
一种异形陶瓷盖板及其制备方法和应用.pdf

慧红****ad


1/10

2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种异形陶瓷盖板及其制备方法和应用.pdf
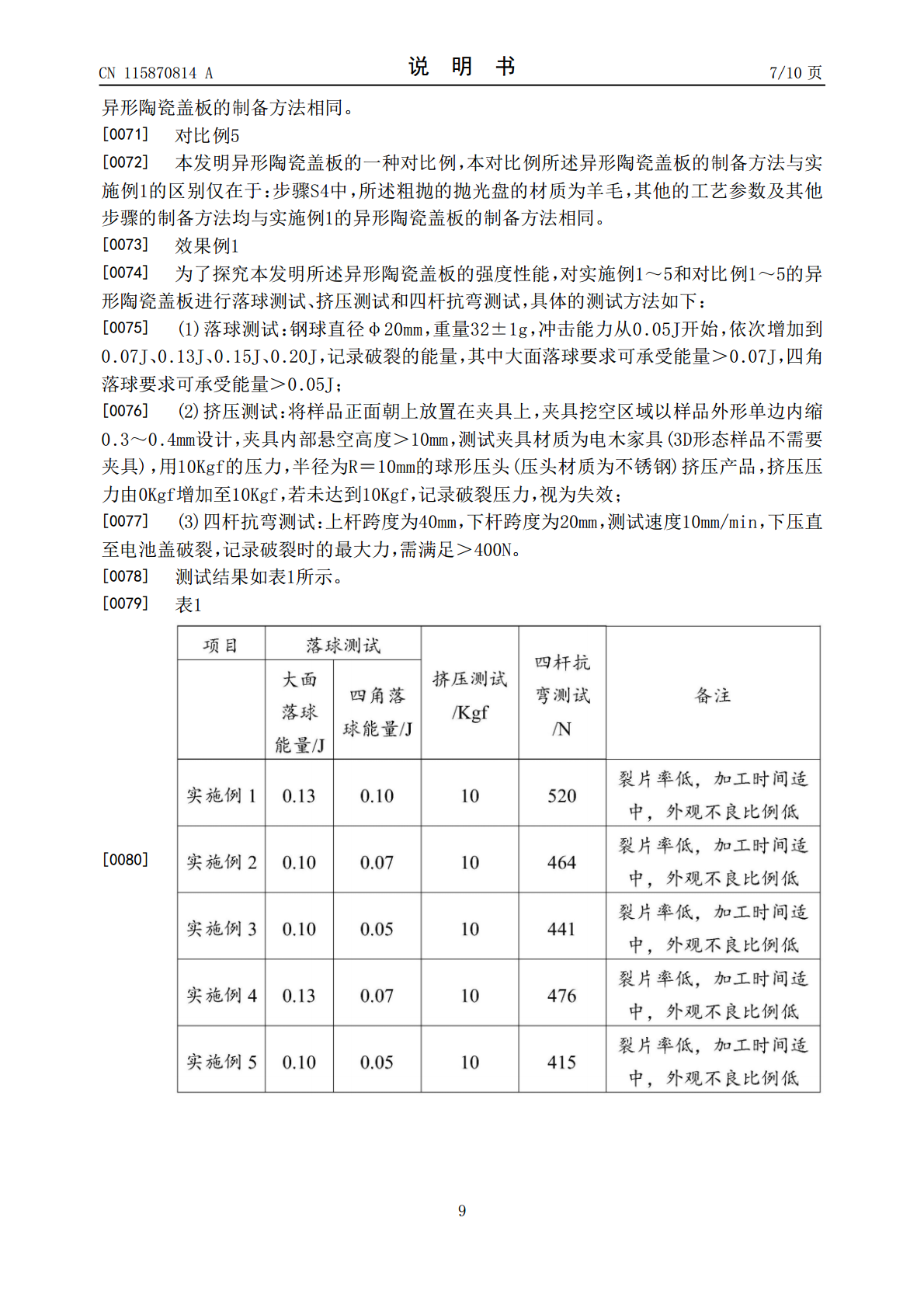
本发明涉及一种异形陶瓷盖板及其制备方法和应用,属于电子设备技术领域。本发明所述异形陶瓷盖板的制备方法通过采用特定的内腔和外形的CNC粗加工、粗抛和CNC精加工的工艺方法,并且内腔和外形的CNC粗加工分别采用特定的仿型夹具与氧化锆陶瓷的毛坯进行贴合固定,能够使得本发明所述固定的基准面与异形结构更好地贴合固定,从而有利于提高各个工艺步骤之间的适配性,达到较好的外观效果,从而提高异形陶瓷盖板的表面加工质量,并且本发明所述异形陶瓷盖板的制备方法,能够有效降低生产成本,能够用于批量生产,具有广泛的应用前景。
