
一种中厚板板坯热送方法.pdf

一吃****昕靓

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种中厚板板坯热送方法.pdf
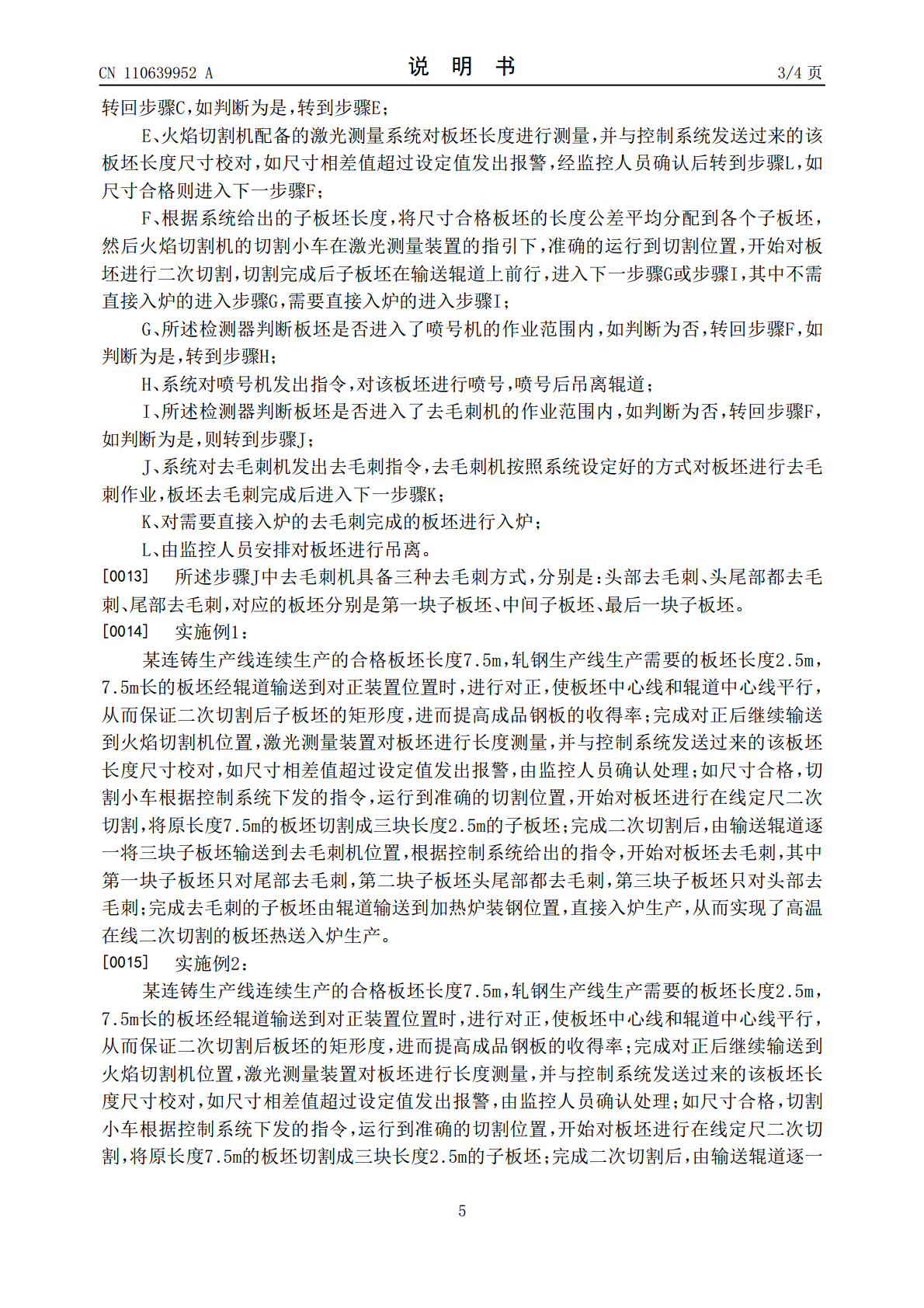
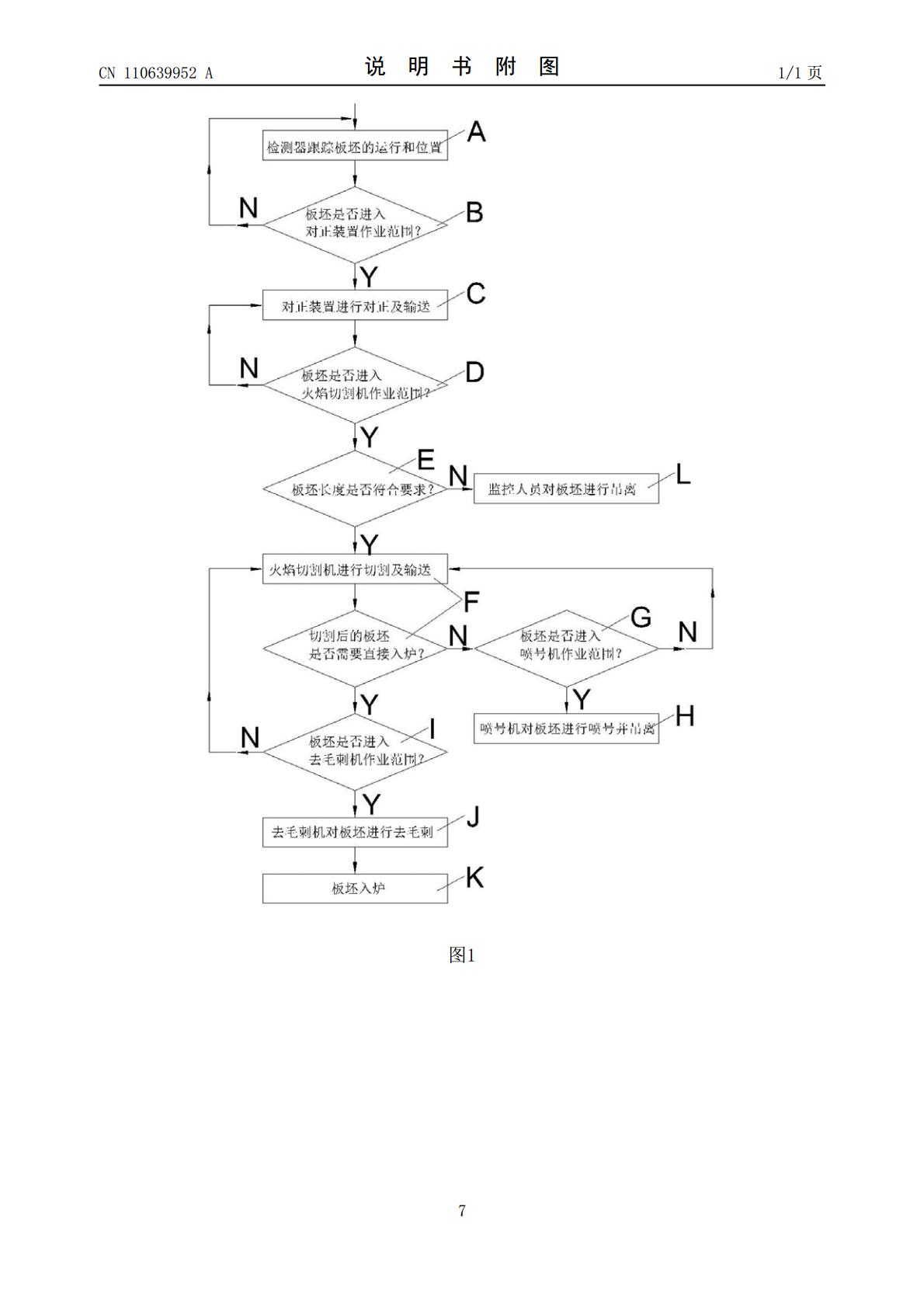
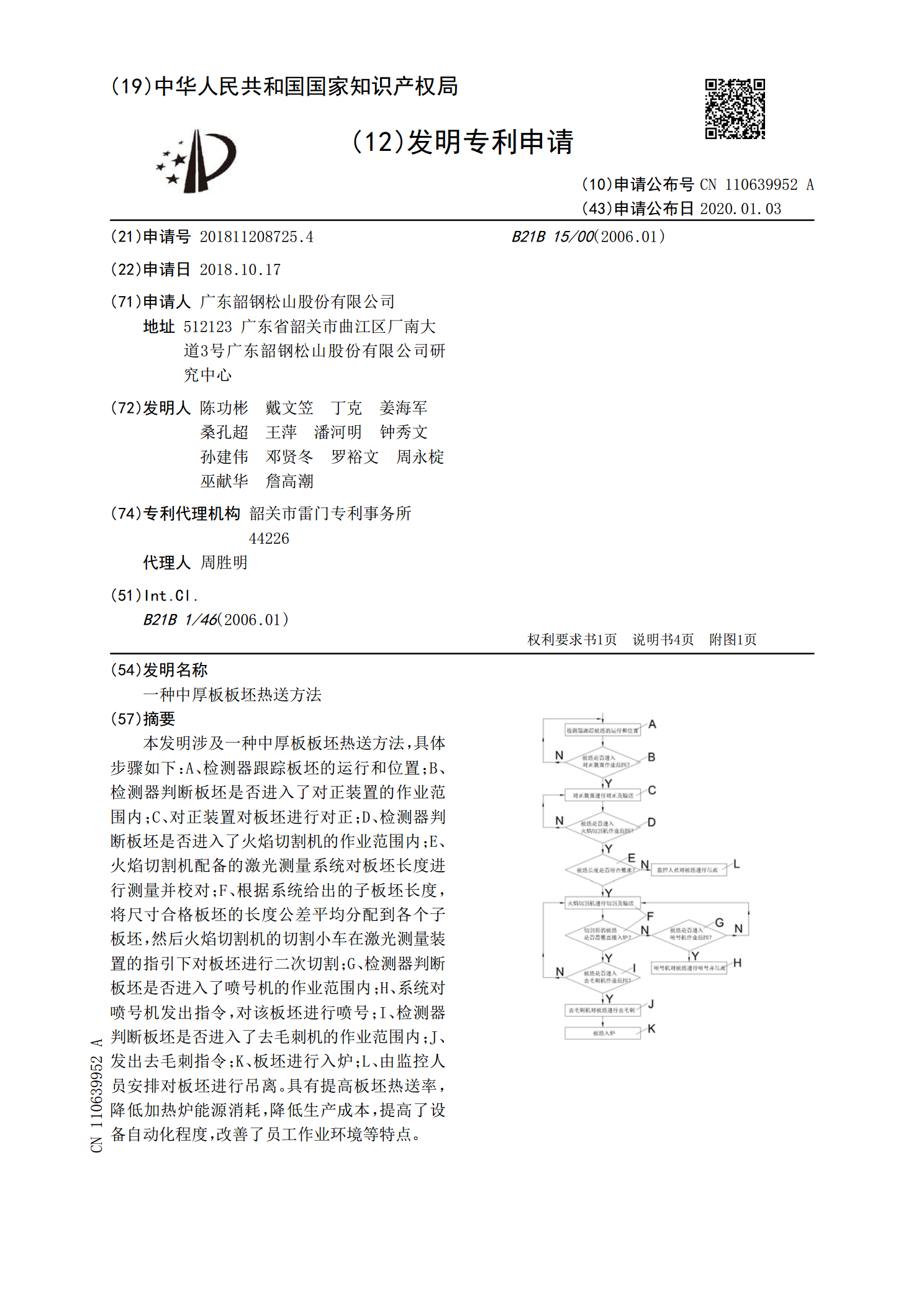
