
一种超平铝合金中厚板制备方法.pdf

是你****平呀

1/6
2/6

3/6
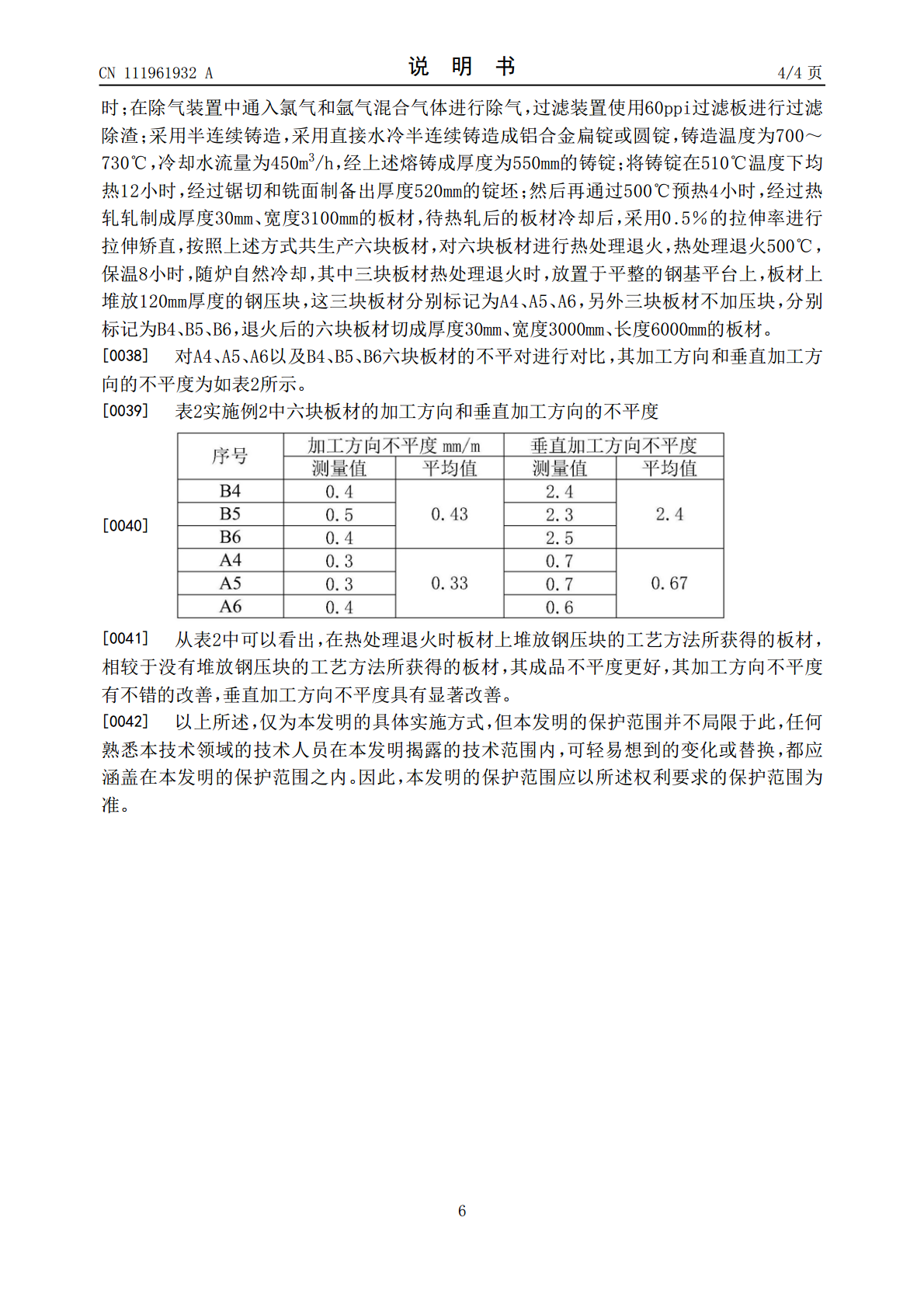
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超平铝合金中厚板制备方法.pdf
本发明公开一种超平铝合金中厚板制备方法,包括以下步骤:熔铸、机加工、预热、轧制、拉伸、热处理退火、锯切,热处理退火中,温度范围为300‑550℃,时间为3~48h,退火板材产品放置于平整的平台上,且退火板材上堆放平整的压块,退火后随炉或出炉自然冷却。本发明通过在热处理退火中,退火板材产品放置于平整的平台上,且退火板材上堆放平整的压块,退火后随炉或出炉自然冷却,从而可以进一步提高产品不平度,尤其是垂直加工方向不平度的改善更为显著,使得成品整板更加平整,以满足更高的使用要求。
一种制备超疏水着色铝合金的方法.pdf
本发明属于超疏水表面制备技术领域,提供了一种制备超疏水可着色铝合金表面的新方法。首先将铝镁合金板材进行机械磨光和抛光,去除表面缺陷和氧化膜,用乙醇和去离子水清洗,并干燥。