
一种改善轴舵系钢近表面探伤缺陷的冶炼工艺.pdf

曾琪****是我

1/7

2/7
3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种改善轴舵系钢近表面探伤缺陷的冶炼工艺.pdf
本发明涉及一种改善轴舵系钢近表面探伤缺陷的冶炼工艺,包括以下步骤:1)转炉出钢;2)精炼;3)高真空;4)VD破空后,喂线;5)钢水浇注;6)导流管烘烤;7)中间包钢水浇注;8)钢水浇注;9)钢锭保温帽口烘烤;10)中包钢水;11)中包浇注结束。本发明通过改善冶炼、浇注工艺,降低了船用螺旋桨轴、中间轴、舵杆等锻件近表探伤缺陷,大幅度提高了近表面探伤合格率,降低了废品率,显著提高了经济效益。

一种改善船用轴舵系产品近表面探伤缺陷的锻造方法.pdf
一种改善船用轴舵系产品近表面探伤缺陷的锻造方法,包含以下工艺步骤:(1)钢锭加热至1270℃±10℃;(2)采用两镦两拔工艺进行锻造,第一次拔长采用WHF法,拔长6‑8道次,单道次压下距离为钢锭原始截面尺寸的0.17~0.19倍;第二次拔长采用KD法,拔长4‑6道次,单道次压下距离为钢锭原始截面尺寸的0.17~0.19倍;终锻温度为850~900℃,停锻温度≥800℃;(3)锻后采用风冷方式冷却后入炉执行热处理工艺。本发明提高了船用轴舵系锻件产品近表面探伤合格率,降低了产品的废品率,提高了生产企业的经济效

一种轴舵系拉线工艺.pdf
本发明涉及船舶轴舵系技术领域,尤其涉及一种轴舵系拉线工艺,包括以下步骤:一、设置活动线架和固定线架,活动线架设置有拉线轮,架设尾管,尾管穿设与钢丝,钢丝与固定线架的连接端设置有基准点B,钢丝与拉线轮的连接端为基准点A,测量准点A与基准点B之间的距离L、测量钢丝的拉紧力G和钢丝的单位重量Q;二、在钢丝上选取定测点C和定测点D,测量定测点C至测量基准点A的距离X1和定测点D至基准点B的距离X2;三、计算定测点C的挠度修值Y1和定测点D的挠度修值Y2,其计算公式为:Y=Q*X(L-X)/(0.99*2G);四、

