
一种连续退火炉过时效段带钢加热方法.pdf

一吃****瀚文

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种连续退火炉过时效段带钢加热方法.pdf
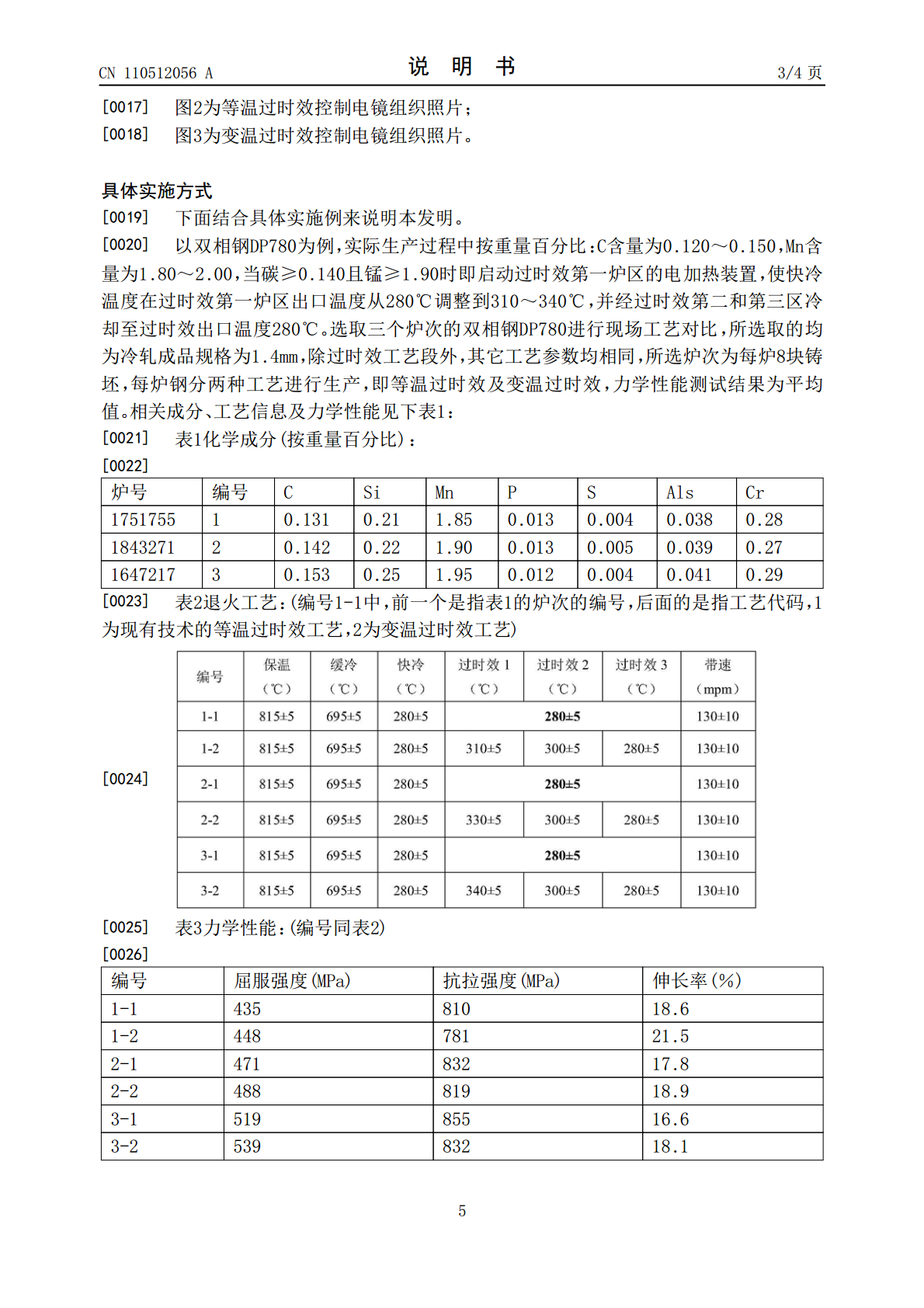
本发明公开一种连续退火炉过时效段带钢加热方法,双相钢的成分中,按重量百分比计:当满足碳≥0.140且锰≥1.90时,启动变温过时效控制;在过时效段的第一炉区安装加热装置,可以根据原料成分波动,通过温度调整对淬硬的马氏体进行不同程度的回火调控,降低马氏体硬度以降低其强度,并适当提高铁素体强度,降低两相强度差,有利于在冲压过程中的协调变形能力,进而提高伸长率,有效降低因C、Mn含量同时偏高而出现的冲压开裂现象;在过时效整个阶段通过第一炉区加热配合第二、第三炉区冷却,完成过时效变温控制,有效调控最终产品组织性能

