
一种水泵叶轮的淬火加工工艺.pdf

东耀****哥哥

1/5
2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种水泵叶轮的淬火加工工艺.pdf
本发明公开了一种水泵叶轮的淬火加工工艺,其特征在于,包括以下加工步骤:首先对待淬火的叶轮工件送入烘房中进行预热处理;将预热后的叶轮工件快速放入淬火油中,进行一级淬火处理;将完成一级处理的叶轮工件放入渗碳炉中进行渗碳淬火,并通入氨气,进行二级淬火处理;将完成二级淬火处理的叶轮工件取出后进行空冷冷却处理,冷却至室温;将冷却至室温的叶轮工件进行回火处理,回火后的叶轮工件取出冷却至室温,得到叶轮产品。本发明可以提高工件表面的硬度均匀性和耐磨耐腐蚀性,减少叶轮工件淬火后残留的奥氏体量,且有效提高了叶轮工件的机械强度
一种水泵叶轮的铸造加工工艺.pdf
本发明公开了一种水泵叶轮的铸造加工工艺,包括以下加工步骤:首先对需要铸造的叶轮进行三维建模,根据低压铸造工艺确定好铸造工艺参数;根据确定好的铸造工艺参数制造出外膜和型芯,在外膜的型腔表面和型芯的外表面均涂覆有耐磨涂料和耐腐蚀涂料,并送入烘箱中进行烘烤处理;将铸铁进行熔融,完成融化后得到金属液,将金属液从浇注口导入模具中,根据S1确定的铸造工艺参数浇注产品,得到叶轮铸件。