
一种铂铱贵金属和低碳钢真空钎焊方法.pdf

一条****丹淑

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铂铱贵金属和低碳钢真空钎焊方法.pdf
本发明属于真空钎焊技术领域,涉及一种铂铱贵金属和低碳钢真空钎焊方法。本发明所使用的设备是真空钎焊炉,采用的焊接方法是真空钎焊。母材金属和钎料在高真空环境下完成焊接过程,不仅保证了焊缝的清洁度和安全性的同时杜绝了高温下氮气融入熔池金属造成接头组织硬化的现象。此外整个焊接过程完全由自动化程序控制,具有良好的生产效率和安全可靠性;本发明是在低于6.0×10
钼和石墨真空钎焊方法.pdf
一种钼和石墨真空钎焊方法,属于异质材料焊接技术领域。其步骤:预处理,对钼的待焊表面区域进行增大比表面积的预处理,且对石墨的待焊表面区域进行增大比表面积的预处理,得到待焊表面预处理后的钼待焊工件和石墨待焊工件;置入钎料,将钎料置入钼待焊工件的待焊表面与石墨待焊工件的待焊表面之间,得到待钎焊工件;真空钎焊,将待钎焊工件放入真空钎焊炉内,由真空钎焊炉内的加压装置对待钎焊工件施加垂直方向的压力,且对真空钎焊炉抽真空,控制真空度、钎焊温度和控制保温时间,得到钼与石墨焊接件。优点:保障了焊接结合面的受力均匀,残余应力
一种板翅式换热器的真空钎焊设备及其真空钎焊方法.pdf
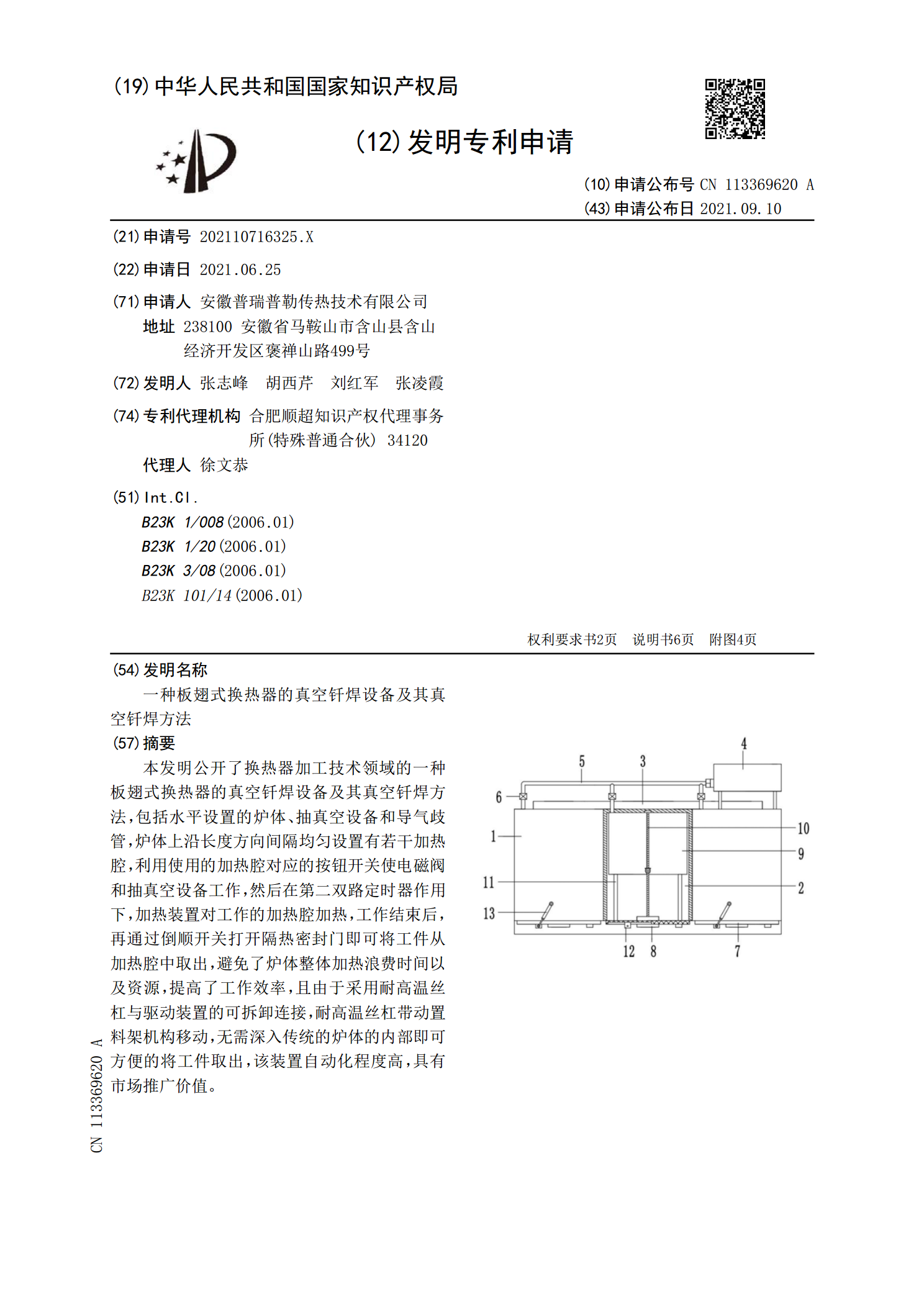
本发明公开了换热器加工技术领域的一种板翅式换热器的真空钎焊设备及其真空钎焊方法,包括水平设置的炉体、抽真空设备和导气歧管,炉体上沿长度方向间隔均匀设置有若干加热腔,利用使用的加热腔对应的按钮开关使电磁阀和抽真空设备工作,然后在第二双路定时器作用下,