立式连续退火炉预热段带钢加热温度分析计算.docx
立式连续退火炉预热段带钢加热温度分析计算立式连续退火炉是一种常用的热处理设备,广泛应用于钢带、钢板和钢管等产品的退火加热工艺中。预热段是退火炉中的一个重要部分,其加热温度对于后续的退火工艺和产品质量具有重要影响。本文将对立式连续退火炉预热段带钢加热温度进行分析计算。首先,我们需要确定预热段加热温度的目标。带钢在退火过程中,需要达到一定的加热温度,以使钢材的晶粒细化,消除应力和缺陷,提高材料的机械性能和工艺性能。通常情况下,带钢的预热温度一般为800~950摄氏度。接下来,我们需要确定立式连续退火炉的加热方
一种连续退火炉加热过程中带钢规格切换的控制方法.pdf
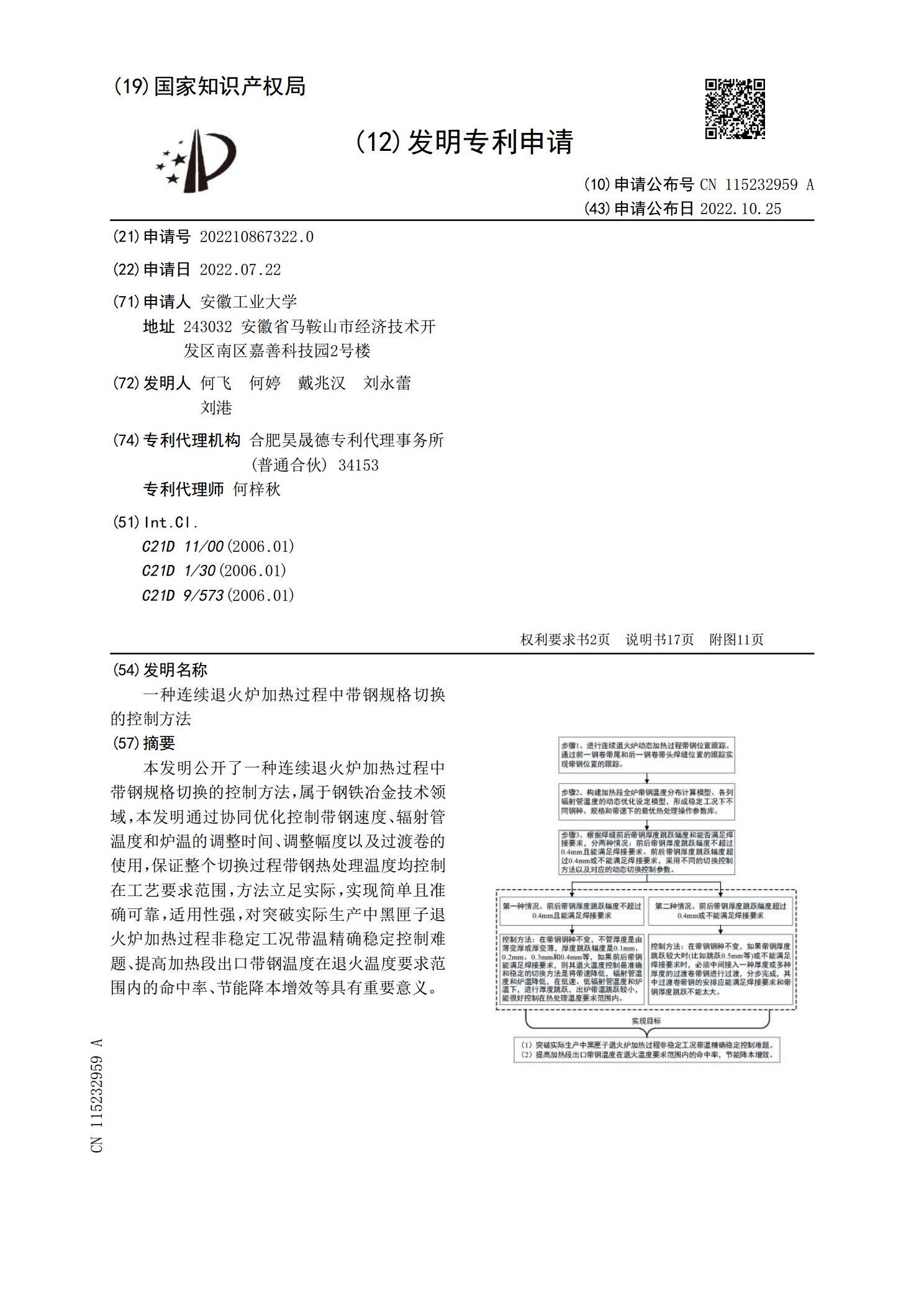
