
高强度热成型车用侧围加强板的加工工艺.pdf

猫巷****提格

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高强度热成型车用侧围加强板的加工工艺.pdf
本发明公开了一种高强度热成型车用侧围加强板的加工工艺,包括以下具体步骤:在冲床上进行落料加工处理,得到落料片;对落料片进行切边处理,将处理后的落料片送入加热炉中进行加热处理;将加热处理后的落料片送入加热炉中,在带有氮气保护气氛的加热炉内加热进行奥氏体化,保温一定时间后,将落料片快速置于带有冷却装置的模具内进行冲压成形,成形过程中同时发生淬火及低温回火处理;将热成形处理后的落料片送入激光切割机中进行切割处理,得到加强板产品。本发明生产的加强板降低了材料厚度,使材料消耗减少,零件质量变轻,降低了油耗。

侧围加强板冲压工艺及模具设计.docx
侧围加强板冲压工艺及模具设计侧围加强板是汽车车身结构的重要组成部分,其冲压工艺和模具设计的优化对于提高汽车的结构强度和安全性至关重要。本文将围绕侧围加强板的冲压工艺及模具设计展开讨论。冲压工艺是指通过冲压机和模具对金属板材进行冲击和变形,使其成型成为所需形状的工艺过程。侧围加强板的冲压工艺首先需要选择适当的材料,如高强度钢板,以确保结构的强度和刚度。接下来,要根据零件的几何形状和要求,分析并确定合理的冲压参数,包括冲压速度、冲头尺寸、冲头形状、冲床压力等。在整个冲压过程中,还需要考虑材料的变形、弹性回复和
侧围加强件的成型方法.pdf
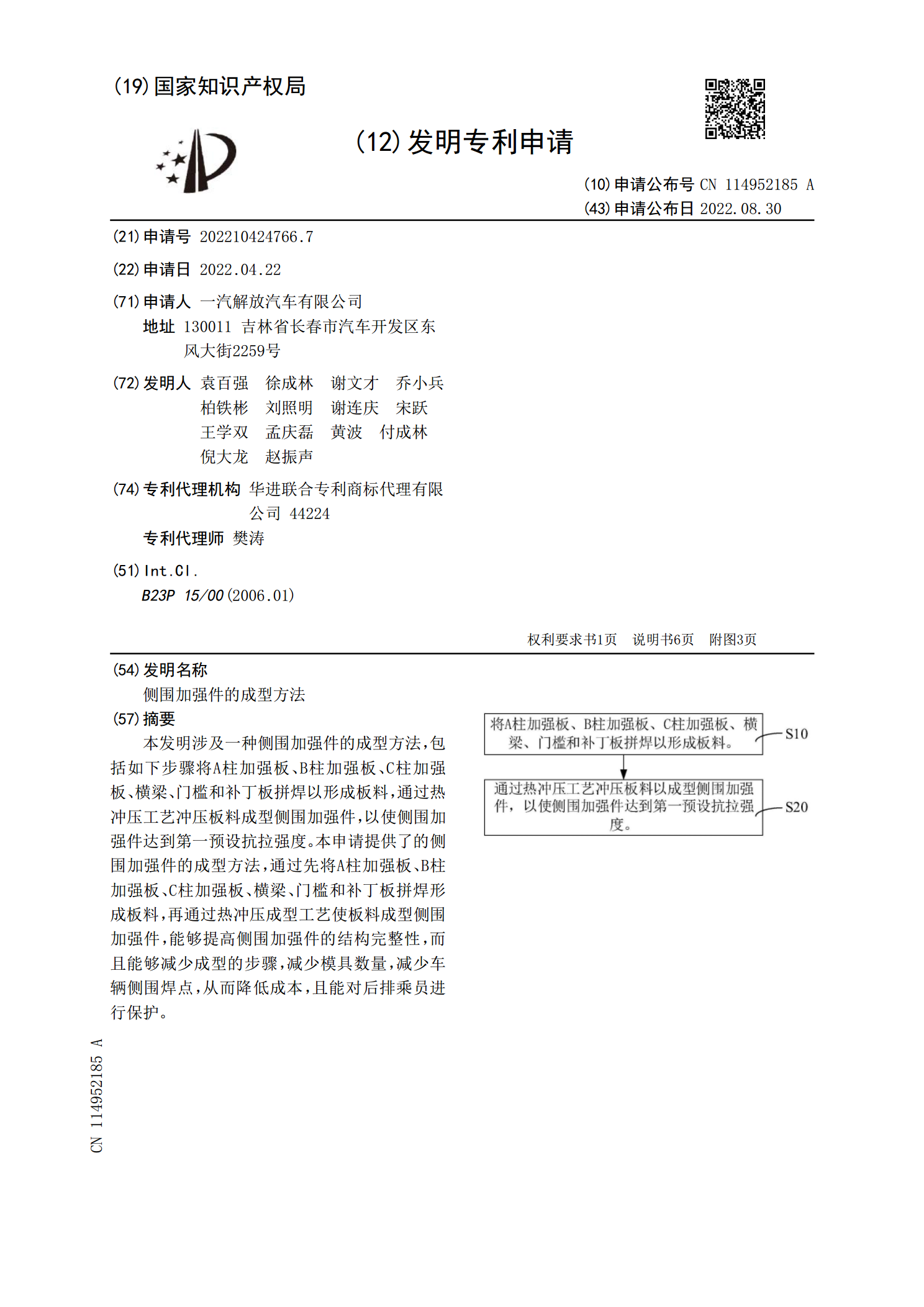
本发明涉及一种侧围加强件的成型方法,包括如下步骤将A柱加强板、B柱加强板、C柱加强板、横梁、门槛和补丁板拼焊以形成板料,通过热冲压工艺冲压板料成型侧围加强件,以使侧围加强件达到第一预设抗拉强度。本申请提供了的侧围加强件的成型方法,通过先将A柱加强板、B柱加强板、C柱加强板、横梁、门槛和补丁板拼焊形成板料,再通过热冲压成型工艺使板料成型侧围加强件,能够提高侧围加强件的结构完整性,而且能够减少成型的步骤,减少模具数量,减少车辆侧围焊点,从而降低成本,且能对后排乘员进行保护。

车身侧围外板的加工方法和侧围外板的侧整形模具.pdf