加热装置对工作的加热腔加热,工作结束后,再通过倒顺开关打开隔热密封门即可将工件从加热腔中取出,避免了炉体整体加热浪费时间以及资源,提高了工作效率,且由于采用耐高温丝杠与驱动装置的可拆卸连接,耐高温丝杠带动置料架机构移动,无需深入传统的炉体的内部即可方便的将工件取
一种超大型冷板真空钎焊方法及真空钎焊用工装.pdf
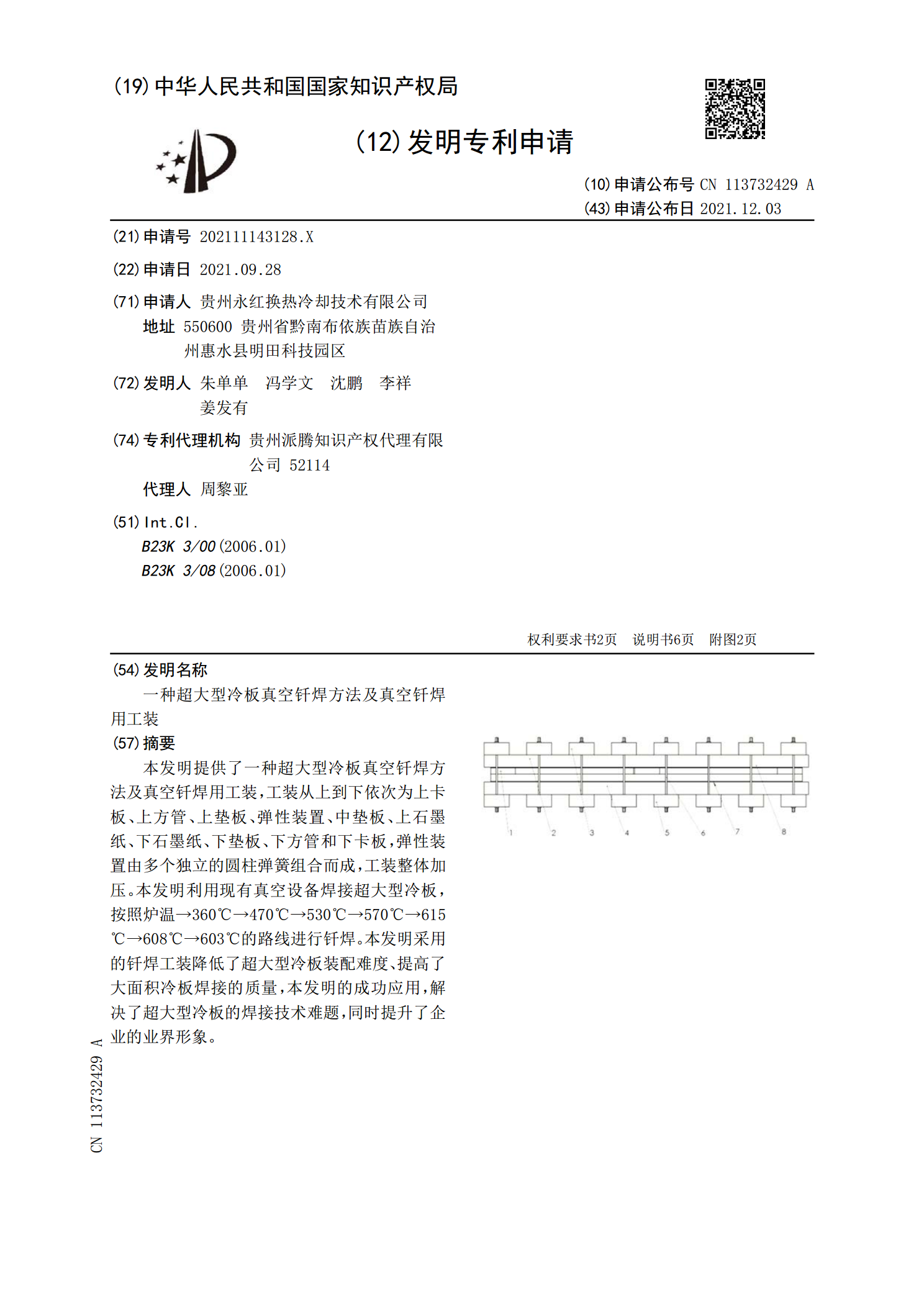
本发明提供了一种超大型冷板真空钎焊方法及真空钎焊用工装,工装从上到下依次为上卡板、上方管、上垫板、弹性装置、中垫板、上石墨纸、下石墨纸、下垫板、下方管和下卡板,弹性装置由多个独立的圆柱弹簧组合而成,工装整体加压。本发明利用现有真空设备焊接超大型冷板,按照炉温→360℃→470℃→530℃→570℃→615℃→608℃→603℃的路线进行钎焊。