
采用深冷工艺的弹簧钢丝淬火装置及方法.pdf

一吃****春艳

1/10

2/10

3/10

4/10
5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
采用深冷工艺的弹簧钢丝淬火装置及方法.pdf
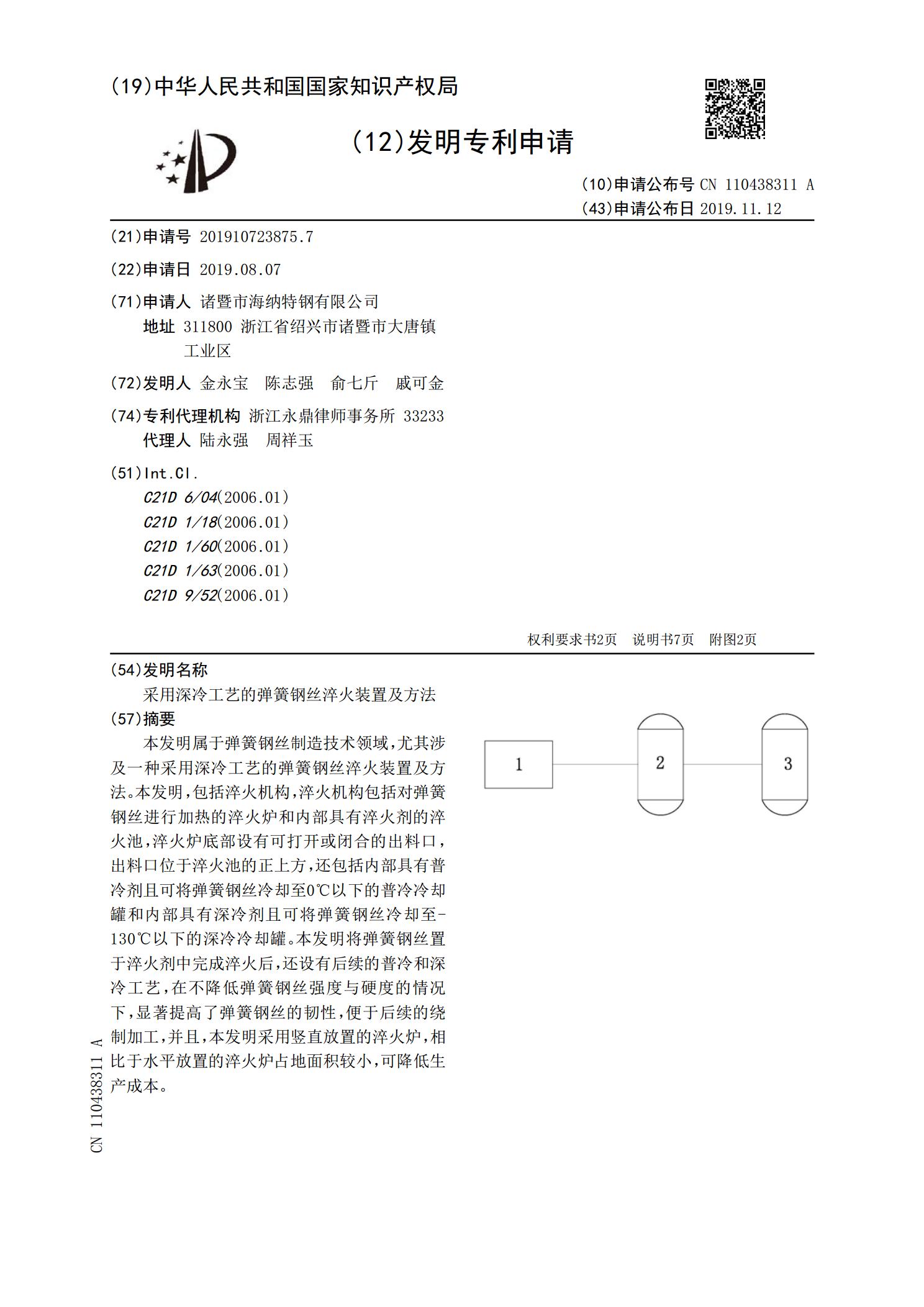
本发明属于弹簧钢丝制造技术领域,尤其涉及一种采用深冷工艺的弹簧钢丝淬火装置及方法。本发明,包括淬火机构,淬火机构包括对弹簧钢丝进行加热的淬火炉和内部具有淬火剂的淬火池,淬火炉底部设有可打开或闭合的出料口,出料口位于淬火池的正上方,还包括内部具有普冷剂且可将弹簧钢丝冷却至0℃以下的普冷冷却罐和内部具有深冷剂且可将弹簧钢丝冷却至‑130℃以下的深冷冷却罐。本发明将弹簧钢丝置于淬火剂中完成淬火后,还设有后续的普冷和深冷工艺,在不降低弹簧钢丝强度与硬度的情况下,显著提高了弹簧钢丝的韧性,便于后续的绕制加工,并且,