本发明铸造出的铸件组织致密、表面光洁、劳动强度低、机械性能更加稳定。
一种水泵叶轮精加工处理工艺.pdf
本发明公开了一种水泵叶轮精加工处理工艺,首先称取适量的钛粉、铝粉、石墨、铜粉以及镍粉,加入搅拌机中进行搅拌混合得到混合粉末,然后将混合粉末放入球磨机中进行研磨处理,然后倒入压制模具中进行压制成型,在将成型的粉末放入烧结炉中进行烧结,得到压制烧结件,然后将烧结件粉碎融化喷洒在工件上,在对工件进行多道淬火处理,该种水泵叶轮精加工处理工艺,通过在铸造叶轮工件的表面喷射合金粉末溶液,大大增加水泵叶轮的耐腐蚀性和耐摩擦性,增加表面的水分吸附性,然后通过淬火油和渗碳炉分别进行淬火处理,大大增加整个水泵叶轮的机械强度和
一种三元流叶轮淬火加工工艺.pdf
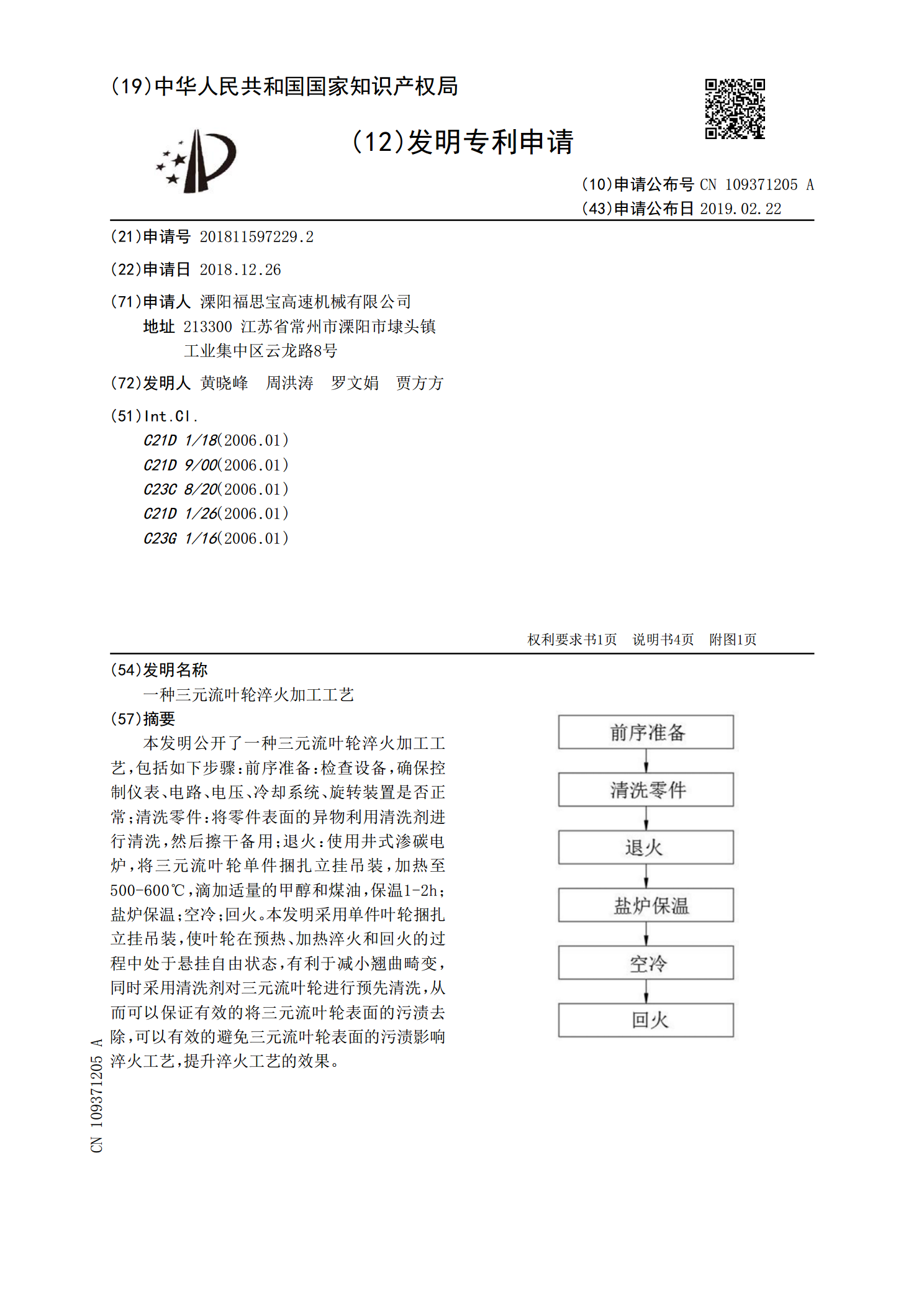