本发明涉及一种中厚板板坯热送方法,具体步骤如下:A、检测器跟踪板坯的运行和位置;B、检测器判断板坯是否进入了对正装置的作业范围内;C、对正装置对板坯进行对正;D、检测器判断板坯是否进入了火焰切割机的作业范围内;E、火焰切割机配备的激光测量系统对板坯长度进行测量并校对;F、根据系统给出的子板坯长度,将尺寸合格板坯的长度公差平均分配到各个子板坯,然后火焰切割机的切割小车在激光测量装置的指引下对板坯进行二次切割;G、检测器判断板坯是否进入了喷号机的作业范围内;H、系统对喷号机发出指令,对该板坯进行喷号;I、检测
一种中厚板坯热装方法.pdf
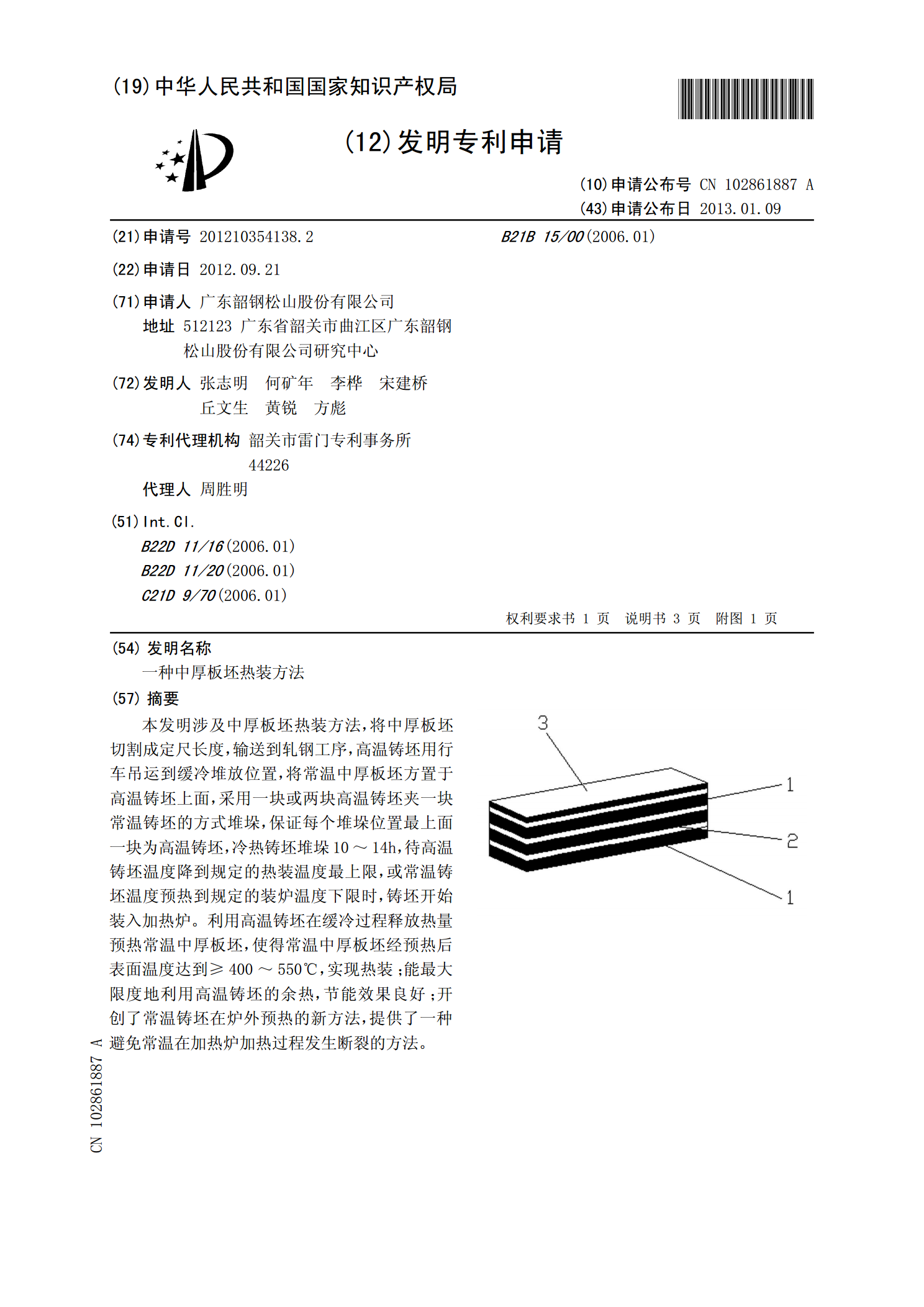
本发明涉及中厚板坯热装方法,将中厚板坯切割成定尺长度,输送到轧钢工序,高温铸坯用行车吊运到缓冷堆放位置,将常温中厚板坯方置于高温铸坯上面,采用一块或两块高温铸坯夹一块常温铸坯的方式堆垛,保证每个堆垛位置最上面一块为高温铸坯,冷热铸坯堆垛10~14h,待高温铸坯温度降到规定的热装温度最上限,或常温铸坯温度预热到规定的装炉温度下限时,铸坯开始装入加热炉。