
车身侧围外板的加工方法和侧围外板的侧整形模具.pdf

努力****向丝


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

车身侧围外板的加工方法和侧围外板的侧整形模具.pdf
本公开涉及一种车身侧围外板的加工方法和侧围外板的侧整形模具,该加工方法包括以下步骤:S1:将侧围外板板料进行拉延工艺;S2:将经过拉延工艺处理后的侧围外板板料进行第一次修边工艺,修整侧围外板板料的侧边并保留多个工艺补充板料,该多个工艺补充板料沿侧边间隔设置并向外凸出;S3:将经过第一次修改工艺处理后的侧围外板板料进行侧整形工艺,侧整形模具至少部分地抵压工艺补充板料并对侧围外板板料的侧板进行侧整形。S4:将经过侧整形工艺处理后的侧围外板板料进行第二次修边工艺,第二修边模具将工艺补充板去除。该加工方法能够提高

侧围外板.ppt
产品技术部冲压工艺室CAE分析报告4567板料料厚变化显示云图板料料厚变化显示云图板料变薄率变化显示云图板料变薄率变化显示云图板料变薄率变化显示云图板料变薄率变化显示云图1415成形限制曲线安全区:20%材料变厚可接受范围:0.01mm材料过渡变薄可分析范围:0.3mm材料拉伸不足显示范围:≤Tx2%分析报告结论经CAE多次分析表明,产品本身结构的工艺性基本合理,但仍有几处局部工艺性较差,调试过程中依赖于产品更改。拉延工序制件的工艺补充部分成形工艺性合理,能够保证侧围外板的产品质量要求,能够保证拉延及后工