本发明公开了一种连续退火炉加热过程中带钢规格切换的控制方法,属于钢铁冶金技术领域,本发明通过协同优化控制带钢速度、辐射管温度和炉温的调整时间、调整幅度以及过渡卷的使用,保证整个切换过程带钢热处理温度均控制在工艺要求范围,方法立足实际,实现简单且准确可靠,适用性强,对突破实际生产中黑匣子退火炉加热过程非稳定工况带温精确稳定控制难题、提高加热段出口带钢温度在退火温度要求范围内的命中率、节能降本增效等具有重要意义。
连续退火炉快冷段带钢颤振消除方法.pdf
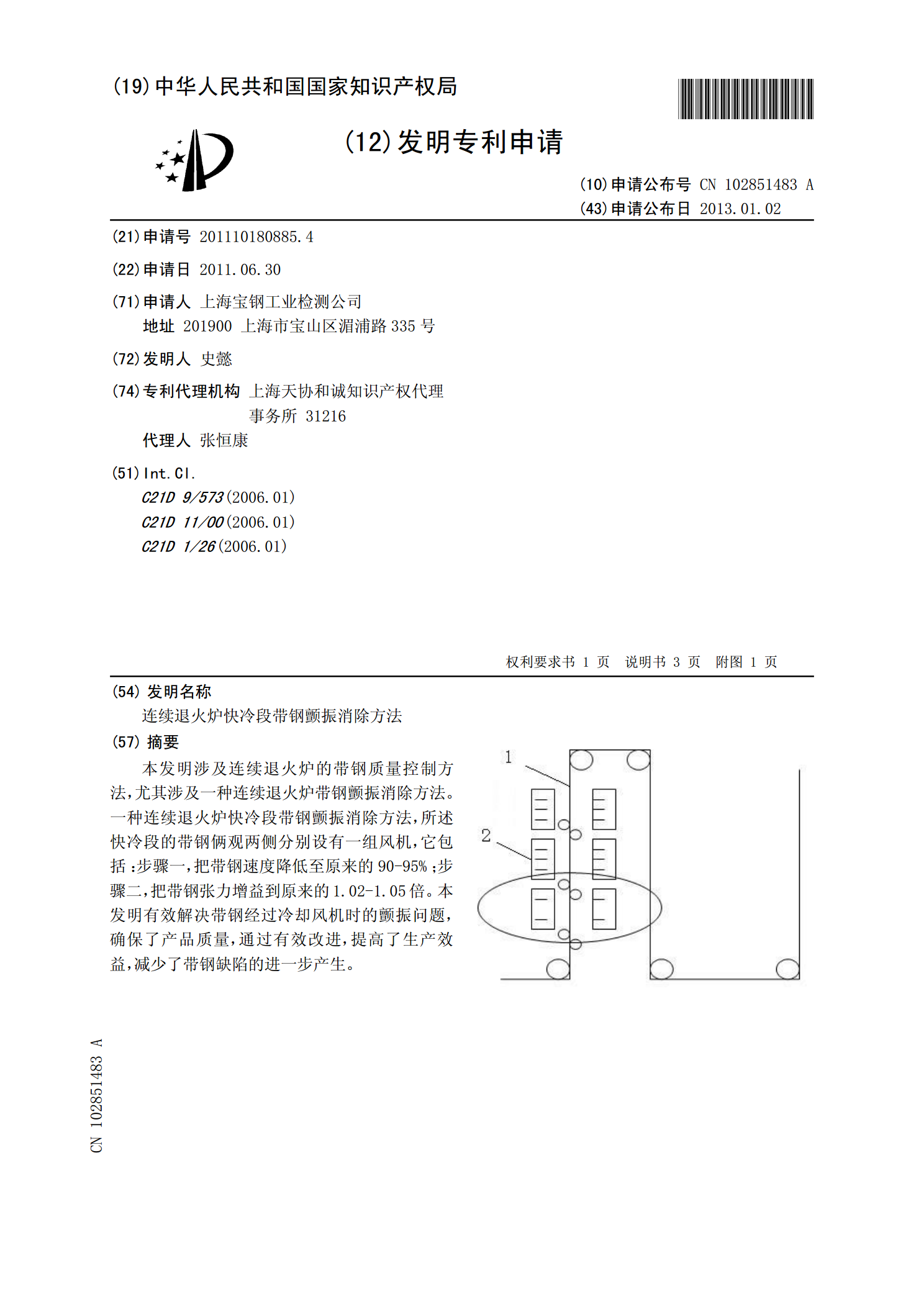
本发明涉及连续退火炉的带钢质量控制方法,尤其涉及一种连续退火炉带钢颤振消除方法。一种连续退火炉快冷段带钢颤振消除方法,所述快冷段的带钢俩观两侧分别设有一组风机,它包括:步骤一,把带钢速度降低至原来的90-95%;步骤二,把带钢张力增益到原来的1.02-1.05倍。