利用高温铸坯在缓冷过程释放热量预热常温中厚板坯,使得常温中厚板坯经预热后表面温度达到≥400~550℃,实现热装;能最大限度地利用高温铸坯的余热,节能效果良好
一种宽厚板坯热装热送方法.pdf
本发明公开了一种宽厚板坯热装热送方法,其特征在于,包括以下步骤:(1)、将样坯切割完毕后直接放入冷却水槽内,快速冷却后立即做表面质量检查;(2)、将等待表面质量检查的板坯临时下线放到缓冷区缓冷;(3)、根据步骤(1)铸坯表面质量检查的结果决定后序板坯及临时下线板坯是否热装。本发明的目的是提供一种宽厚板坯热装热送方法,降低产品制造成本。
一种板坯热送试轧的控制方法.pdf
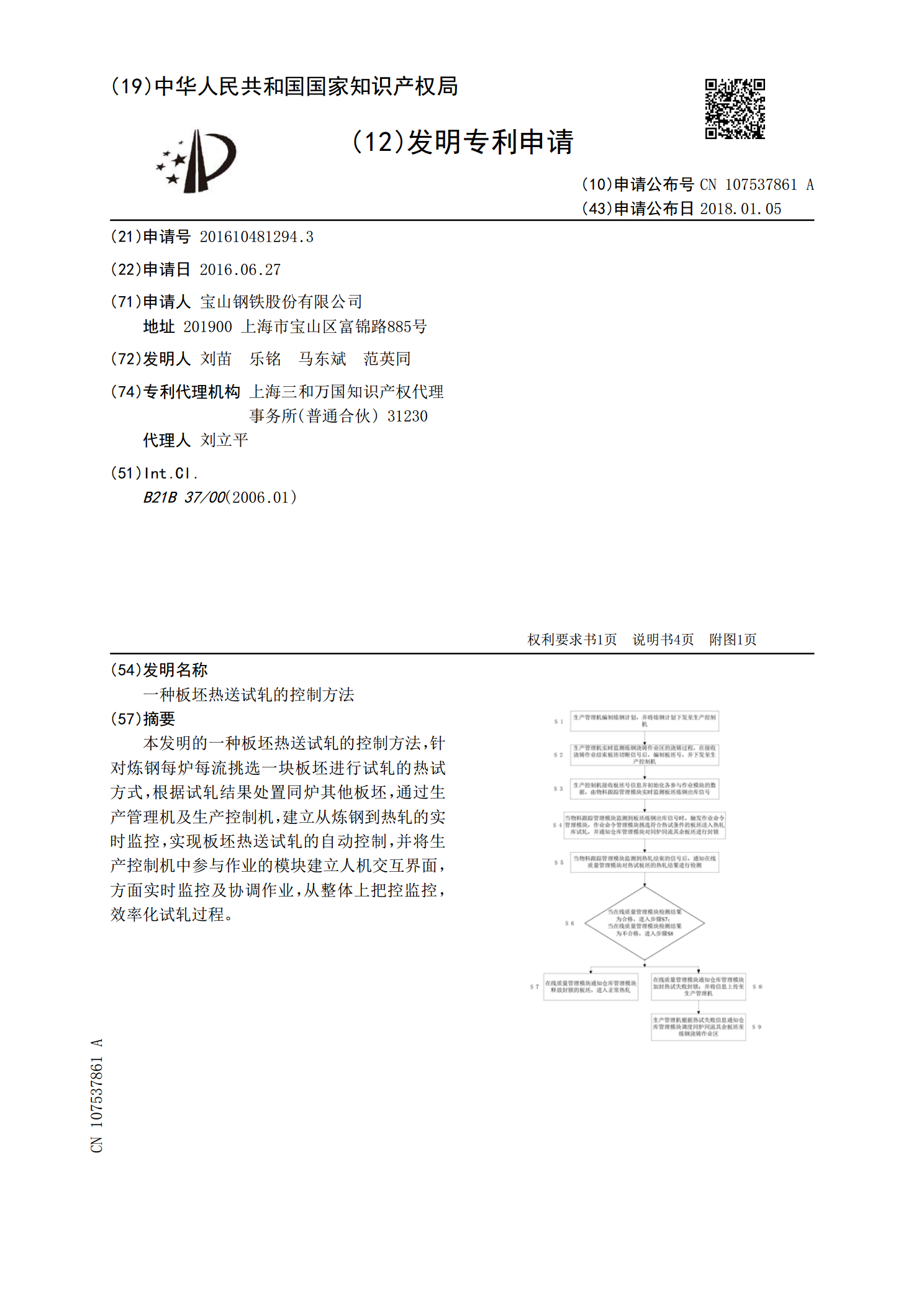
本发明的一种板坯热送试轧的控制方法,针对炼钢每炉每流挑选一块板坯进行试轧的热试方式,根据试轧结果处置同炉其他板坯,通过生产管理机及生产控制机,建立从炼钢到热轧的实时监控,实现板坯热送试轧的自动控制,并将生产控制机中参与作业的模块建立人机交互界面,方面实时监控及协调作业,从整体上把控监控,效率化试轧过程。
