
一种车前柱板热成型加工工艺.pdf

雨巷****凝海

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种车前柱板热成型加工工艺.pdf
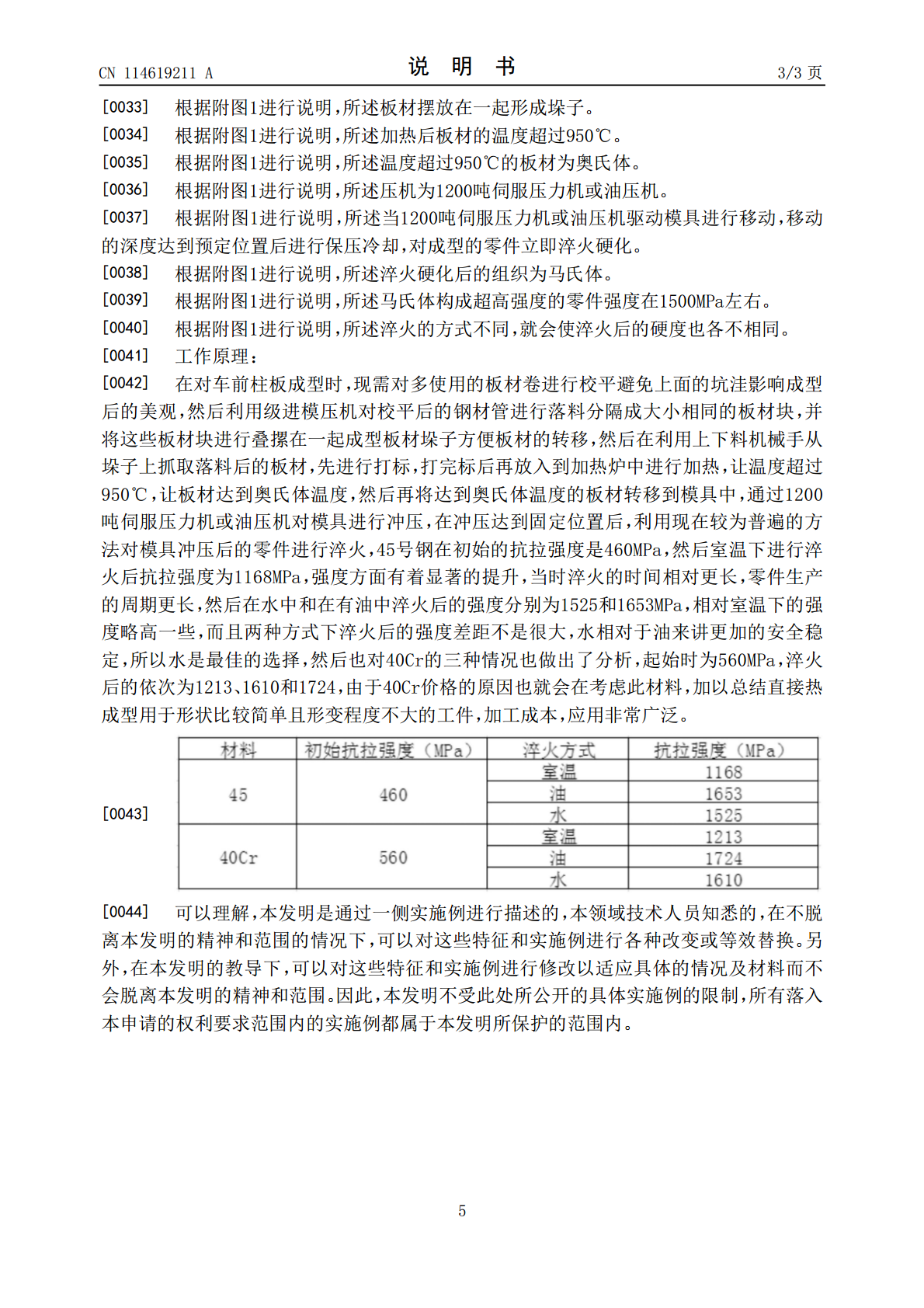
本发明涉及一种车前柱板热成型加工工艺,本发明属于热成型领域,一种车前柱板热成型加工工艺如下,将普通高强度钢板卷进行开卷校平,然后利用级进模压力机对校平的钢板进行落料然后成垛。利用上下料机械手从板材垛上拿取板材进行打标,然后将达标后的板材利用上下料机械手放置在加热炉中进行加热。利用上下料机械手将加热奥氏体温度的板材从加热炉中取出然后放到模具中,通过压机冲压成型,淬火硬化。利用上下料机械手将成型后的零件从模具中取下,将温度加入到奥氏体温度的钢板放入模具中经过冲压快速的成型,成型时一旦深度达到预定的位置只对零件
轻量化热成型B柱加强板及其加工方法.pdf
本发明公开了一种轻量化热成型B柱加强板,B柱加强板由以下重量份组分组成,其中:碳纤维粉10‑15份,玻璃纤维2‑5份,环氧树脂8‑10份,添加剂6‑8份,铝20‑30份,铜1‑3份,镁1‑3份,锌0.5‑1份,硅1‑3份,本发明还公开了一种轻量化热成型B柱加强板的加工方法。