然后将0.5mol/L硝酸铜溶液和20%氯化钠溶液混合并充分搅拌制成槽液A。将0.015mol/L硝酸铜溶液和0.8%氯化钠溶液混合并充分搅拌制成槽液B。将铝合金板材浸入30℃~40℃槽液A中50分钟,随后用去离子水充分清洗,并在炉温80-100℃中干燥。将铝合金板材浸入30℃~40℃槽液B中120分钟,随后用去离子水充分清洗,并在炉温8
一种制备超细晶高强铝合金的工艺方法.pdf
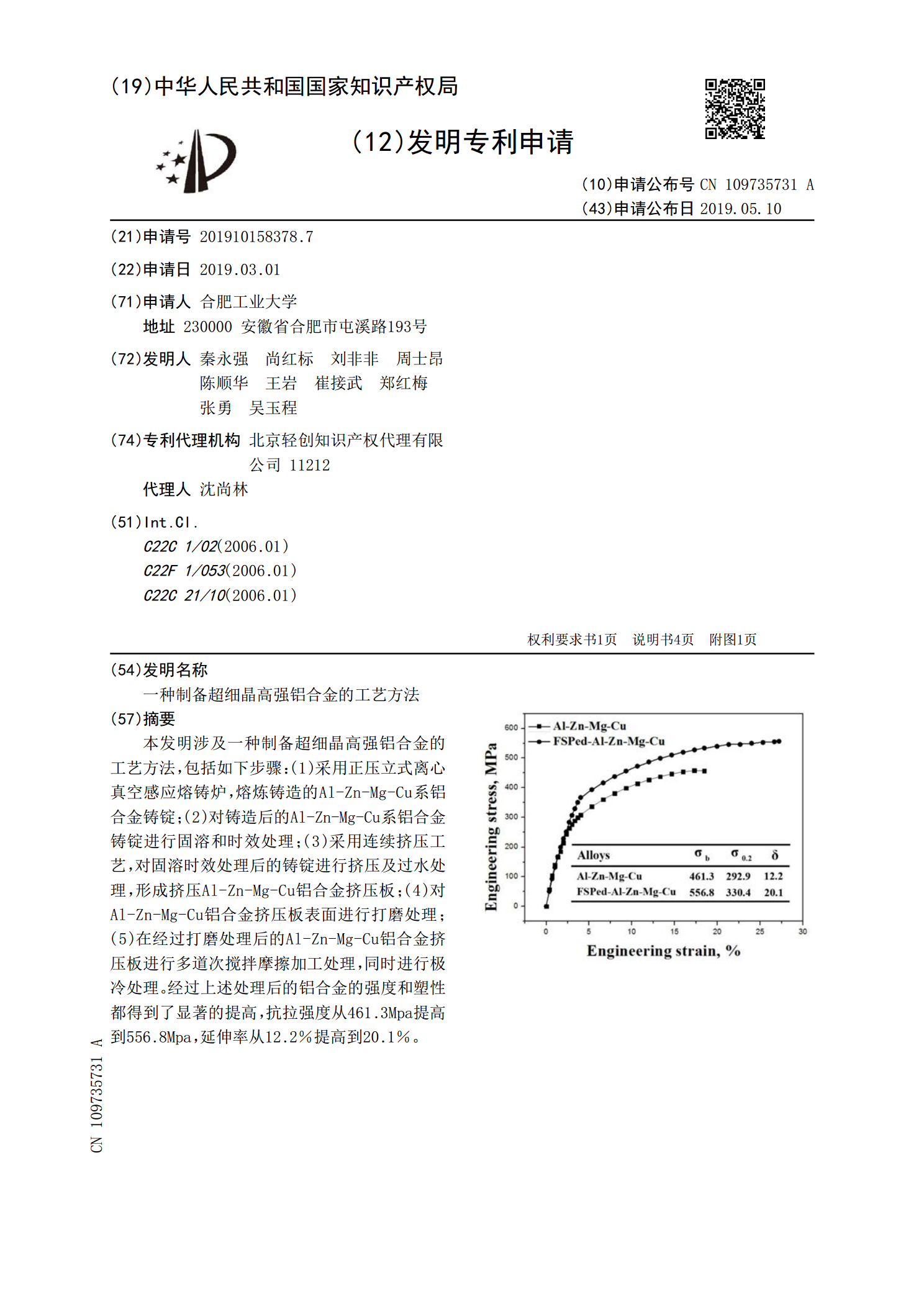
本发明涉及一种制备超细晶高强铝合金的工艺方法,包括如下步骤:(1)采用正压立式离心真空感应熔铸炉,熔炼铸造的Al‑Zn‑Mg‑Cu系铝合金铸锭;(2)对铸造后的Al‑Zn‑Mg‑Cu系铝合金铸锭进行固溶和时效处理;(3)采用连续挤压工艺,对固溶时效处理后的铸锭进行挤压及过水处理,形成挤压Al‑Zn‑Mg‑Cu铝合金挤压板;(4)对Al‑Zn‑Mg‑Cu铝合金挤压板表面进行打磨处理;(5)在经过打磨处理后的Al‑Zn‑Mg‑Cu铝合金挤压板进行多道次搅拌摩擦加工处理,同时进行极冷处理。经过上述处理后的铝合金
一种超细晶铝合金焊丝及其制备方法.pdf