本发明有效解决带钢经过冷却风机时的颤振问题,确保了产品质量,通过有效改进,提高了生产效益,减少了带钢缺陷的进一步产生。
一种连续退火炉有带钢烘炉的方法.pdf
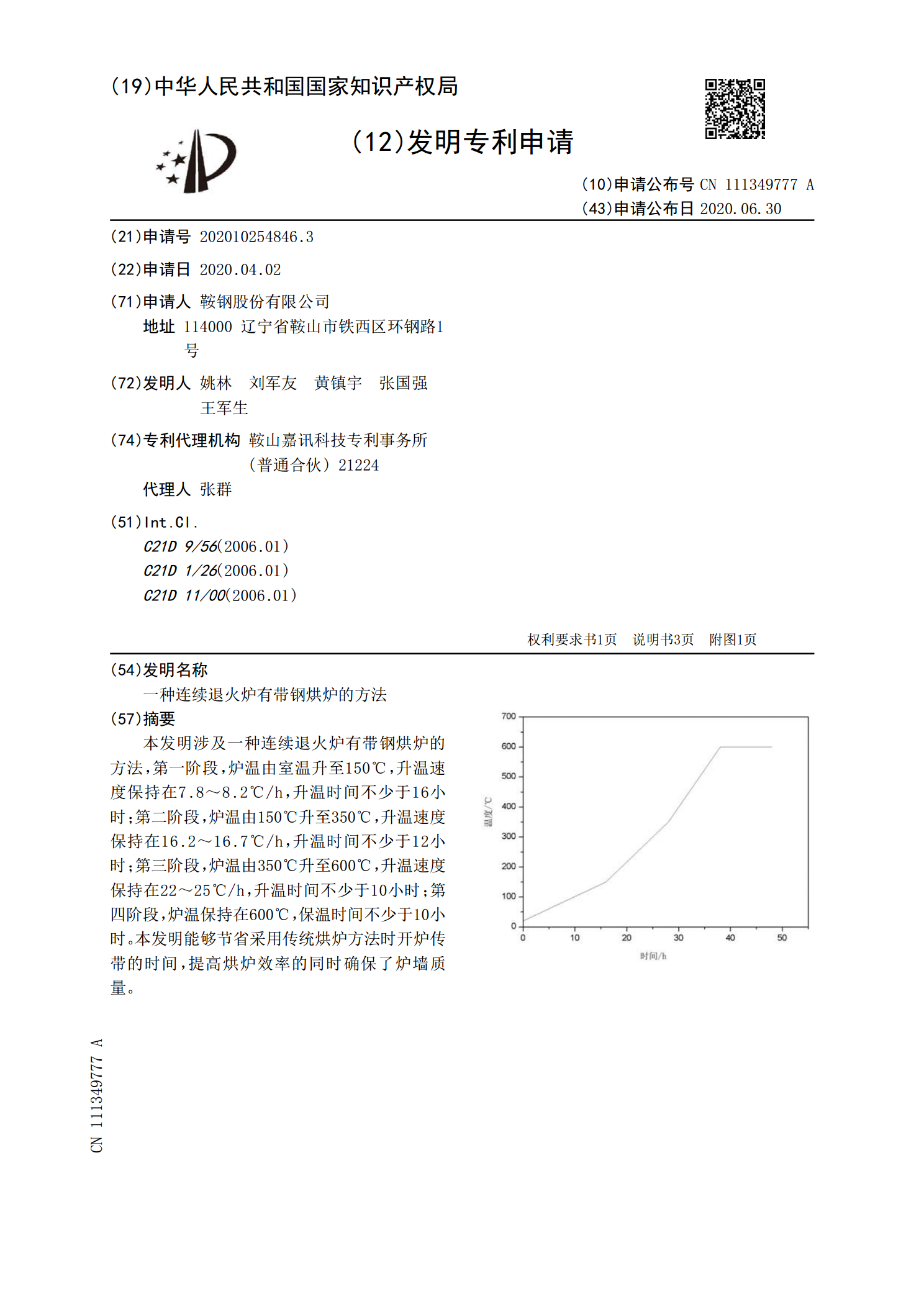
本发明涉及一种连续退火炉有带钢烘炉的方法,第一阶段,炉温由室温升至150℃,升温速度保持在7.8~8.2℃/h,升温时间不少于16小时;第二阶段,炉温由150℃升至350℃,升温速度保持在16.2~16.7℃/h,升温时间不少于12小时;第三阶段,炉温由350℃升至600℃,升温速度保持在22~25℃/h,升温时间不少于10小时;第四阶段,炉温保持在600℃,保温时间不少于10小时。本发明能够节省采用传统烘炉方法时开炉传带的时间,提高烘炉效率的同时确保了炉墙质量。