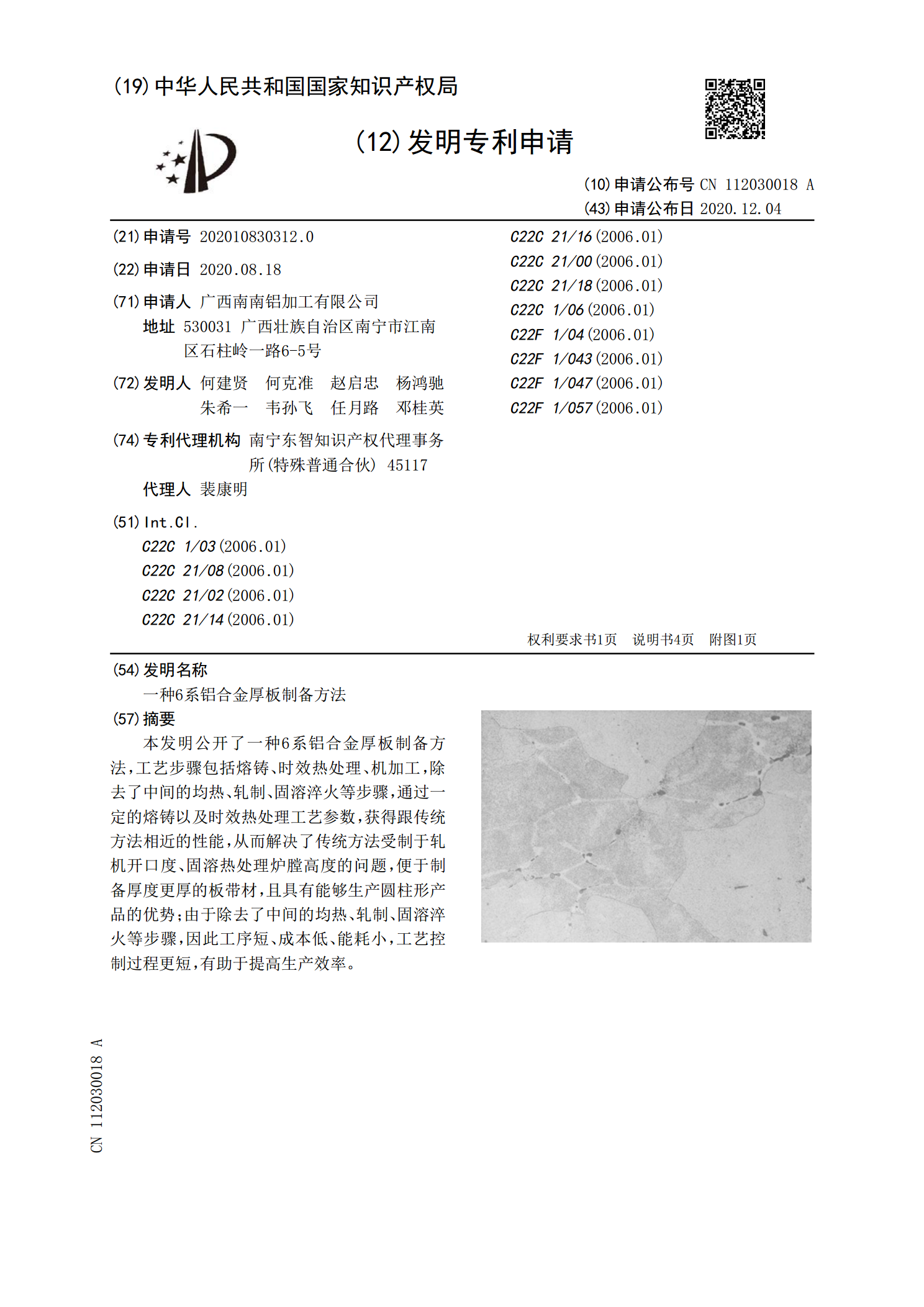
一种6系铝合金厚板制备方法.pdf
本发明公开了一种6系铝合金厚板制备方法,工艺步骤包括熔铸、时效热处理、机加工,除去了中间的均热、轧制、固溶淬火等步骤,通过一定的熔铸以及时效热处理工艺参数,获得跟传统方法相近的性能,从而解决了传统方法受制于轧机开口度、固溶热处理炉膛高度的问题,便于制备厚度更厚的板带材,且具有能够生产圆柱形产品的优势;由于除去了中间的均热、轧制、固溶淬火等步骤,因此工序短、成本低、能耗小,工艺控制过程更短,有助于提高生产效率。
一种超平铝合金中厚板制备方法.pdf
本发明公开一种超平铝合金中厚板制备方法,包括以下步骤:熔铸、机加工、预热、轧制、拉伸、热处理退火、锯切,热处理退火中,温度范围为300‑550℃,时间为3~48h,退火板材产品放置于平整的平台上,且退火板材上堆放平整的压块,退火后随炉或出炉自然冷却。