一种提高钢铁厂热送板坯热装率的方法.pdf
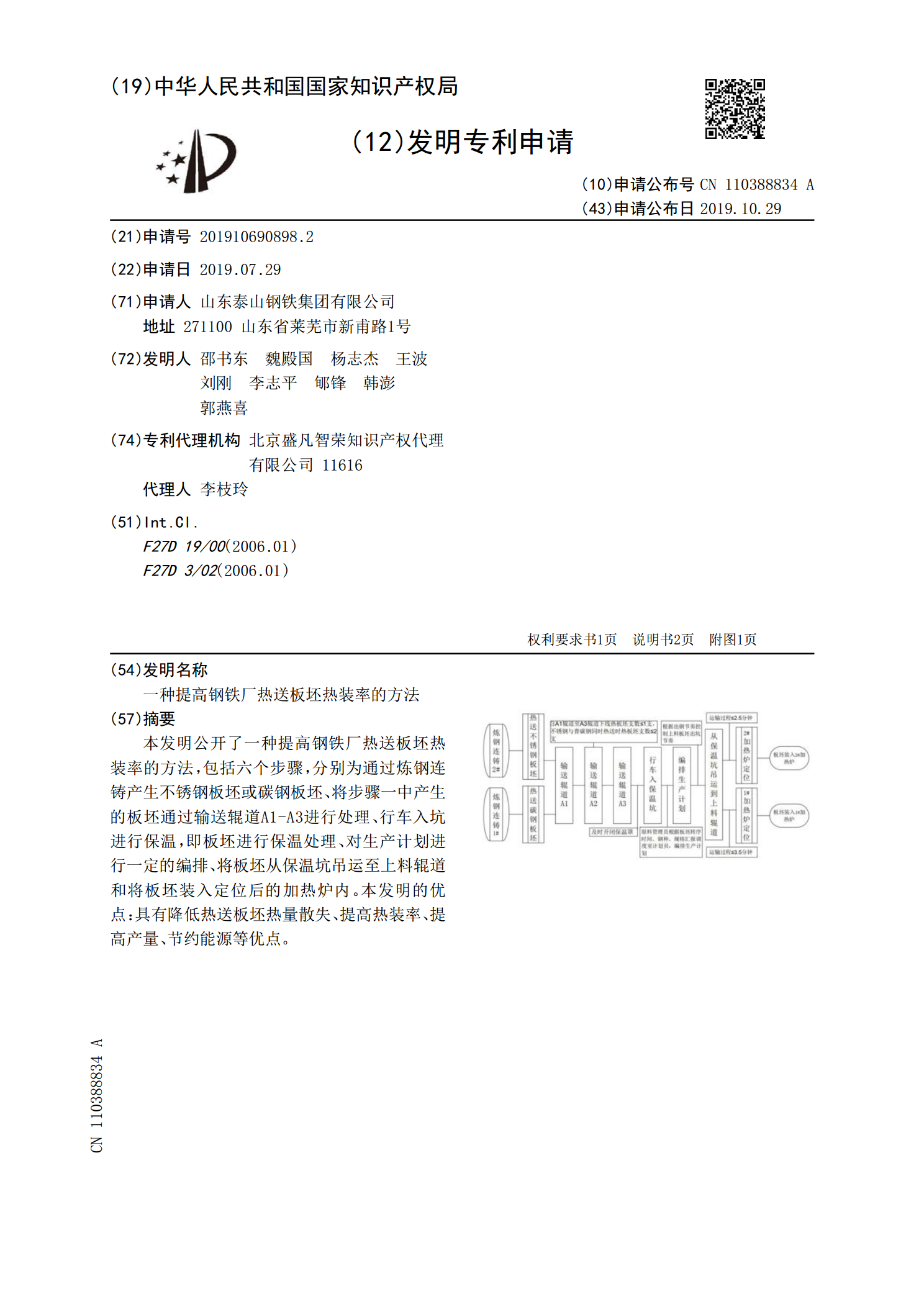
本发明公开了一种提高钢铁厂热送板坯热装率的方法,包括六个步骤,分别为通过炼钢连铸产生不锈钢板坯或碳钢板坯、将步骤一中产生的板坯通过输送辊道A1‑A3进行处理、行车入坑进行保温,即板坯进行保温处理、对生产计划进行一定的编排、将板坯从保温坑吊运至上料辊道和将板坯装入定位后的加热炉内。本发明的优点:具有降低热送板坯热量散失、提高热装率、提高产量、节约能源等优点。