侧围外板00.ppt
产品技术部冲压工艺室CAE分析报告4567板料料厚变化显示云图板料料厚变化显示云图板料变薄率变化显示云图板料变薄率变化显示云图板料变薄率变化显示云图板料变薄率变化显示云图1415成形限制曲线安全区:20%材料变厚可接受范围:0.01mm材料过渡变薄可分析范围:0.3mm材料拉伸不足显示范围:≤Tx2%分析报告结论经CAE多次分析表明,产品本身结构的工艺性基本合理,但仍有几处局部工艺性较差,调试过程中依赖于产品更改。拉延工序制件的工艺补充部分成形工艺性合理,能够保证侧围外板的产品质量要求,能够保证拉延及后工
车身侧围外板和后轮罩密封结构.pdf
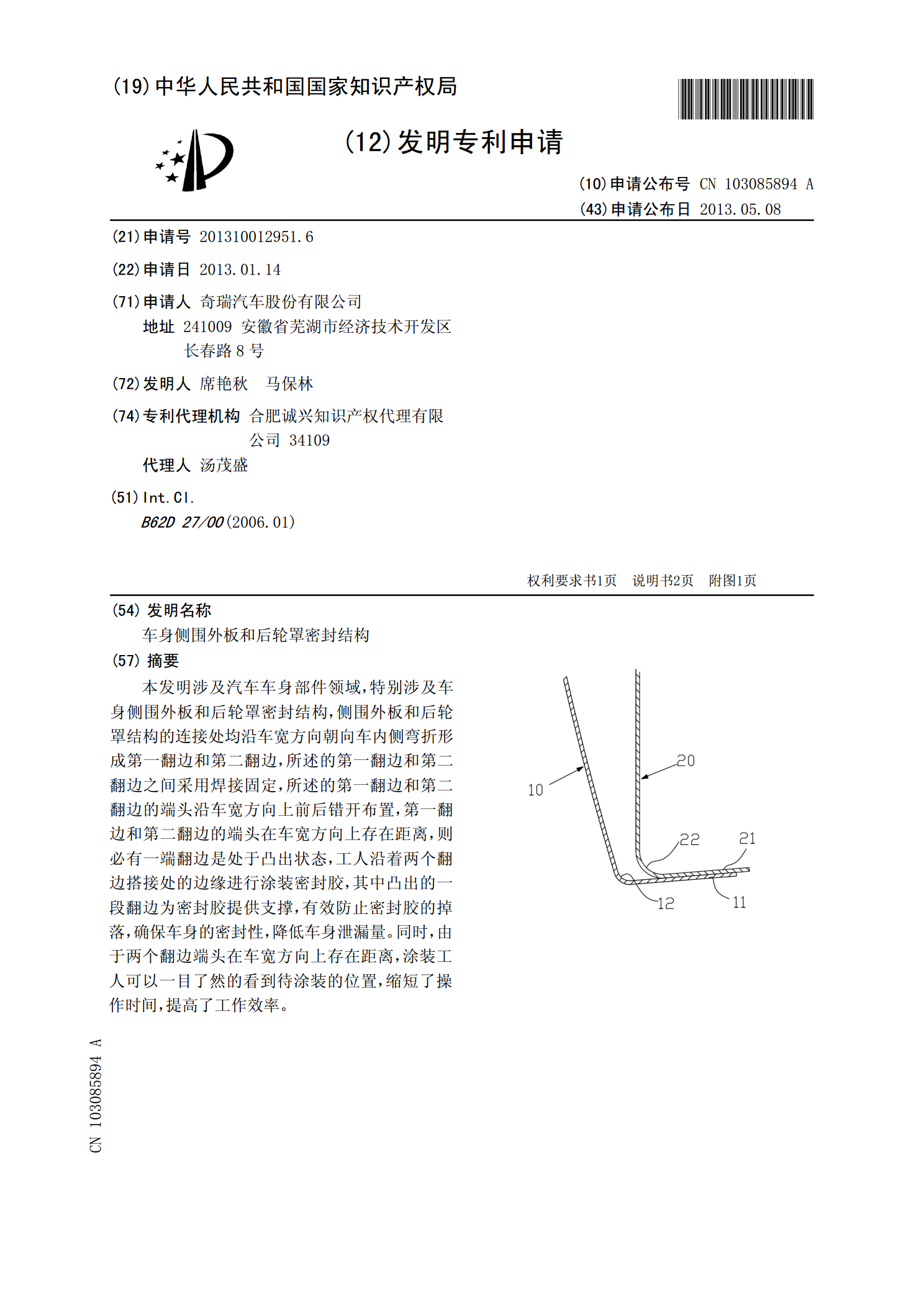
本发明涉及汽车车身部件领域,特别涉及车身侧围外板和后轮罩密封结构,侧围外板和后轮罩结构的连接处均沿车宽方向朝向车内侧弯折形成第一翻边和第二翻边,所述的第一翻边和第二翻边之间采用焊接固定,所述的第一翻边和第二翻边的端头沿车宽方向上前后错开布置,第一翻边和第二翻边的端头在车宽方向上存在距离,则必有一端翻边是处于凸出状态,工人沿着两个翻边搭接处的边缘进行涂装密封胶,其中凸出的一段翻边为密封胶提供支撑,有效防止密封胶的掉落,确保车身的密封性,降低车身泄漏量。同时,由于两个翻边端头在车宽方向上存在距离,涂装工人可以

侧围外板ppt课件.ppt
产品技术部冲压工艺室CAE分析报告4567板料料厚变化显示云图板料料厚变化显示云图板料变薄率变化显示云图板料变薄率变化显示云图板料变薄率变化显示云图板料变薄率变化显示云图1415成形限制曲线安全区:20%材料变厚可接受范围:0.01mm材料过渡变薄可分析范围:0.3mm材料拉伸不足显示范围:≤Tx2%分析报告结论经CAE多次分析表明,产品本身结构的工艺性基本合理,但仍有几处局部工艺性较差,调试过程中依赖于产品更改。拉延工序制件的工艺补充部分成形工艺性合理,能够保证侧围外板的产品质量要求,能够保证拉延及后工