本发明通过在热处理退火中,退火板材产品放置于平整的平台上,且退火板材上堆放平整的压块,退火后随炉或出炉自然冷却,从而可以进一步提高产品不平度,尤其是垂直加工方向不平度的改善更为显著,使得成品整板更加平整,以满足更高的使用要求。
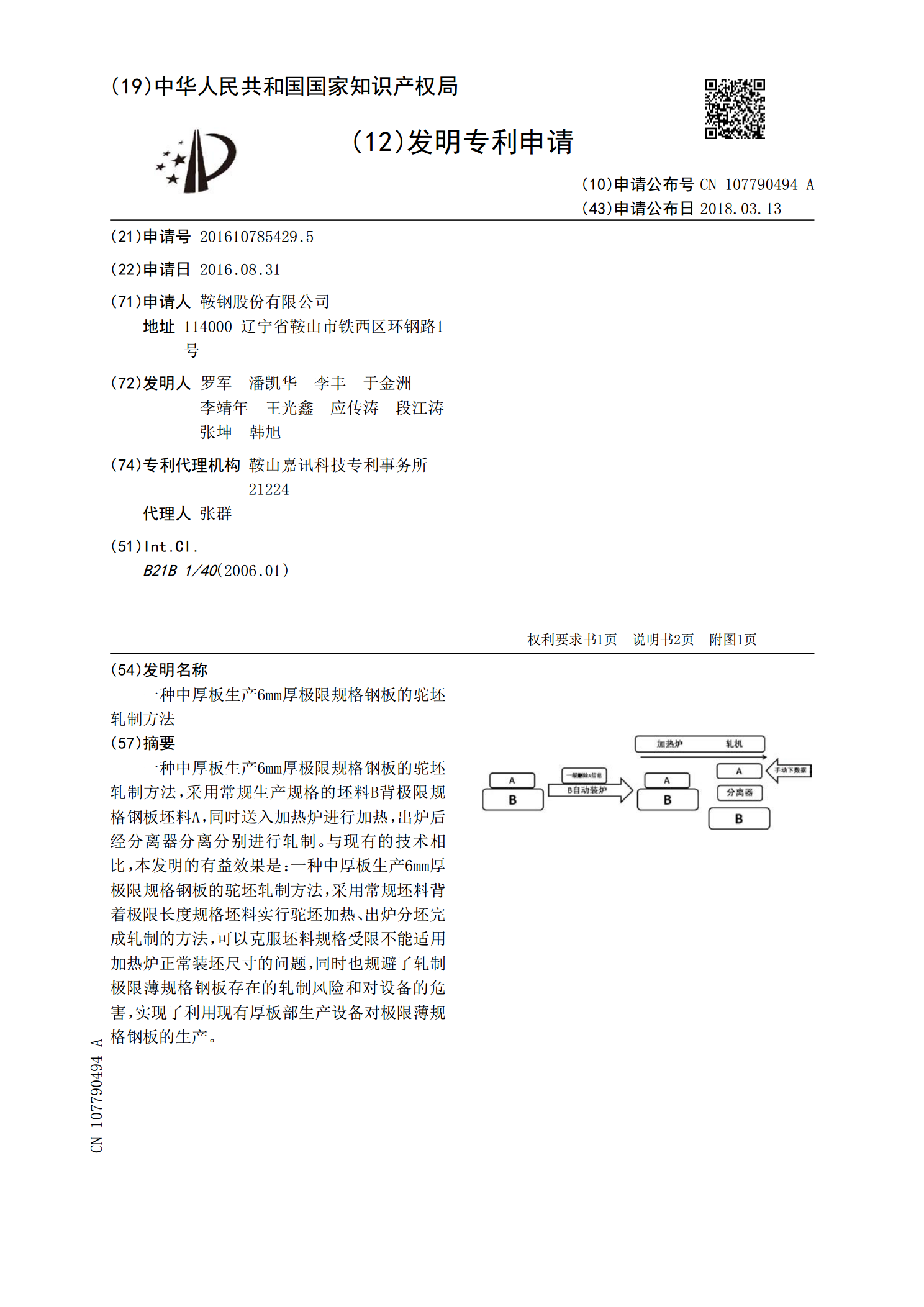
一种中厚板生产6mm厚极限规格钢板的驼坯轧制方法.pdf
一种中厚板生产6mm厚极限规格钢板的驼坯轧制方法,采用常规生产规格的坯料B背极限规格钢板坯料A,同时送入加热炉进行加热,出炉后经分离器分离分别进行轧制。与现有的技术相比,本发明的有益效果是:一种中厚板生产6mm厚极限规格钢板的驼坯轧制方法,采用常规坯料背着极限长度规格坯料实行驼坯加热、出炉分坯完成轧制的方法,可以克服坯料规格受限不能适用加热炉正常装坯尺寸的问题,同时也规避了轧制极限薄规格钢板存在的轧制风险和对设备的危害,实现了利用现有厚板部生产设备对极限薄规格钢板的生产。