本公开涉及一种车身侧围外板的加工方法和侧围外板的侧整形模具,该加工方法包括以下步骤:S1:将侧围外板板料进行拉延工艺;S2:将经过拉延工艺处理后的侧围外板板料进行第一次修边工艺,修整侧围外板板料的侧边并保留多个工艺补充板料,该多个工艺补充板料沿侧边间隔设置并向外凸出;S3:将经过第一次修改工艺处理后的侧围外板板料进行侧整形工艺,侧整形模具至少部分地抵压工艺补充板料并对侧围外板板料的侧板进行侧整形。S4:将经过侧整形工艺处理后的侧围外板板料进行第二次修边工艺,第二修边模具将工艺补充板去除。该加工方法能够提高
一种车前柱板热成型加工工艺.pdf
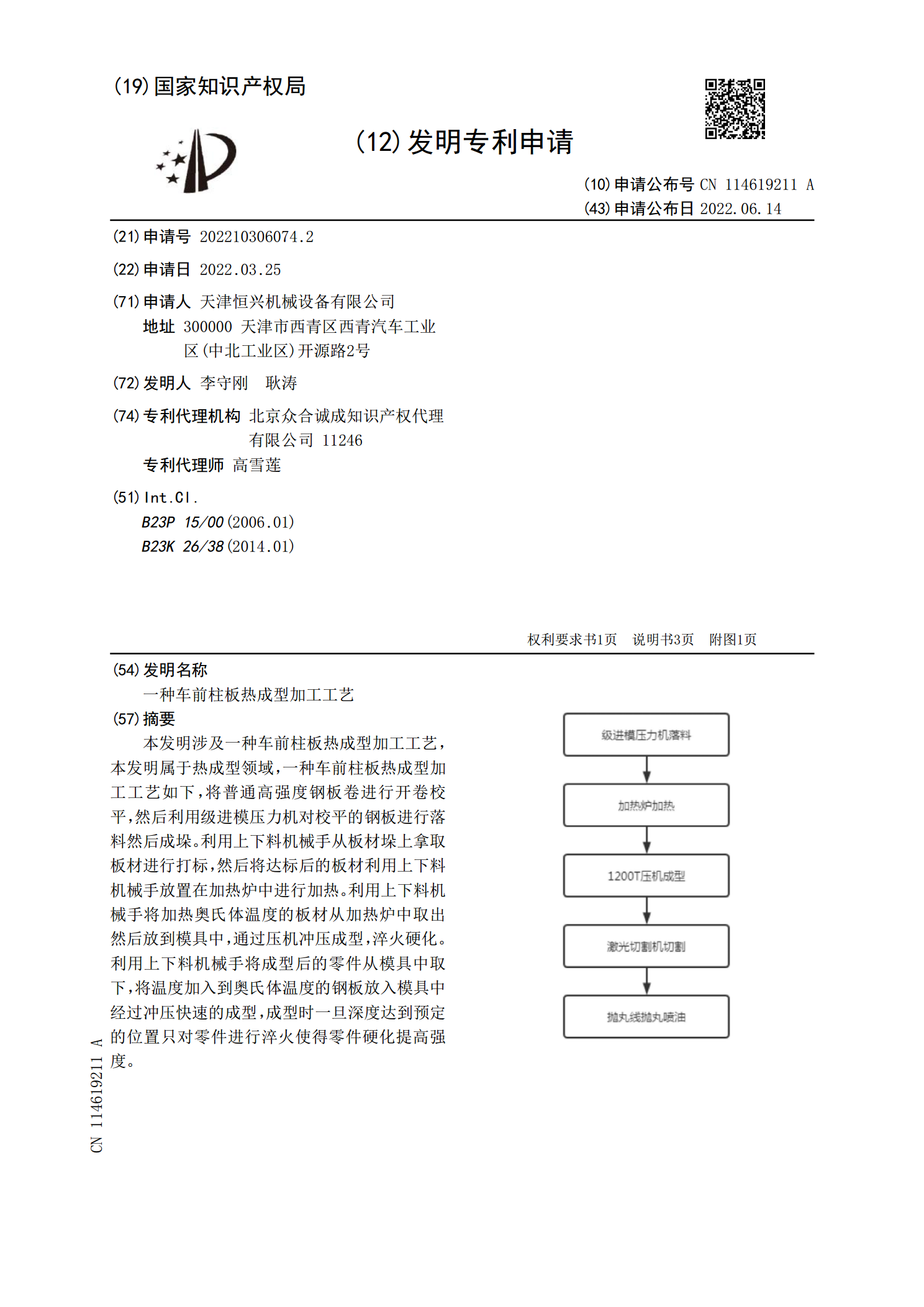
本发明涉及一种车前柱板热成型加工工艺,本发明属于热成型领域,一种车前柱板热成型加工工艺如下,将普通高强度钢板卷进行开卷校平,然后利用级进模压力机对校平的钢板进行落料然后成垛。利用上下料机械手从板材垛上拿取板材进行打标,然后将达标后的板材利用上下料机械手放置在加热炉中进行加热。利用上下料机械手将加热奥氏体温度的板材从加热炉中取出然后放到模具中,通过压机冲压成型,淬火硬化。利用上下料机械手将成型后的零件从模具中取下,将温度加入到奥氏体温度的钢板放入模具中经过冲压快速的成型,成型时一旦深度达到预定的位置只对零件