轴舵系拉线工艺.doc
图纸履历PLANHISTORY日期DATE版本REV.标记MARK说明DESCRIPTION设绘DESIGNED审核REVIEWED审定APPROVEDO供施工/Forconstruction发送单位船东船检制造经营部物资部质量部制造部新船一工区新船二工区新船四工区物流工区安全监察部设计部船体轮机电气工法57000吨散货船57000DWTBULKCARRIER工艺文件TECHNOLOGYDOCUMENT文件号FILE版本REV.O轴舵系拉线工艺重量MASS比例SCALE设绘Designed共页校对Chec
一种减少非钙处理铝脱氧钢中水浸探伤缺陷的冶炼工艺.pdf
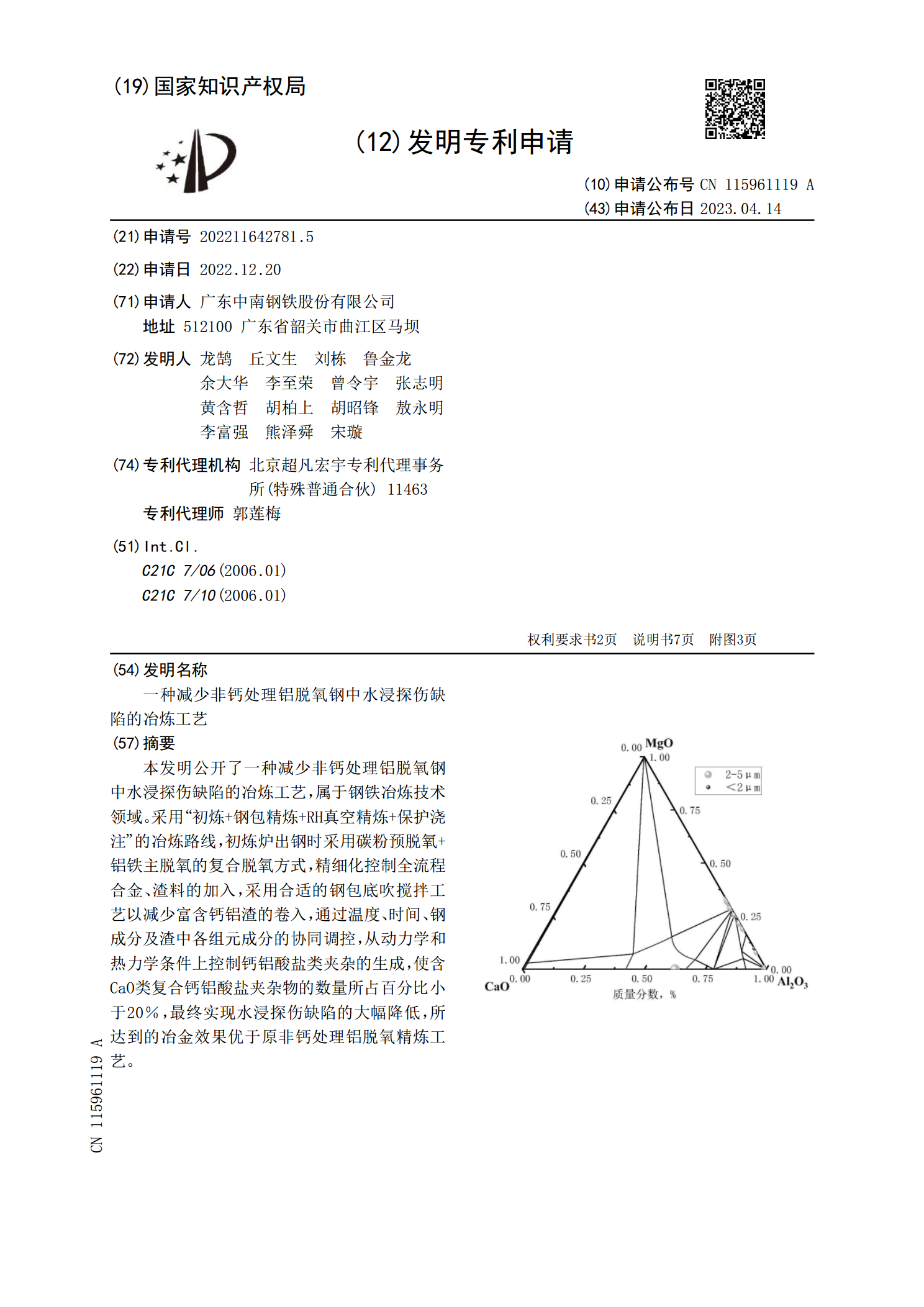
本发明公开了一种减少非钙处理铝脱氧钢中水浸探伤缺陷的冶炼工艺,属于钢铁冶炼技术领域。采用“初炼+钢包精炼+RH真空精炼+保护浇注”的冶炼路线,初炼炉出钢时采用碳粉预脱氧+铝铁主脱氧的复合脱氧方式,精细化控制全流程合金、渣料的加入,采用合适的钢包底吹搅拌工艺以减少富含钙铝渣的卷入,通过温度、时间、钢成分及渣中各组元成分的协同调控,从动力学和热力学条件上控制钙铝酸盐类夹杂的生成,使含CaO类复合钙铝酸盐夹杂物的数量所占百分比小于20%,最终实现水浸探伤缺陷的大幅降低,所达到的冶金效果优于原非钙处理铝脱氧精炼工