
一种陶瓷盖板制备工艺.pdf

书生****ma

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种陶瓷盖板制备工艺.pdf
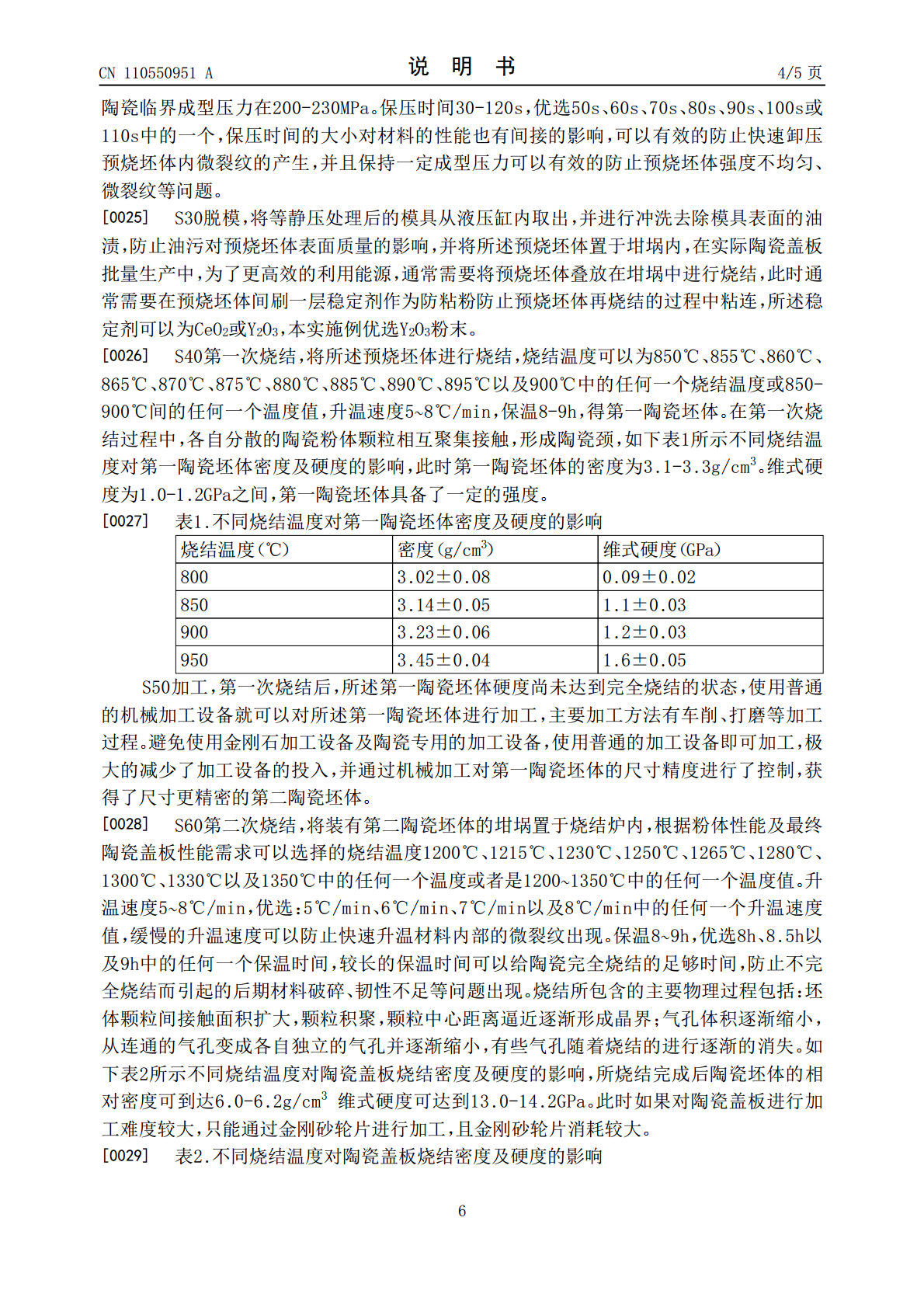
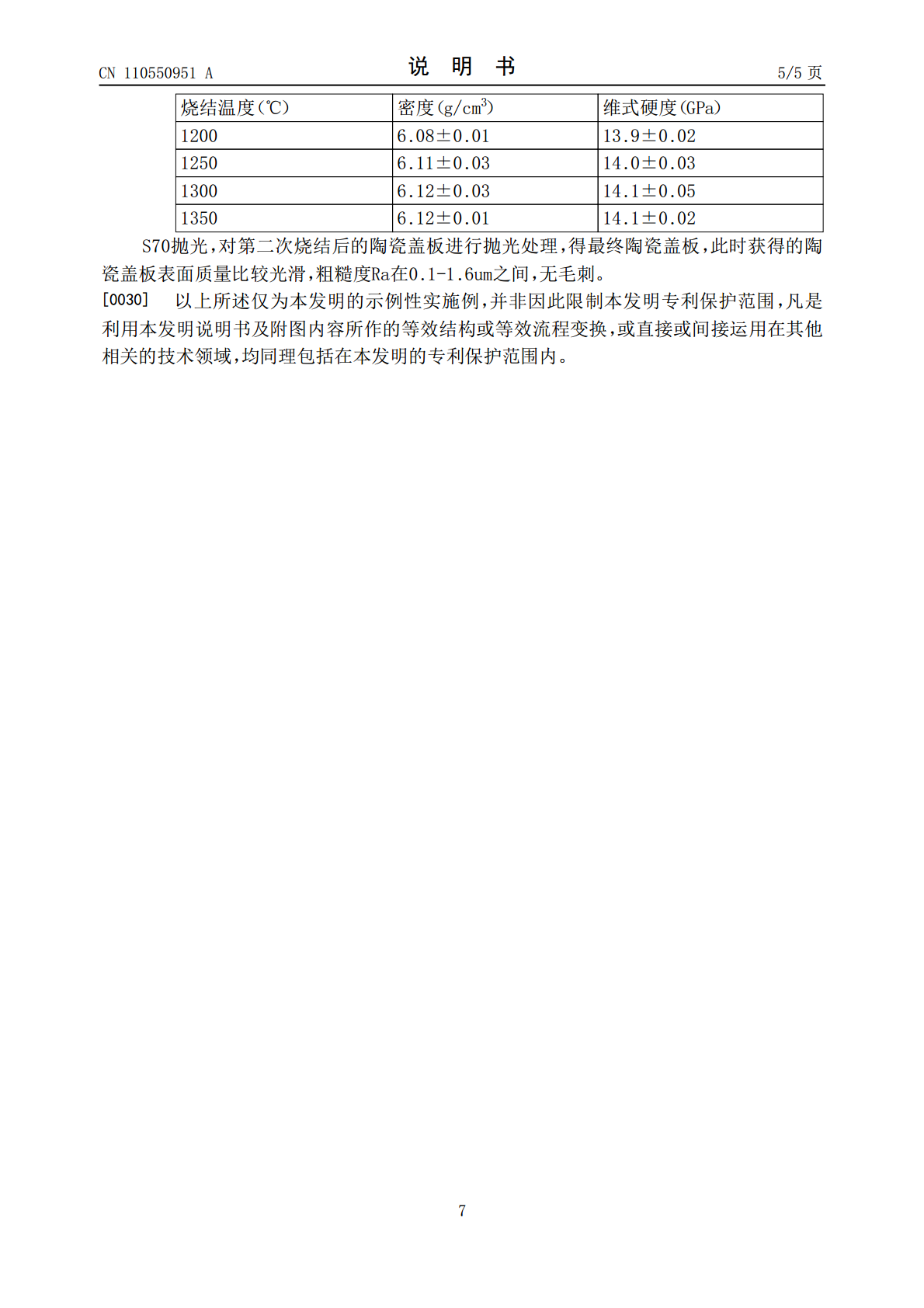
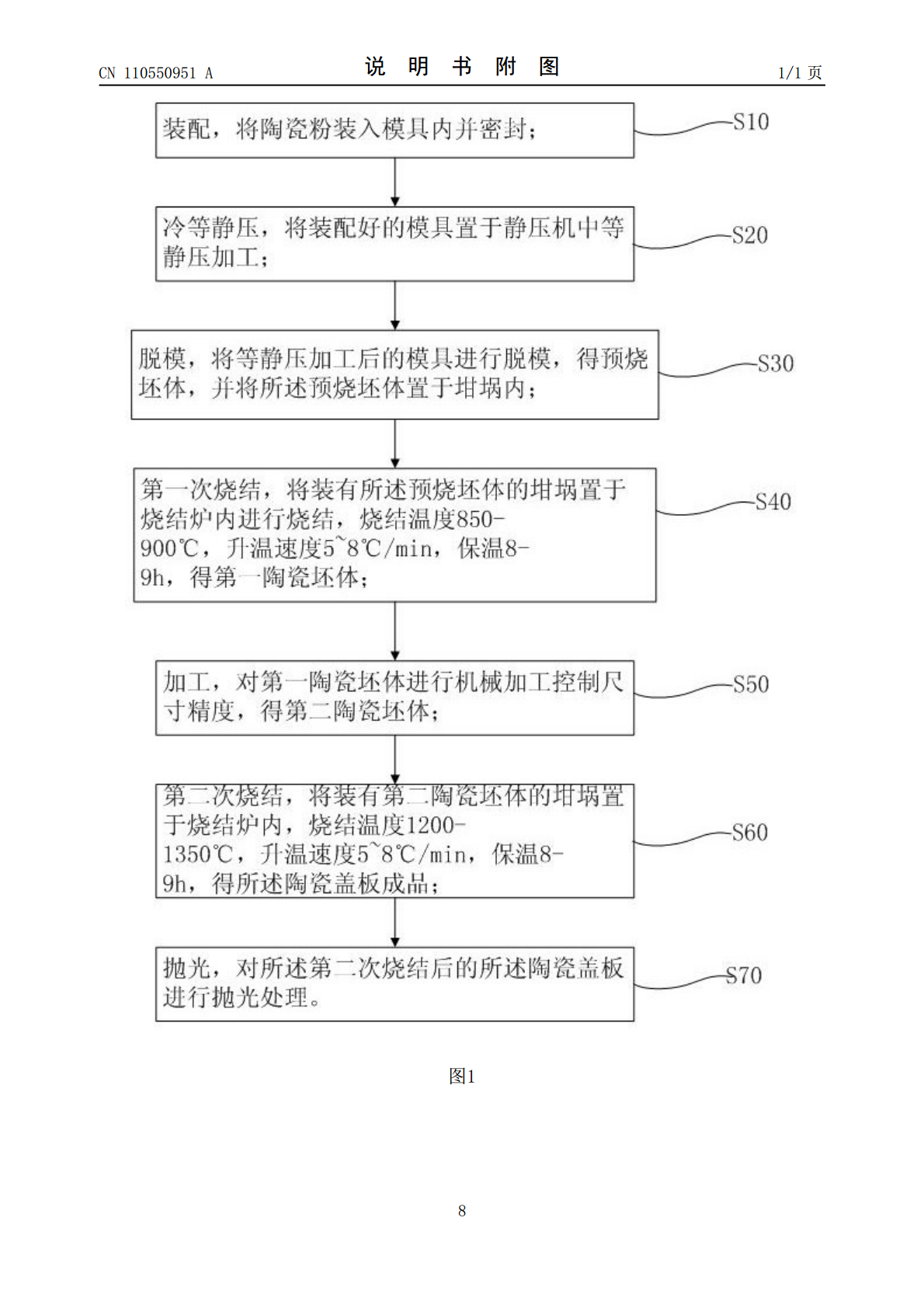
本发明提供了一种陶瓷盖板制备工艺,包括如下步骤:装配;冷等静压;脱模;第一次烧结,将装有所述预烧坯体的坩埚置于烧结