本发明采用的钎焊工装降低了超大型冷板装配难度、提高了大面积冷板焊接的质量,本发明的成功应用,解决了超大型冷板的焊接技术难题,同时提升了企业的业界形象。
一种锥面结构真空钎焊方法.pdf
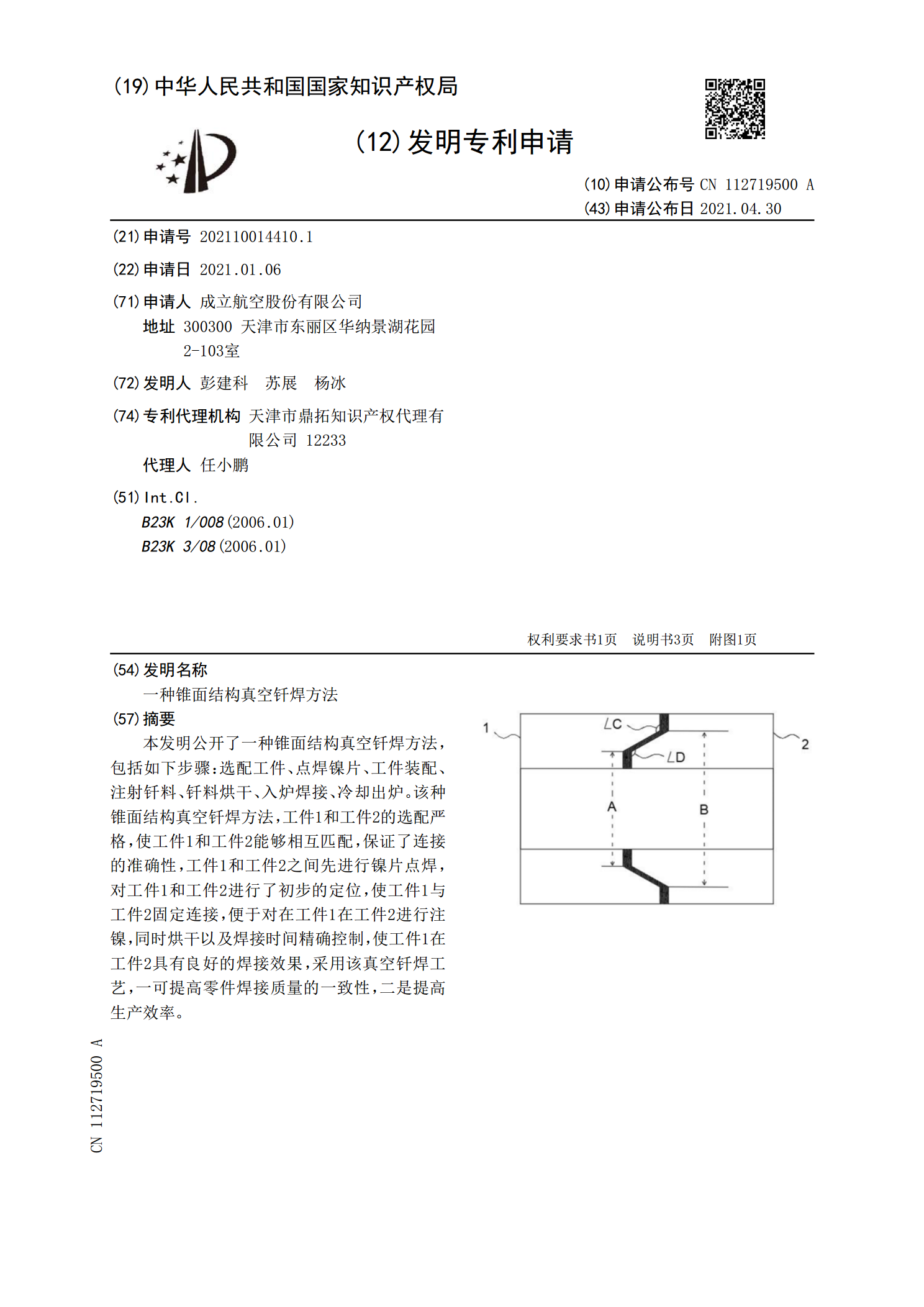
本发明公开了一种锥面结构真空钎焊方法,包括如下步骤:选配工件、点焊镍片、工件装配、注射钎料、钎料烘干、入炉焊接、冷却出炉。该种锥面结构真空钎焊方法,工件1和工件2的选配严格,使工件1和工件2能够相互匹配,保证了连接的准确性,工件1和工件2之间先进行镍片点焊,对工件1和工件2进行了初步的定位,使工件1与工件2固定连接,便于对在工件1在工件2进行注镍,同时烘干以及焊接时间精确控制,使工件1在工件2具有良好的焊接效果,采用该真空钎焊工艺,一可提高零件焊接质量的一致性,二是提高生产效率。