深拉拔冷拉弹簧钢丝用盘条及其制备方法.pdf
本发明公开了一种深拉拔冷拉弹簧钢丝用盘条及制备方法。运用电炉、LF炉、VD炉、连铸过程控制等一系列措施,通过化学成分优化设计、冶炼工艺控制、控轧控冷工艺有机结合,使得深拉拔用盘条的钢质纯净度的水平得到大幅度提高、N含量控制在70PPm以内、中心碳偏析控制≤1.09、索氏体率≥85%、通条力学性能(同圈)波动在50Mpa以内。克服电炉冶炼残余元素、N含量对拉拔性能的影响,实现抗拉强度与索氏体率的协同。通过优化工艺试验,部分深拉拔产品可在一定条件下免VD炉生产,降低生产成本。采用本方法获得的深拉拔冷拉弹簧钢丝

冷镦钢及制备方法与采用该冷镦钢制备钢丝的方法.pdf
本发明公开了一种冷镦钢及制备方法与采用该冷镦钢制备钢丝的方法,该冷镦钢包括C、Mn、Si、Cr、Mo、Nb及余量Fe和不可避免的杂质;其制法为按照组分含量配制原料,随后依次经真空中频炉熔炼、锻造及连轧成盘条,最后收线;采用该冷镦钢制备钢丝的方法包括盘条放线—送丝—机械剥壳—矫直—磨削—表面清洁—表面涂层—烘干—拉拔—收卷—球化退火—表面涂层—拉拔。本发明的显著优点为:该冷镦钢具有晶粒细化、抗晶界腐蚀的性能,可用于制造具有高强度、高延迟断裂性能的紧固件;其制备方法能够有效控制钢中夹杂物,提高钢的纯净度;同时

冷镦钢及制备方法与采用该冷镦钢制备钢丝的方法.pdf
本发明公开了冷镦钢及制备方法与采用该冷镦钢制备钢丝的方法,属于冷镦钢制备技术领域。对调质完成的钢液进行搅拌,搅拌过程中向精炼炉内填充氩气,阻断精炼炉中的气体与外界气体进行交换,完成搅拌后的钢液静置10min,保持加热状态,使钢液内的金属杂质沉底,在精炼炉的底端释放氧气,氧气由下而上释放,使钢液进行氧化还原反应,氧化完成后的钢液进行脱氧处理,脱氧处理后的钢液再次加入若干金属碎块进行调质,调质完成后使钢液进入过滤设备中进行处理,在下次反应中再次使用,将钢水灌入中间包内预设的结晶器中,对钢水进行水冷处理,水冷处

直冷模在弹簧钢丝生产中的应用.docx
直冷模在弹簧钢丝生产中的应用直冷模在弹簧钢丝生产中的应用摘要:弹簧钢丝是一种具有高强度、高塑性和高耐疲劳性的特殊钢丝。它在机械、汽车、航空航天和建筑等领域中得到广泛应用。而直冷模作为一种先进的制造工艺,被广泛应用于弹簧钢丝的生产中。本文将介绍直冷模的工作原理和优势,以及其在弹簧钢丝生产中的应用情况。1.弹簧钢丝的特性弹簧钢丝具有以下特性:(1)高强度:弹簧钢丝的拉伸强度通常在1500MPa以上,有的甚至可以达到2000MPa以上。(2)高塑性:弹簧钢丝的塑性变形率通常在25%以上。(3)高耐疲劳性:弹簧钢