本发明公开了一种三元流叶轮淬火加工工艺,包括如下步骤:前序准备:检查设备,确保控制仪表、电路、电压、冷却系统、旋转装置是否正常;清洗零件:将零件表面的异物利用清洗剂进行清洗,然后擦干备用;退火:使用井式渗碳电炉,将三元流叶轮单件捆扎立挂吊装,加热至500‑600℃,滴加适量的甲醇和煤油,保温1‑2h;盐炉保温;空冷;回火。本发明采用单件叶轮捆扎立挂吊装,使叶轮在预热、加热淬火和回火的过程中处于悬挂自由状态,有利于减小翘曲畸变,同时采用清洗剂对三元流叶轮进行预先清洗,从而可以保证有效的将三元流叶轮表面的污渍
一种水泵扭曲叶片闭式叶轮及其加工工艺.pdf
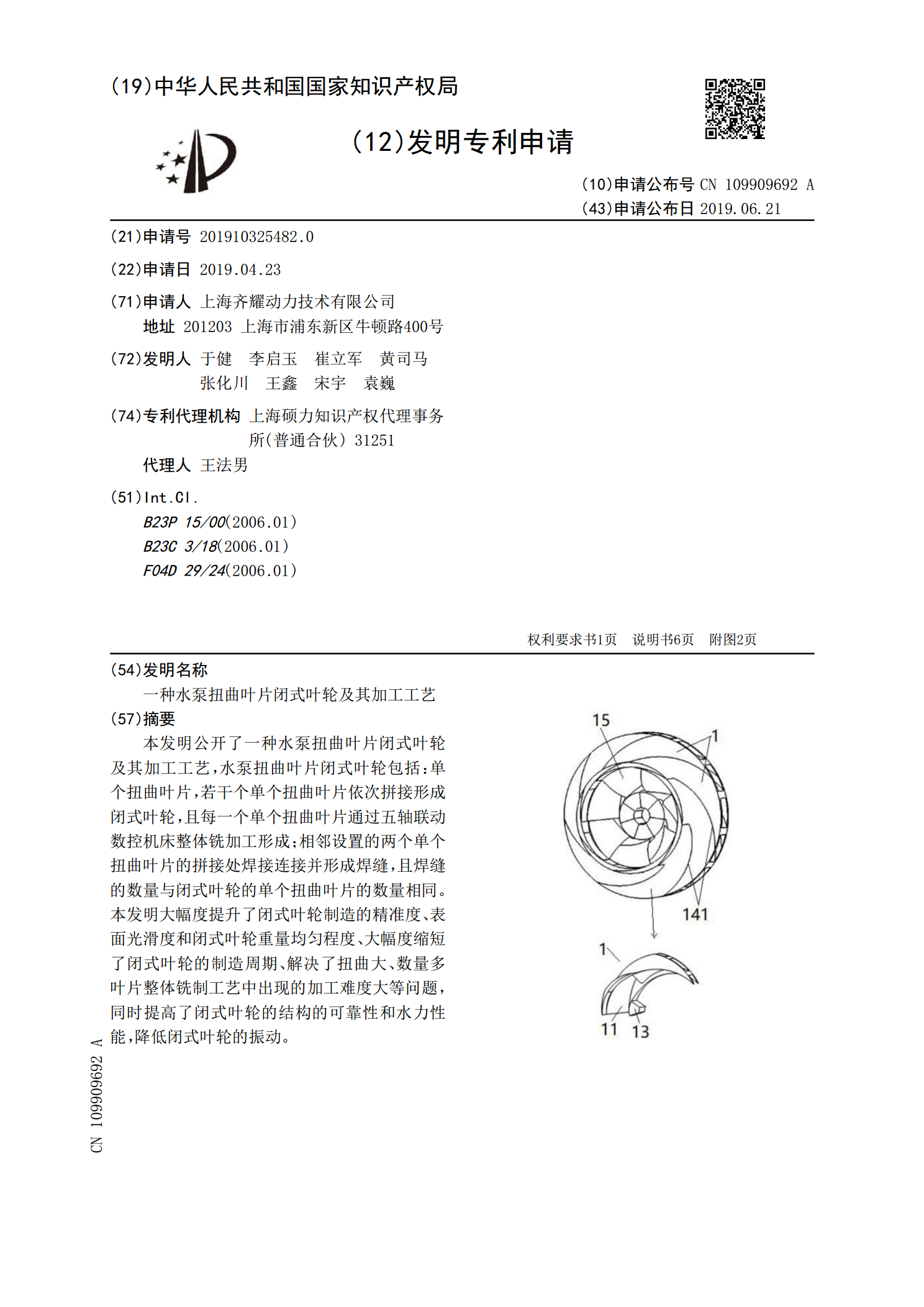
本发明公开了一种水泵扭曲叶片闭式叶轮及其加工工艺,水泵扭曲叶片闭式叶轮包括:单个扭曲叶片,若干个单个扭曲叶片依次拼接形成闭式叶轮,且每一个单个扭曲叶片通过五轴联动数控机床整体铣加工形成;相邻设置的两个单个扭曲叶片的拼接处焊接连接并形成焊缝,且焊缝的数量与闭式叶轮的单个扭曲叶片的数量相同。本发明大幅度提升了闭式叶轮制造的精准度、表面光滑度和闭式叶轮重量均匀程度、大幅度缩短了闭式叶轮的制造周期、解决了扭曲大、数量多叶片整体铣制工艺中出现的加工难度大等问题,同时提高了闭式叶轮的结构的可靠性和水力性能,降低闭式叶