炉内进行烧结,烧结温度850‑900℃,升温速度5~8℃/min,保温8‑9h,得第一陶瓷坯体;加工,对第一陶瓷坯体进行机械加工控制尺寸精度,得第二陶瓷坯体;第二次烧结,将装有第二陶瓷坯体的坩埚置于烧结炉内,烧结温度1200‑1350℃,升温速度5~8℃/min,保温8‑9h,得所述陶瓷盖板成品。所述陶瓷盖板制备工艺采用二次烧结工艺,可使用常规的加工设备对陶瓷坯体进行加工,以得净尺寸的陶瓷盖板

一种陶瓷盖板制备工艺.pdf
本发明公开了一种陶瓷盖板制备工艺,包括以下步骤:称重:按配比分别称取固体原料;球磨:将固体原料混合均匀后进行球磨;混料:将球磨后的混合粉料与有机溶剂按重量比为1:1‑3的配比混合成浆料;成型:将浆料分别注射到陶瓷盖板模具和陶瓷基座模具中成型,得到陶瓷盖板坯体和陶瓷基座坯体;装配:在陶瓷基座坯体上覆盖一层隔粘粉后,再装配陶瓷盖板坯体与陶瓷基座坯体;烧结:将装配好的陶瓷盖板坯体与陶瓷基座坯体一同放入烧结炉中,在1300‑1600℃中烧结5‑20小时,得到陶瓷盖板和陶瓷基座;对陶瓷盖板去毛刺,得到产品。采用本发
一种陶瓷盖板制备方法.pdf
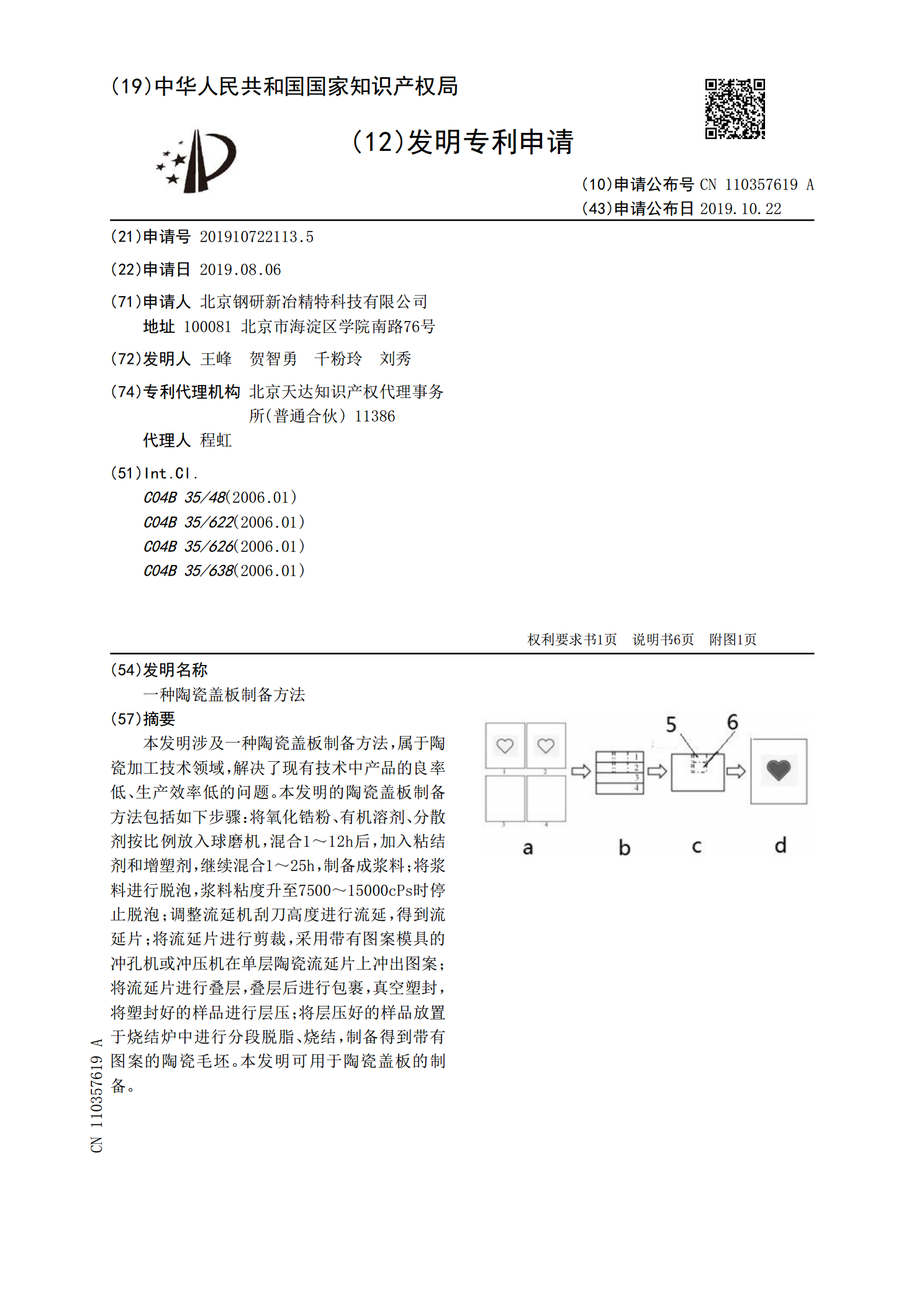