本发明通过在金属材料中加入碳纤维和玻璃纤维,能显著的提高金属板材的强度以及韧性;然后通过纳米注塑工艺将树脂注塑到金属板材的纳米孔内,在保留了金属板材强度的同时降低了整体的质量,且加工工艺简化缩短了制造时间。
一种板簧热弯成型机组及热弯成型工艺.pdf
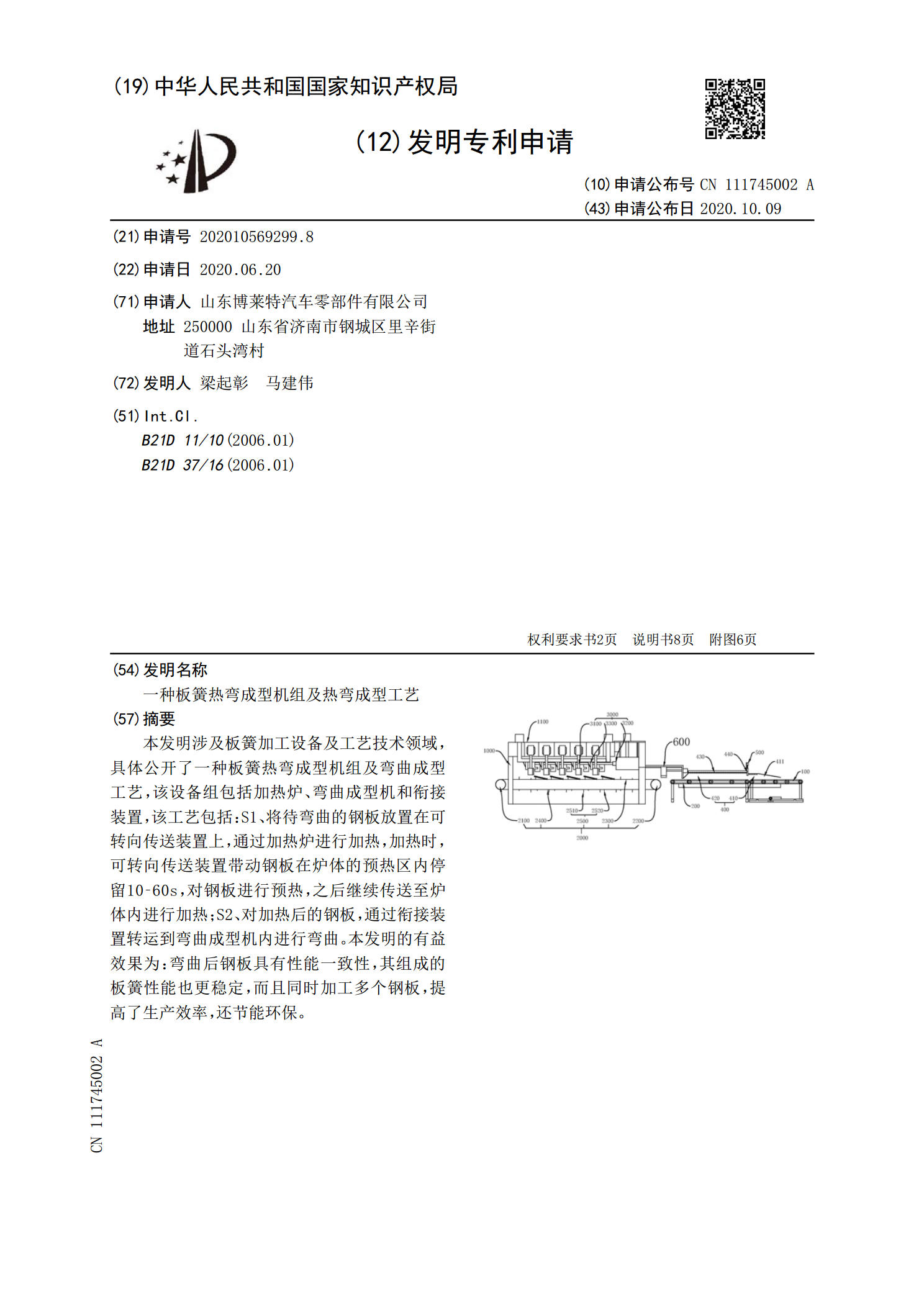
本发明涉及板簧加工设备及工艺技术领域,具体公开了一种板簧热弯成型机组及弯曲成型工艺,该设备组包括加热炉、弯曲成型机和衔接装置,该工艺包括:S1、将待弯曲的钢板放置在可转向传送装置上,通过加热炉进行加热,加热时,可转向传送装置带动钢板在炉体的预热区内停留10‑60s,对钢板进行预热,之后继续传送至炉体内进行加热;S2、对加热后的钢板,通过衔接装置转运到弯曲成型机内进行弯曲。本发明的有益效果为:弯曲后钢板具有性能一致性,其组成的板簧性能也更稳定,而且同时加工多个钢板,提高了生产效率,还节能环保。

一种石英弧板成型模具及其成型工艺、加工工艺.pdf