一种介质陶瓷异形件及其制备方法.pdf
本发明公开了一种介质陶瓷异形件,原料包括基体、高温塑料、低温塑料、蜡类和表面活性剂;基体为介质陶瓷粉;高温塑料包括聚酰胺、聚醚酰亚胺粉和聚马来酰亚胺粉;低温塑料包括聚乙烯、马来酸酐接枝聚乙烯和乙烯‑醋酸乙烯共聚物。该介质陶瓷异形件通过加入高温塑料和低温塑料,高温塑料的玻璃化温度高于低温塑料,高温塑料在未达到玻璃化温度时,高温塑料作为坯体的骨架。在加温过程中,低温塑料先于高温塑料融化变软,随着温度越来越高,高温塑料逐渐变软,低温塑料碳化变硬形成制成骨架,能减少介质陶瓷坯体的变形。该异形件注射定型后在同一烧结
一种陶瓷盖板制备方法.pdf
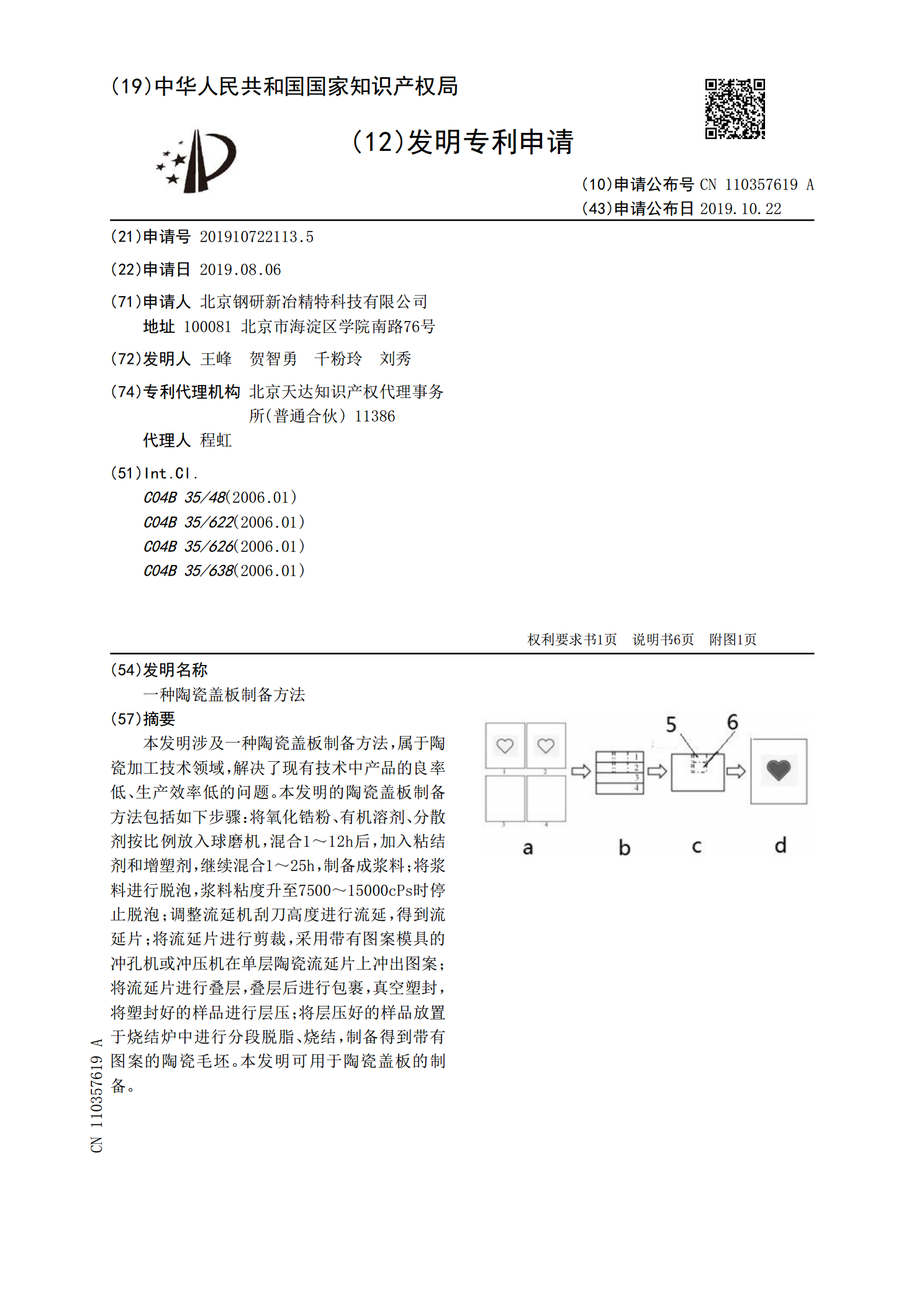