本发明涉及一种陶瓷盖板制备方法,属于陶瓷加工技术领域,解决了现有技术中产品的良率低、生产效率低的问题。本发明的陶瓷盖板制备方法包括如下步骤:将氧化锆粉、有机溶剂、分散剂按比例放入球磨机,混合1~12h后,加入粘结剂和增塑剂,继续混合1~25h,制备成浆料;将浆料进行脱泡,浆料粘度升至7500~15000cPs时停止脱泡;调整流延机刮刀高度进行流延,得到流延片;将流延片进行剪裁,采用带有图案模具的冲孔机或冲压机在单层陶瓷流延片上冲出图案;将流延片进行叠层,叠层后进行包裹,真空塑封,将塑封好的样品进行层压;将
一种异形陶瓷盖板及其制备方法和应用.pdf
本发明涉及一种异形陶瓷盖板及其制备方法和应用,属于电子设备技术领域。本发明所述异形陶瓷盖板的制备方法通过采用特定的内腔和外形的CNC粗加工、粗抛和CNC精加工的工艺方法,并且内腔和外形的CNC粗加工分别采用特定的仿型夹具与氧化锆陶瓷的毛坯进行贴合固定,能够使得本发明所述固定的基准面与异形结构更好地贴合固定,从而有利于提高各个工艺步骤之间的适配性,达到较好的外观效果,从而提高异形陶瓷盖板的表面加工质量,并且本发明所述异形陶瓷盖板的制备方法,能够有效降低生产成本,能够用于批量生产,具有广泛的应用前景。
一种盖板玻璃组件及其制备工艺.pdf
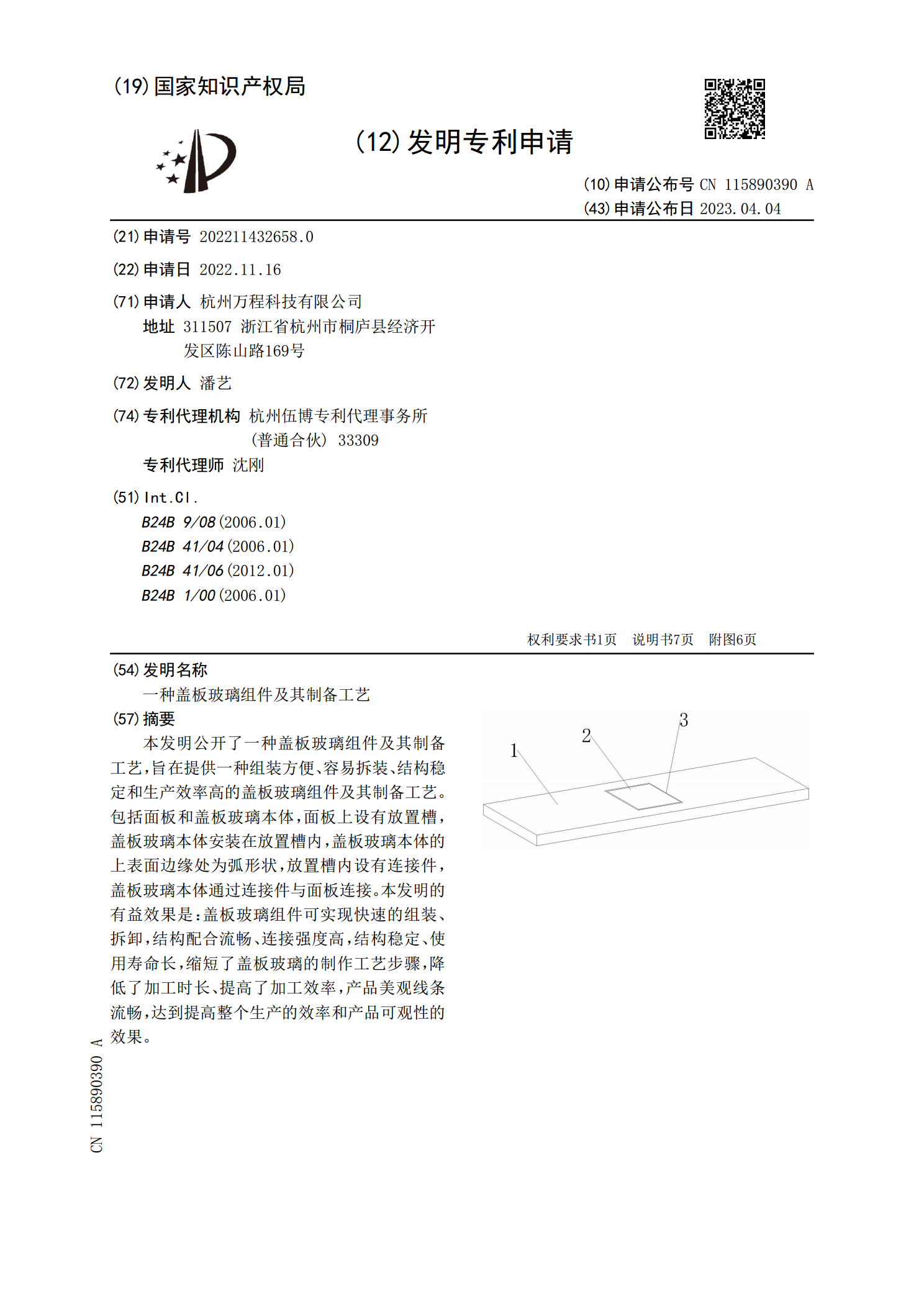
本发明公开了一种盖板玻璃组件及其制备工艺,旨在提供一种组装方便、容易拆装、结构稳定和生产效率高的盖板玻璃组件及其制备工艺。包括面板和盖板玻璃本体,面板上设有放置槽,盖板玻璃本体安装在放置槽内,盖板玻璃本体的上表面边缘处为弧形状,放置槽内设有连接件,盖板玻璃本体通过连接件与面板连接。本发明的有益效果是:盖板玻璃组件可实现快速的组装、拆卸,结构配合流畅、连接强度高,结构稳定、使用寿命长,缩短了盖板玻璃的制作工艺步骤,降低了加工时长、提高了加工效率,产品美观线条流畅,达到提高整个生产的效率和产品可观性的效果。