本发明涉及一种石英弧板成型模具,包括有上模、下模、卸料板,卸料板位于上模与下模之间,上模底面设置有型芯,型芯底面为弧形面,卸料板为环形结构,卸料板内侧壁上开设有环形的限位槽,下模顶面设置有型台,型台顶面为与型芯底面相对应的弧形面,型台的顶面中心部开设有贯穿下模的排气通道,下模顶面外边缘与型台侧壁之间形成有用于容纳环形的卸料板的卡腔;上模与下模通过导向机构可拆卸地连接。通过利用卸料板起到卸料作用,防止成型后的石英弧板粘在型台的弧形面内而导致取件困难,提高生产效率。
一种汽车玻璃加工的热成型工艺.pdf
本发明公开了一种汽车玻璃加工的热成型工艺,包括以下制作工序,S1,准备玻璃片材;S2,然后在真空条件下,真空度≤2.5MPa的条件下,将玻璃放置于加热炉中加热,将厚度为S毫米的汽车玻璃进行平放高温加热至最大曲率半径为850毫米;其中,S为自然数,预热加热温度为170℃;S3,将汽车玻璃进行持续升温式加热,最终加热温度恒定在685℃,加热总时间T=S×35秒;S4,将加热后的玻璃送入冷却箱中。本发明的热处理工艺,将加工的玻璃进行二次加热,采用水刀切割,并且分层次逐渐加热,同时可通过氮气或者冷风的方式进行快速