本发明涉及一种超细晶铝合金焊丝及其制备方法,其组成成分和含量为:SC0.05%~0.8%,Er0.05%~0.6%,混合稀土0.01%~0.8%,B0.01%~0.5%,Ti0.1%~0.3%,Cr0.05%~0.4%,Zr0.05%~0.2%,Mn0.1%~0.6%,Zn0.2%~1.0%,Mg4%~8%,其余为Al。制备方法如下:首先将铝锭或熔融铝液加入到半封闭反射炉中,再加入Mn、Ti、Zr、Cr、Zn,再加入B和稀土,对合金熔体进行炉内精炼。精炼后,对合金熔体打渣,静置后将纯Mg压入合金熔体。将熔

一种超平透明熔块及其制备方法.pdf
本发明涉及一种超平透明熔块,属于陶瓷技术领域,其中各组分的重量份为石英25~35份、钾长石30~40份、方解石8~15份、生滑石3~8份、氧化锌5~10份、硼酸5~10份、氢氧化铝0.5~2.0份、碳酸钡3~5份、红丹0~3份和硅酸锆0.5~2份,其制备方法是将上述各组分混合搅拌均匀,在1500~1550℃的高温熔块炉融化1.5~2.0小时,将熔融的液体用冷水水淬,即得超平透明熔块;该熔块具有平整度好,光泽度高,立体效果好,具有较宽的烧成温度,可以广泛应用于建筑陶瓷。