本发明涉及一种陶瓷盖板制备方法,属于陶瓷加工技术领域,解决了现有技术中产品的良率低、生产效率低的问题。本发明的陶瓷盖板制备方法包括如下步骤:将氧化锆粉、有机溶剂、分散剂按比例放入球磨机,混合1~12h后,加入粘结剂和增塑剂,继续混合1~25h,制备成浆料;将浆料进行脱泡,浆料粘度升至7500~15000cPs时停止脱泡;调整流延机刮刀高度进行流延,得到流延片;将流延片进行剪裁,采用带有图案模具的冲孔机或冲压机在单层陶瓷流延片上冲出图案;将流延片进行叠层,叠层后进行包裹,真空塑封,将塑封好的样品进行层压;将

一种陶瓷隔膜及其制备方法和应用.pdf
本发明提供了一种陶瓷隔膜及其制备方法和应用,所述陶瓷隔膜包括基膜和设置在所述基膜至少一侧表面的水滑石层,沿远离所述基膜的表面的方面,所述水滑石层中的水滑石在所述基膜表面呈竖式排列。本发明在基膜表面设置具有优良的物理化学性能的水滑石层,并且水滑石在基膜表面呈竖式排列,该结构在保证穿刺强度的基础上,能够有效降低陶瓷隔膜透气度,最终制备得到的电池具有更低的电阻和更高的循环性能。
一种陶瓷生坯及其制备方法和应用.pdf
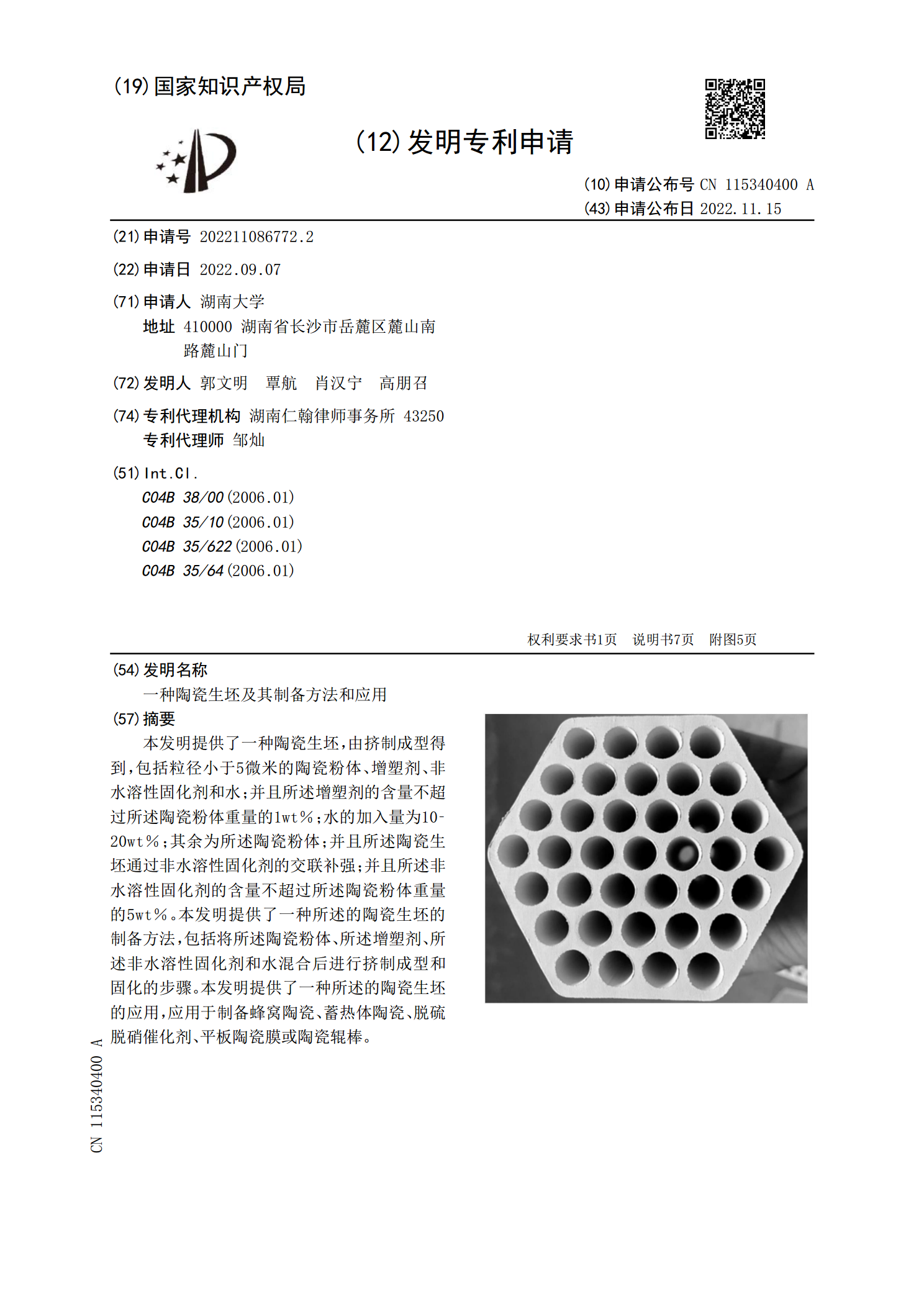
本发明提供了一种陶瓷生坯,由挤制成型得到,包括粒径小于5微米的陶瓷粉体、增塑剂、非水溶性固化剂和水;并且所述增塑剂的含量不超过所述陶瓷粉体重量的1wt%;水的加入量为10‑20wt%;其余为所述陶瓷粉体;并且所述陶瓷生坯通过非水溶性固化剂的交联补强;并且所述非水溶性固化剂的含量不超过所述陶瓷粉体重量的5wt%。本发明提供了一种所述的陶瓷生坯的制备方法,包括将所述陶瓷粉体、所述增塑剂、所述非水溶性固化剂和水混合后进行挤制成型和固化的步骤。本发明提供了一种所述的陶瓷生坯的应用,应用于制备蜂窝陶瓷、蓄热体陶瓷、